JParis
-
Posts
2,318 -
Joined
-
Days Won
98
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by JParis
-
Unfortunately, most of these kinds of decisions are based on $$$ instead of the things you note.
-
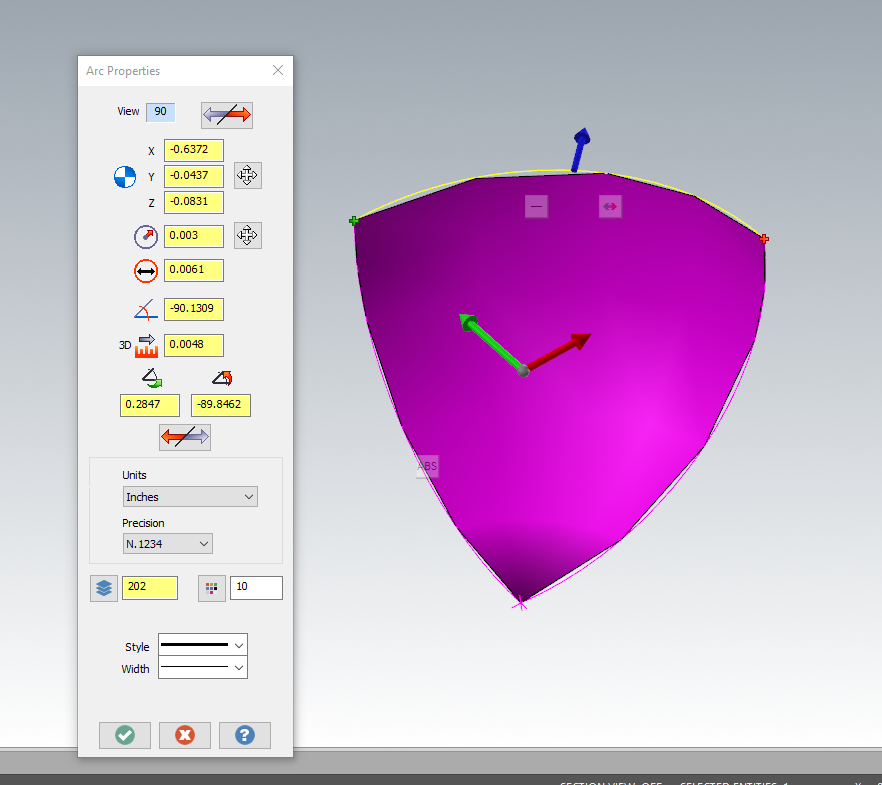
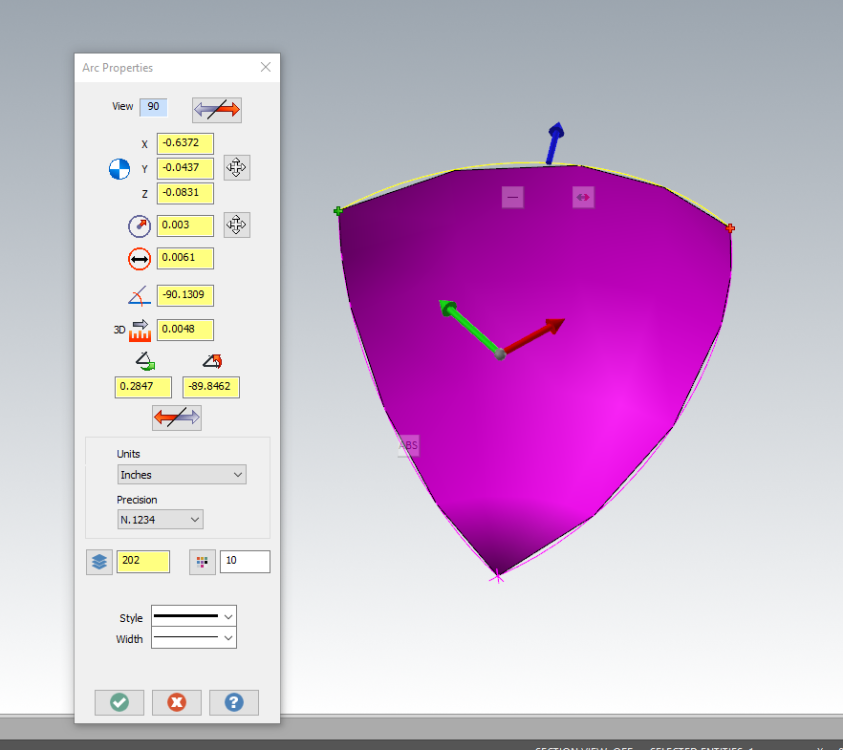
You're going to hate the answer but here it is.... After you scale it up and are certain you've made a good clean surface, you scale it back down and stop worrying about how it looks...the math behind the surface is correct. It will cut properly. That chord tolerance is simply how it is visualized.
-
Try bringing in a full model with a Chord height set that tightly
-
.003" yes, definitely a size issue....scale it up 50 times...make your surface, then scale it back down to make a Coons, the selection order
-
How small is that? It looks like it's possible it's extremely small... and what tool did you use?
-
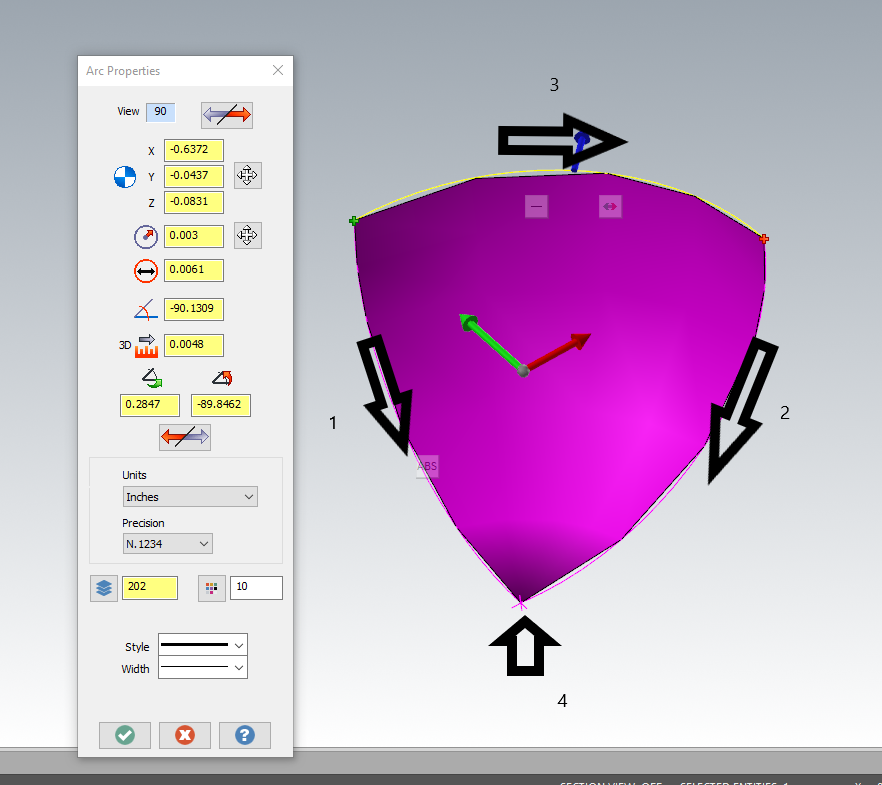
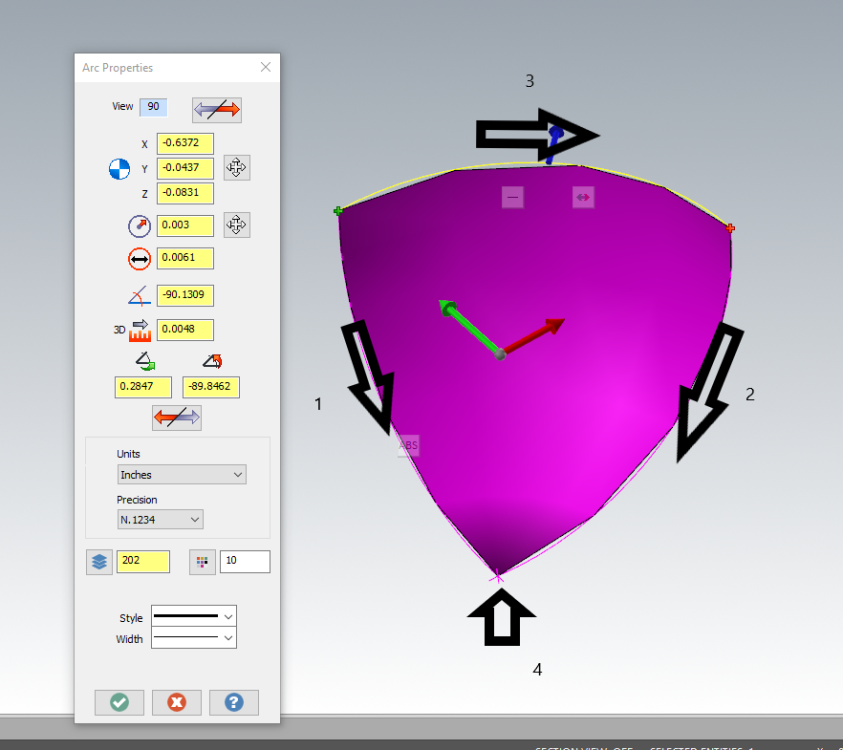
Coons Alt + C Pick 2 lines(2 sides) and a line and an intersection point(top line & opposite intersection point)
-

Lathe toolpath not symmetric with reversed chain
JParis replied to Azoth's topic in Industrial Forum
And still no testable file -
Integrating G234 in fanuc 5x generic post
JParis replied to ikertx0's topic in Post Processor Development Forum
Bad choice for that function -
Lathe toolpath not symmetric with reversed chain
JParis replied to Azoth's topic in Industrial Forum
Let's recount... You have, by your own admission, your first programming job... You say it's 100% a bug and you provide an .ecam file that the vast majority of people cannot open.. I suspect it's not a bug but a usage & definition, setting issue of course though, can't tell because you provided a file that industrial users can't open. Maybe next time before declaring a bug or something, you provide a file that others can easily open and query...that would go a long way to getting you the help you are asking for,,,, Sorry if this all comes off as a bit harsh but at least help us help you. -
Integrating G234 in fanuc 5x generic post
JParis replied to ikertx0's topic in Post Processor Development Forum
Sure... Pickup phone, call reseller...hello, I would like to buy a post with these options and I'll send some sample code... That edit is no easy lift. -
Why not? It sounds like they stole the money, got into the car turned the key and drove the getaway car..
-
Wait....you mean Mastercam ISN'T malware?????
-
Sounds like a graphics card or driver issue
-
share website to download vise for mastercam and holding cutter
JParis replied to ismail keddah's topic in Industrial Forum
https://www.kurtworkholding.com/resources/cad-drawings/ -
Yes
-
Contouring with 1/4 in ball end mill from bottom to top
JParis replied to zachdem1000's topic in Industrial Forum
2D Swept -
Graphics blurry while verifying operations
JParis replied to zachdem1000's topic in Industrial Forum
it won't resolve the resolution completely until it's done...you "might" or might not see a little improvement as it works. -
Move your geometry 1/4 the distance of the circumference distance.... Assuming 3.000" 3 * pi = 9.4248 9.4248/4 = 2.356 Axis sub calculates based on -90 being 0
-
Informal Poll: Who here has defeated the ribbon?
JParis replied to volitan71's topic in Industrial Forum
Since the release of X, I live on the RMB....I go to the ribbon bar for VERY little, as such I haven't done anything with it. Of course at this point I do very little programming with my hands in so many things and management -
Pete Rimkus 100%
-
Simulation: current simulation is still discarding -2019
JParis replied to mittler's topic in Industrial Forum
Computer spec's? -
I'll take that as a no
-
Because an ancient piece of hardware died??
-
When I moved our 1 lone seat that had a HASP to a Software license, I had to turn in the HASP...
-
With the age of the Hasp, it's possible it's dead... I'd check the drivers out first and there is or was anyway, a little app that could tell you for certain if it is dead.. Assuming it is dead for a moment, you possibly could have an issue getting another Hasp. I'm pretty sure they've gone software licenses only...I could be wrong on that but thought during a conversation with my reseller was told Hasps were a thing of the past. Considering the version, it is LONG outdated and no longer supported. I have a Hasp that will run 2019 but at this point it's no longer upgradeable. You might be in a spot