





AHarrison1
-
Posts
580 -
Joined
-
Last visited
-
Days Won
7
Recent Profile Visitors
2,301 profile views




AHarrison1's Achievements
")





-
yes
-
My settings are the same as what you have shown.
-
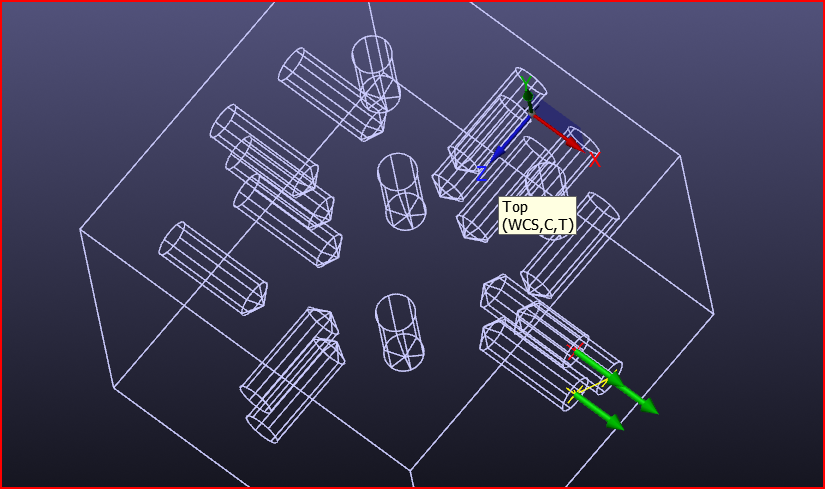
For me it picks the holes in the same direction
-
I think Ctrl+Shift+click for holes on the same vector will be your solution.
-
Mastercam 2023 merging solid models into workspace
AHarrison1 replied to AmayaC.Lee's topic in Industrial Forum
Without all your parts being in 1 assembly file then no. Each solid part has it's own origin, when merging into Mastercam it merges to origin. With assemblies there is assembly origin even though each part has it's own origin within the assembly. I bring in assemblies all the time and it will place the individual parts onto their own level. The bringing of part names is still an issue though, which can be negated by saving as parasolid 1st then bring into mastercam. -
How set Mastercam to achieve this effect?
AHarrison1 replied to bird2010's topic in Industrial Forum
Gee whizz fellas!!.. How dead does this horse have to be?? This 'shill', who's been a member here since 2010, has had you all roped along for 4 pages now. Ban him or move along!! -
How set Mastercam to achieve this effect?
AHarrison1 replied to bird2010's topic in Industrial Forum
'Lost in translation'... Hate to say it, but the fella does have a bit of a point. Flame away.. -
CAM ASSIST - any experience out there yet?
AHarrison1 replied to Sumac Andy's topic in Industrial Forum
Forgive my ignorance here or possible lack of understanding but this looks very similar in nature to the FBM mill and drill options within Mastercam. (DOH!! JParis beat me to it) -
Heidenhain tool offsets
AHarrison1 replied to Johnny M's topic in Machining, Tools, Cutting & Probing
I hope you didn't have to go through the whole process of having to identify as a tool changer -
Click on the 3 dots in the top right corner of your post box, bottom option is to edit. I cannot comment on your further question / issue. Welcome to the forum
-
Copy Drills from Mill tool Library to Lathe Library
AHarrison1 replied to Tinger's topic in Industrial Forum
I think the easiest would be through the tool manager, open lathe - open tool manager - open a mill tool library through bottom window Copy tools from library to machine group. Open new library/lathe library - copy from machine group to library. I do this from time to time programming for both mill and lathe. -
The list defaults to whatever your last sort option was.
-
.. meanwhile, the fruits of his labor be like...

-
You are correct there sir.
-
4th axis setup on a Okuma M560 with a Midaco Pallet Changer
AHarrison1 replied to rgrin's topic in Industrial Forum
I think some where along the line we have all done something well out of the norm. All that has to happen is to forget just once to see why people do things like this just once.

