Poxino
-
Posts
19 -
Joined
-
Last visited
Poxino's Achievements
")



-
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
How do I do that? -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
G00 g54 g90 x69.509 y60.453 s1936 m03 g43 h1 z12. G64 z-17.02 g03 x69.603 y60.357 z-17.036 i1.02 j0.916 f1211. X69.707 y60.272 z-17.051 i0.925 j1.012 x69.819 y60.196 z-17.064 i0.821 j1.098 x69.937 y60.132 z-17.077 i0.71 j1.173 x70.061 y60.08 z-17.087 i0.591 j1.237 x70.19 y60.041 z-17.094 i0.467 j1.289 x70.322 y60.014 z-17.099 i0.338 j1.329 x70.455 y60. Z-17.1 i0.206 j1.355 g01 x70.455 g02 x70.994 y59.951 i-0.382 j-7.147 f1478.63 g03 x72.066 y59.886 i2.257 j28.335 f1384.22 x76.921 y59.827 i4.564 j177.067 f1388.67 g01 x83.377 f1426.88 g02 x83.39 y59.827 i0. J-0.128 f1097.84 g01 x84.181 y59.747 g02 x84.202 y59.743 i-0.013 j-0.127 f938.47 g01 x84.995 y59.527 f1240.16 g02 x87.236 y58.2 i-1.804 j-5.603 f1783. X87.917 y57.452 i-5.133 j-5.356 x89.165 y55.005 i-6.308 j-4.757 g01 x89.167 y54.995 x89.357 y54.245 x89.359 y54.237 x89.499 y53.486 g02 x89.727 y51.206 i-23.354 j-3.489 f1559.25 x89.802 y48.93 i-96.922 j-4.342 f1305.14 x89.827 y45.138 i-574.442 j-5.733 f1240.16 g01 y-53.475 g02 x89.827 y-53.49 i-0.128 j0. F1038.7 g01 x89.741 y-54.232 f1240.16 g02 x89.737 y-54.25 i-0.127 j0.015 f1783. G01 x89.54 y-54.995 x89.537 y-55.005 x89.406 y-55.38 g02 x89.402 y-55.391 i-0.121 j0.042 x88.862 y-56.41 i-6.459 j2.767 x87.953 y-57.482 i-5.501 j3.744 x85.687 y-58.909 i-5.024 j5.465 g01 x85.351 y-59.037 x85.005 y-59.155 g02 x84.995 y-59.158 i-0.041 j0.121 g01 x84.202 y-59.36 x84.194 y-59.362 x83.399 y-59.512 g02 x80.186 y-59.771 i-3.773 j26.765 f1510.32 x76.176 y-59.823 i-4.479 j191.654 f1240.16 g01 x75.374 y-59.825 x74.572 y-59.827 x72.192 g03 x72.139 y-59.83 i0. J-0.511 f1037.57 g01 x71.379 y-59.91 g03 x71.349 y-59.914 i0.053 j-0.508 g02 x70.561 y-60. I-1.169 j7.061 f1783. G03 x69.674 y-60.391 z-17.02 i0.073 j-1.369 f1682.19 x69.581 y-60.504 i0.48 j-0.489 f25000. G01 x69.552 y-60.548 x69.503 y-60.672 x69.473 y-60.809 x69.465 y-60.942 x69.483 y-61.057 x69.531 y-61.138 x69.615 y-61.168 x70.467 y-61.166 x80.949 y-60.921 x81.269 y-60.909 g03 x81.589 y-60.881 i-0.385 j6.173 g01 x83.782 y-60.629 x84.245 y-60.559 g03 x85.146 y-60.313 i-1.167 j6.073 g01 x86.243 y-59.924 x86.701 y-59.741 g03 x88.346 y-58.661 i-2.527 j5.645 g01 x88.894 y-58.16 x89.314 y-57.739 g03 x90.71 y-55.144 i-4.591 j4.144 g01 x90.814 y-54.74 x90.924 y-54.229 g03 x91.012 y-53.189 i-6.097 j1.038 g01 x90.97 y49.63 x90.966 y49.852 g03 x90.954 y50.074 i-6.18 j-0.225 g01 x90.735 y53.09 x90.663 y53.686 g03 x90.533 y54.272 i-6.096 j-1.042 g01 x90.159 y55.643 x89.992 y56.163 g03 x89.227 y57.607 i-5.799 j-2.148 g01 x88.835 y58.155 x88.468 y58.621 g03 x86.609 y60.073 i-4.667 j-4.059 g01 x86.16 y60.302 x85.641 y60.537 g03 x83.417 y60.976 i-2.289 j-5.745 g01 x70.191 y61.184 x70.065 y61.185 x69.983 y61.156 x69.936 y61.077 x69.92 y60.965 x69.93 y60.833 x69.96 y60.697 x70.007 y60.572 x70.039 y60.518 g03 x70.11 y60.419 i0.59 j0.348 x70.976 y59.953 z-17.1 i1.039 j0.895 f1211. G01 x70.976 y59.953 g02 x71.276 y59.909 i-0.903 j-7.1 f1783. G03 x71.286 y59.907 i0.086 j0.504 f1182.65 g01 x71.715 y59.843 f827.93 g03 x71.747 y59.839 i0.075 j0.505 g01 x72.484 y59.777 g03 x75.533 y59.678 i3.348 j55.804 f1141.53 x81.61 y59.661 i5.046 j716.979 f1240.16 g01 x81.615 f1783. X82.366 y59.63 g02 x82.378 y59.629 i-0.005 j-0.128 g01 x83.129 y59.529 g02 x84.459 y59.175 i-1.142 j-6.976 x84.472 y59.17 i-0.042 j-0.12 f1288.59 g01 x85.145 y58.844 f1240.16 g02 x85.157 y58.837 i-0.056 j-0.115 f1038.7 g01 x85.762 y58.462 f1240.16 g02 x85.773 y58.454 i-0.067 j-0.109 f1288.51 g01 x86.332 y58.022 f1783. G02 x86.341 y58.013 i-0.078 j-0.101 -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
I use solidcam which has a similar feature, but again it does not seem to be any different -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
Hello guys, Just an update, after many weeks I managed to get my 2mb memory upgrade done on my machine. It still does not make much difference in terms of motions, machine still struggles a lot where there are many small movement to be processed (0.01mm segments) , slows down about 80% of the programmed feed rate or more..... Any suggestions, or I just need to forget about it as the machine and control are too old to do what I want to do? -
Hello all, I am new to this forum, but so far I have had a lot of help from the forum members. I am now trying to figure out an easy and safe way to set tool offsets and z0 on my control. I do have a master tool setter , and an haimer 3d taster to set work offsets. The way I am doing it is Reference machine first,then for the tool offsets , just measure them with imput c at 0 on top of mastertool. I measured 3d taster on top of mastertool too. For the zo work offset I just touch part (or wherever the z datum is) until the 3d taster is at its 0 point, then go to work offsets , highlight z datum, type the 3d taster lengh , then measure. Now all work well until I need to change a tool and re-set its lenght, or simply for instance add another tool in my program(then set a new tool lenght), and lenght come out wrong. Additional notes: I must use g49 before toolchanges, and at the end of program I am using g28. Thanks in advance for your answers!
-
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
I will upgrade my machine memory this weekend , as I had issues on getting an sram card(for parameters back up) that actually works on my control, then I will be running programs from machine memory only. But at this stage, I hope to be wrong, but I believe that toolpaths I want to run are "too modern" for the actual machine capabalities , unless there are other parameters which need to be tweaked, the max speed I am running these toolpaths is around 100ipm 2500mm/min. -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
In certain areas of the toolpath there .01mm movements, in fact is where machine slows down most , I have run just a fraction of that program for testing, from memory, and is slightly better, but it still slows down a lot. -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
I am studying hard the parameters manual of the Fanuc 16mb, but certain parameters I am not too sure what they mean! Thanks for your help!I will wait!:) -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
Hi, Maybe I did not word the sentence properly, I meant is slowing down up 10% of the programmed feed rate , just to give you am example programmed feed rate 2500(100ipm)mm/min and actual feed rate 250 (10ipm)mm/min. This was happening also before changing the parameters above. But, as said machine is not banging anymore, which is already something. I am not sure if there are other parameters I could have a look at? Thanks again -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
Hello Sticky, As said before, I am installing the 2mb memory upgrade this weekend,so I will be running programs from memory. Have you got a suggestion for changing other parameters? From other emastercam posts there seem to be another parameter called allowable velocity difference in velocity determination considering the velocity difference at corners. As said before , now machine is not banging anymore , which is a good result , but on those small movements machine still slows down a lot up to 10% of the programmed feed rate. I think tool path I am running as micron tolerance , certain movements differ between them for just .008mm. Again, any suggestion? Many thanks to all in advance! -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
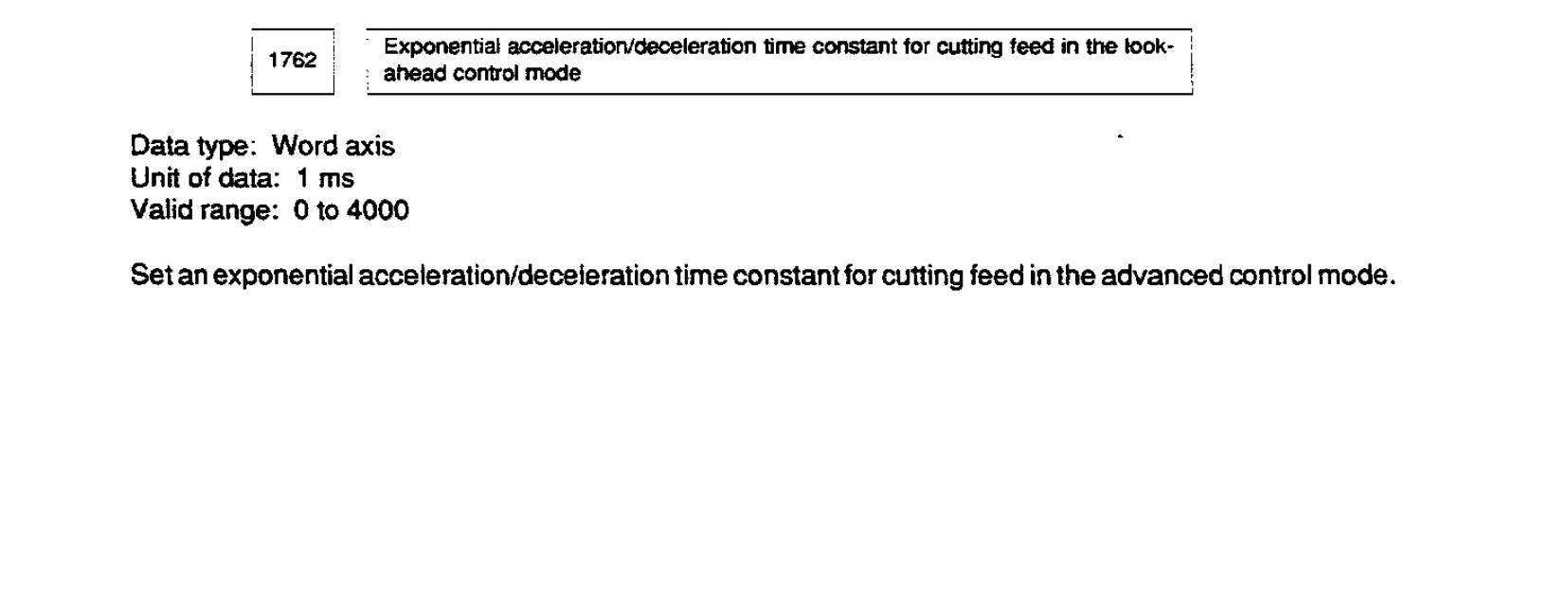
I will as soon I have the chance! I am only interested on "hsm" only for roughing purposes , I still don't understand why the difference in motion between a simple normal tool path and this trochoidal style machining ,, could it be the small movements?It slows down up to 30% of the programmed feed rate , but now without banging so is already better than before. Any other tweaks suggestions I could do? I am not sure if parameter 1762 I posted previously could be any good to be changed? Anyway , I am happier than before , thanks again!!!!!!! I will keep the forum updated! -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
Hello there , I tried only today to switch those parameters and machine is moving much smoother!! :):):):) I am so happy! you can still see the machine slowing down , but motion is smoother , and you don't hear any banging :):) Any other paramter I can change or any other suggestions? I am upgrading my machine memory next to week , with a 2mb module. Regards -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
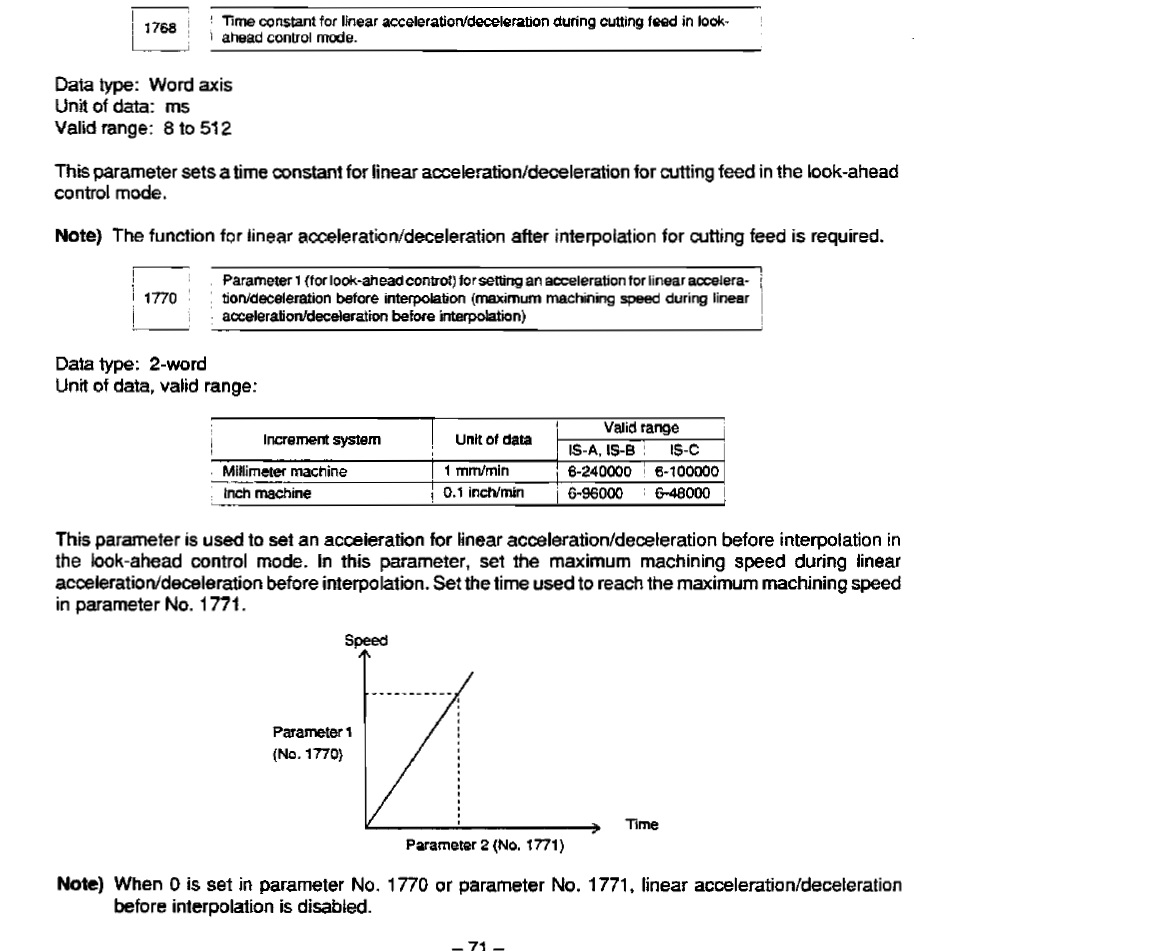
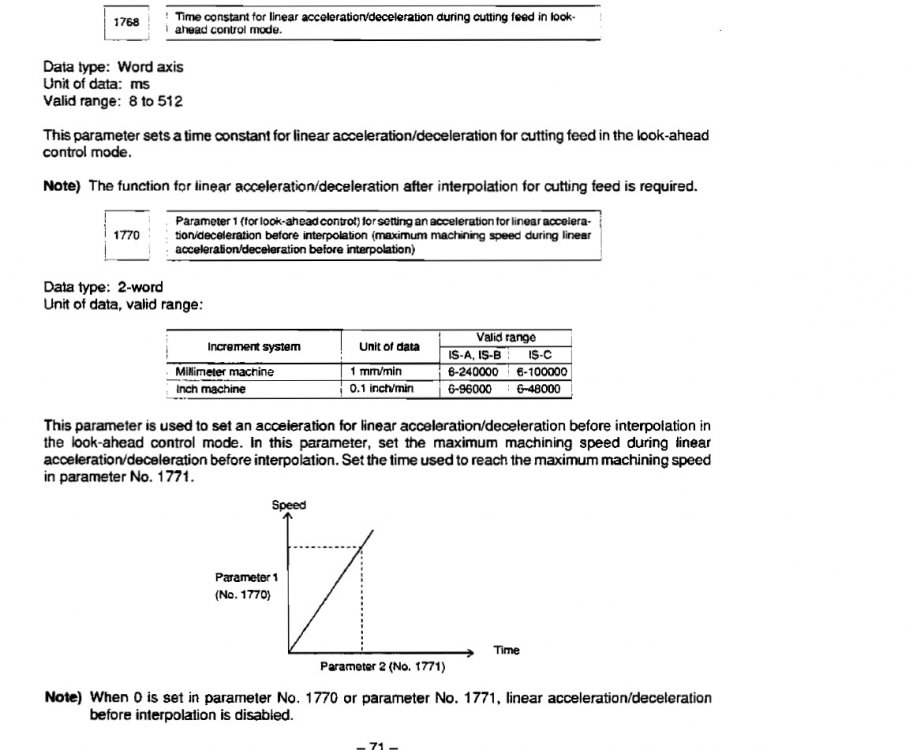
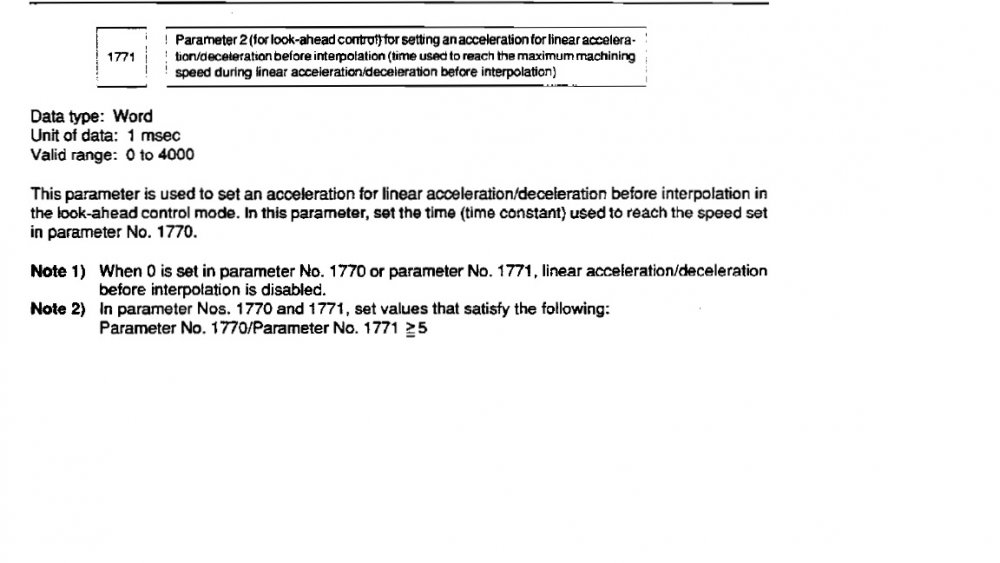
Hi , I haven't had the chance to tweak parameters yet. I could be wrong , but I think I found the equivalent of param 1769 on 16 MB.... looks like param 1762 ( I could be wrong). So would be 1762 , 1768 ,1771. Param 1762 , is all set to 0 at the moment. Attached the screen shoots with param description. My 2mb pcmcia card should be coming today I got it in order to back up my parameters , but I am not sure if control can drip feed from memory card. I spent few hours yesterday on the books , and it seems that G05.1q1/q0 does not exist in this Fanuc ... only g08 , g05 p10000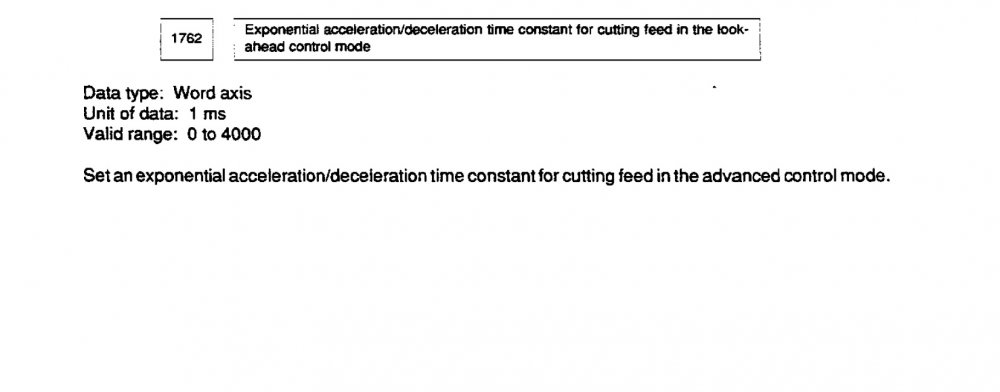
-
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
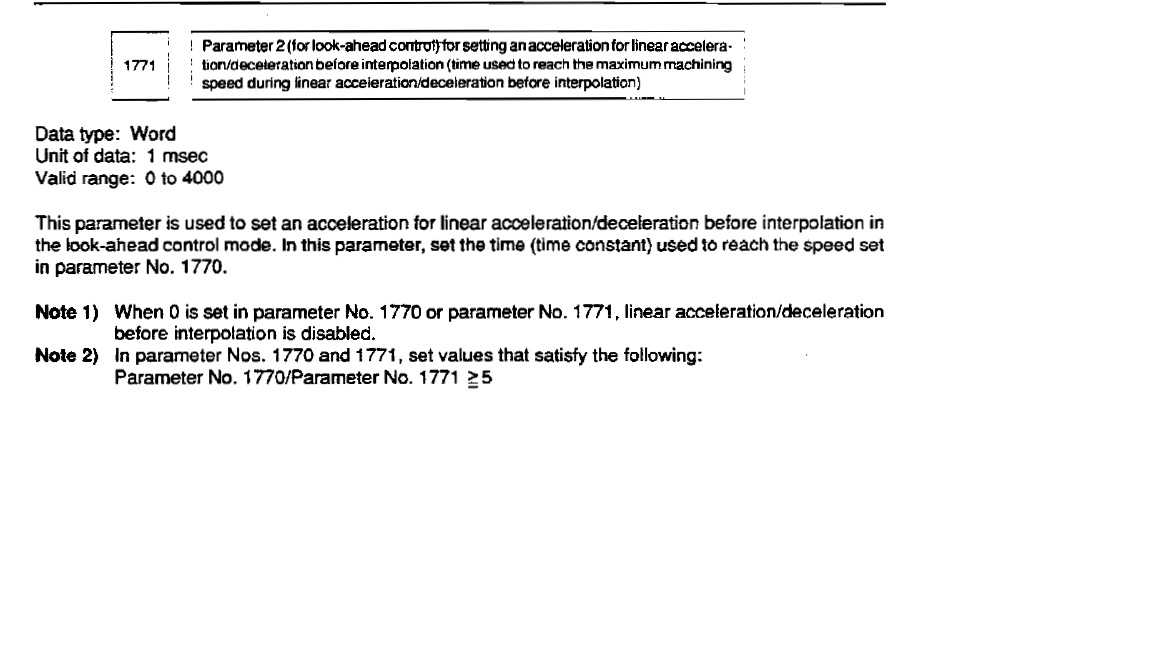
Hi , I checked the parameters 1768 and 1771 and they are set @ 20 and 80 , can I change them with any number , or is there a criteria to change them? I .e . multiplies of 2 /4 ..... etc... Sorry for the silly questions , but I actually never done this before. I couldn't actually find parameter 1769 , it seems like it does not exist , but it seems the most import one too. -
fanuc 16mb high speed machining
Poxino replied to Poxino's topic in Machining, Tools, Cutting & Probing
Newbeeee , I checked those parameters on my manual but I could only find paramters before interpolation , and during cutting feed in look ahead mode... I will take a picture of the ones you mentioned , as I am not sure what values I should change them to. What parameter number could be the one for jerky motion? Can this tuning damage servos? Thanks for the help