savagkd
-
Posts
238 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by savagkd
-
Advanced Drill - Wow. Finally. This is awesome!
savagkd replied to Colin Gilchrist's topic in Industrial Forum
I put a dwell in my post after the coolant on to wait for it to start spraying. You gatta love old worn out machines. -
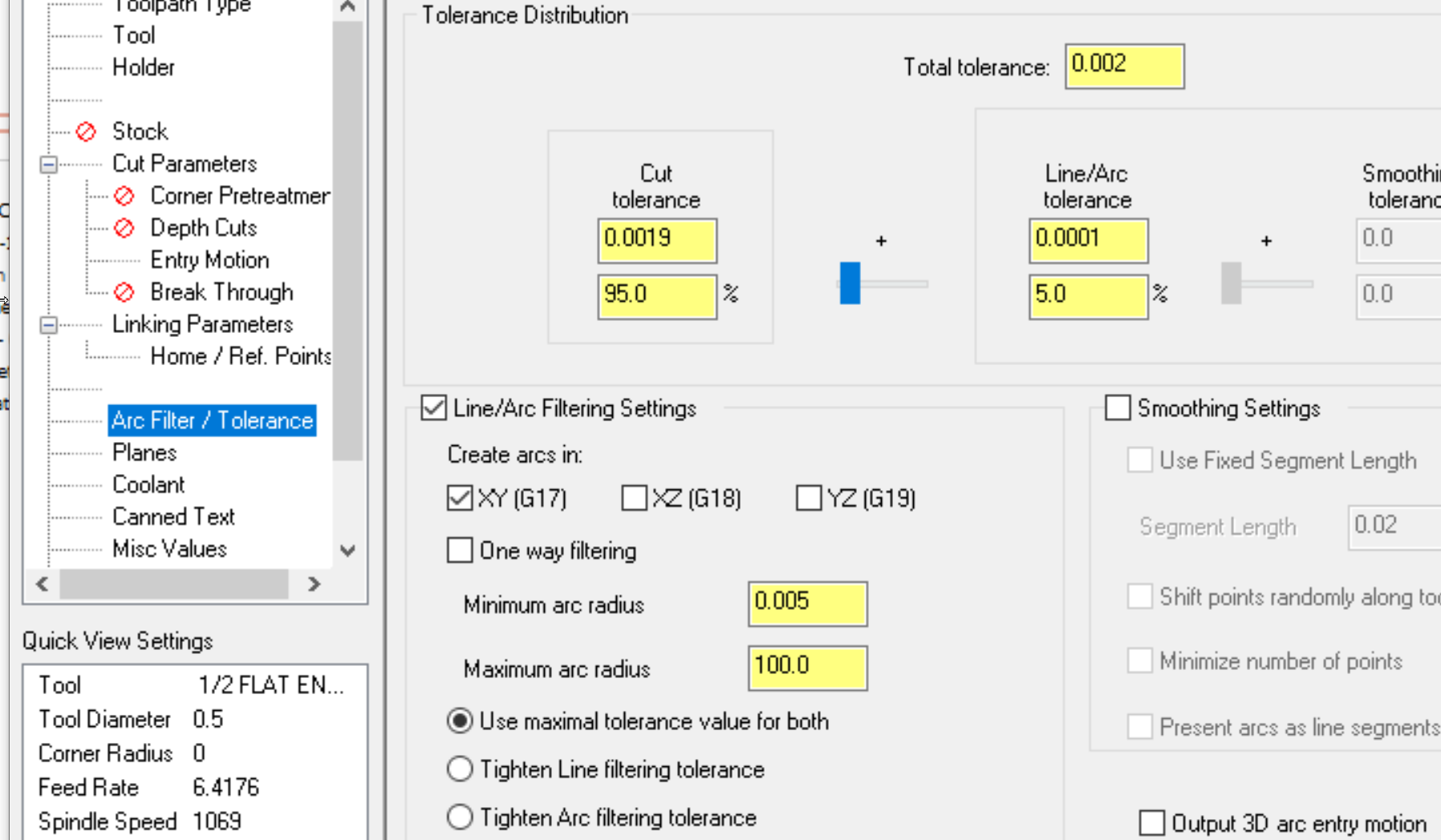
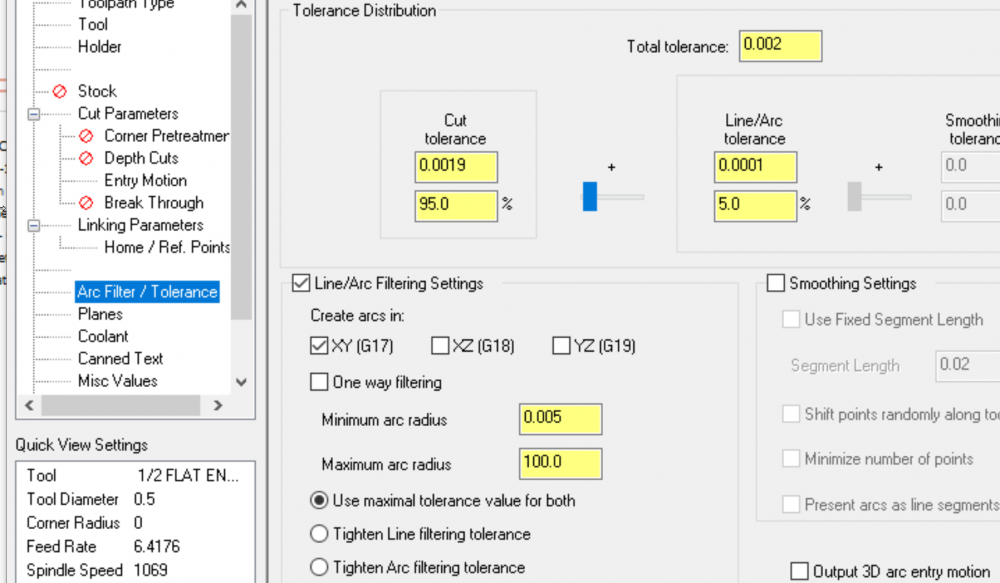
Just did a quick toolpath. 2500 lines of code, turned on Line/Arc filter and got 1500 lines.
-
Do you have Line/Arc filter turned on?
-
I'd also add, wherever possible, use 3+2 and pay close attention to your transition between operations. Most of my problems have happened on the rapid repositions. Verification software is a must!!! Vericut has saved my bacon on several occasions.
-
Anybody have experience cutting Carbon Fiber?
savagkd replied to AMCNitro's topic in Industrial Forum
Depending on how many of these parts you are going to cut. For a few, diamond cut routers and brad spur drills are the ticket. They are inexpensive, but a bit slow and wear out quick. For long term production, I generally prefer diamond coated routers like OSG BNC and PCD drills, Robbjack has a good selection, many others out there. This combo has given me an average 60% cycle time reduction and 700+% tool life increase. A bit pricey, but they last a long time. Carbon fiber is all I have cut in the last 8 years. -
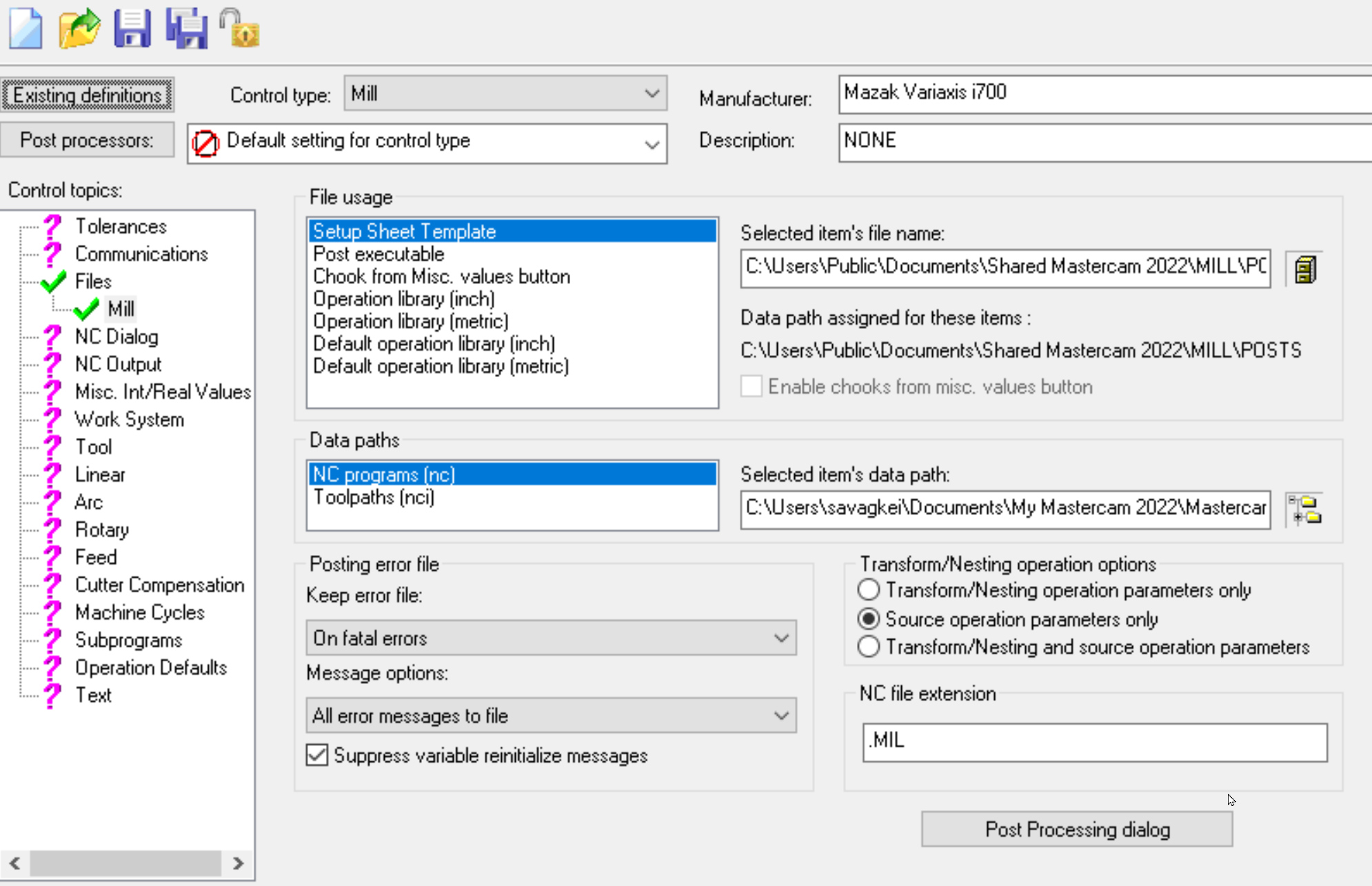
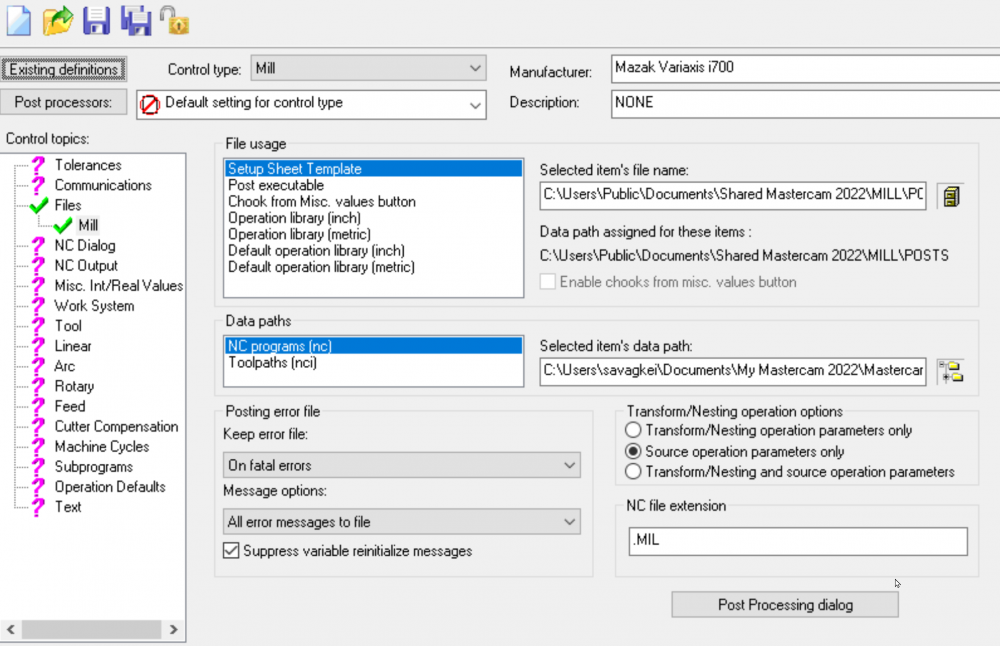
You could open your Control Definition and change the NC file extension to .MIL then when you post it will save as .MIL
-
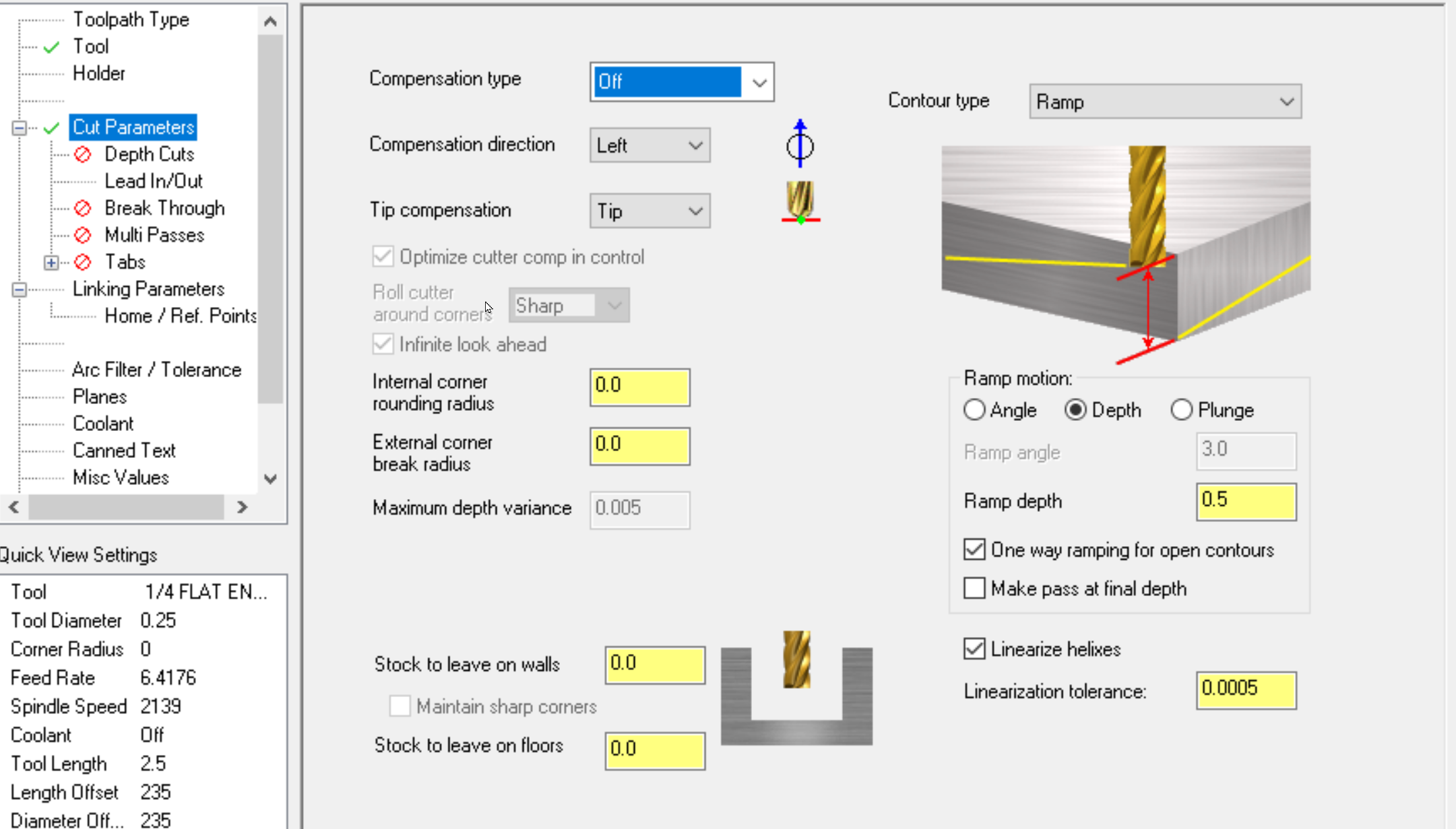
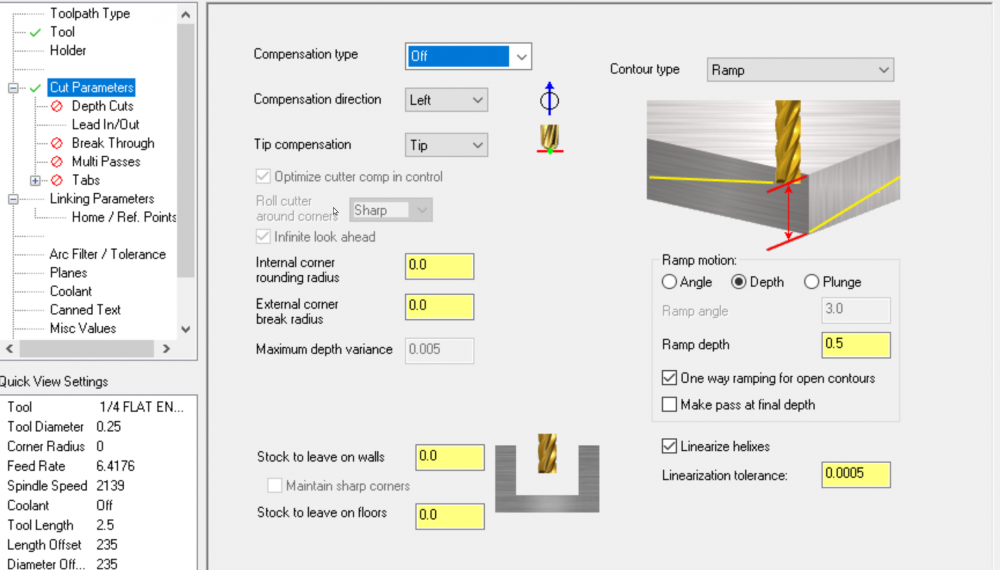
Try a Ramp. It will not plunge at the ends, but may get you where you need to be.
-
I just posted a link on the Job Opportunities forum. Please take a look. After 8 years at Albany Engineered Composites, It's time for me to retire. This job has been one of the most rewarding I've ever had.
-
Wish I could. IT has it locked down. I'd have to have them change the permissions.
-
I've had the same type of problems with the interface due to permissions in C:\Program Files. My solution was to install MC and Vericut it their respective folders in C:\. Problems went away.
-
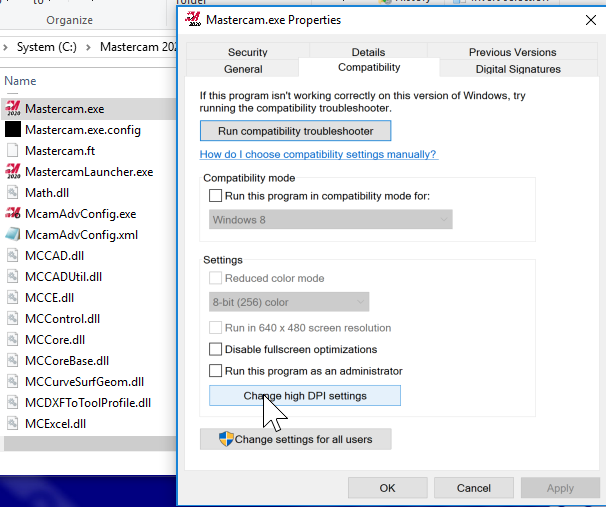
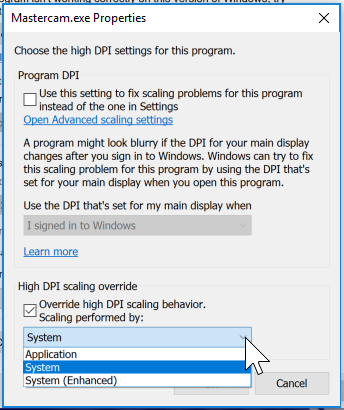
Found the right fix for this thanks to Peter at Vericut. For 4K displays, 3840 x 2160 res. Mastercm.exe in the Mastercam 2020 folder, RMB --> properties --> Compatibility tab --> Change hi DPI settings. Check Override hi DPI. In the pull down, change from Application to System. All icons, text and windows now display normally.
-
That was easy enough for a marble head like me. Thank you!
-
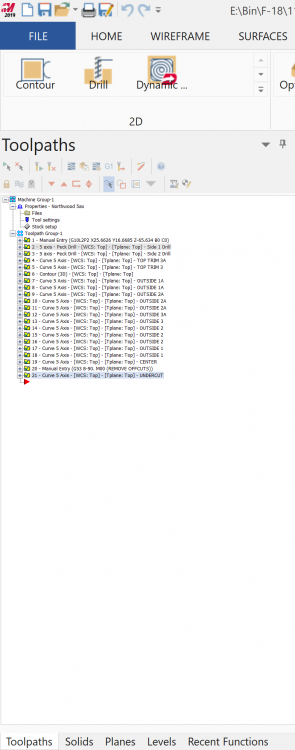
Hi all, It's been a while. I have installed MC on a new Dell Precision 7730, Windows 10, Nvidia P3200, 3840 x 2160. Everything looks great except the Manager window. All of the text in the Manger Window is very small. I've set the icons to large but that didn't effect the text. Anyone know how to fix it?
-
That's the ticket!!! Works great! Thank you
-
I have the exact same issue. Anyone know how to fix it?
-
I finally got back to the 180 deg. rotation issue above. Here is my solution. I'm sure there are better ways, so please feel free to chime in. int_p_out : 0 fmt 2 int_p_out #Note format ppos_cax_lin #Position the rotary axis before move - rapid if p_inc | s_inc, [ sav_gcode = gcode$ gcode$ = zero punclamp [ if (p_inc - prv_p_inc) = 180, int_p_out = (p_out - 90), pbld, n$, sgcode, int_p_out, e$ ] [ if (p_inc - prv_p_inc) = -180, int_p_out = (p_out + 90), pbld, n$, sgcode, int_p_out, e$ ] pbld, n$, sgcode, p_out, s_out, e$ pclamp !p_abs, !s_abs ps_cinc_calc gcode$ = sav_gcode ] Thanks to all on this forum!
-
+1000 on the appreciation Ron! I hope some day to be able to pay it foreword.
-
Thank you Colin! As always, your explanation is spot-on. I'm still working on the 180 deg. rotation. I'll check back if I can't figure it out.
-
I took a great course, taught by Colin Gilchrist. I'll PM the link to you.
-
Oops. Got a little ahead of myself. There is one more issue. I need to break the rotation of the C axis if the rotation is 180.0 deg. 180 confuses the machine as to which direction to go +/-. Colin, I think this was discussed in Office Hours, I just can't find it.
-
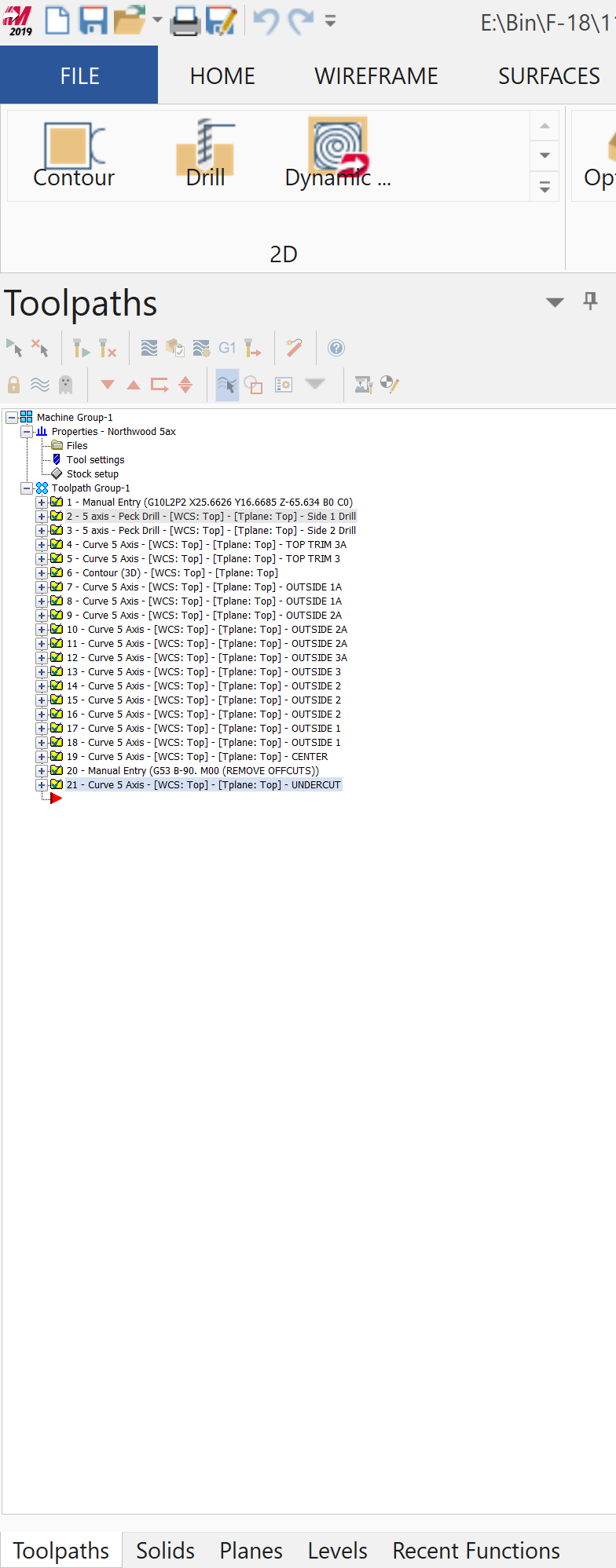
Greetings all. I've almost got this one dialed in. Only issue left is clamping. I've started with the Generic Fanuc 5 Axis Mill Post, modified for a Mazak Variaxis i700. The clamping posts good for 3+2, but in full 5 axis it posts unclamp/clamp between every line. M46 M43 X-6.3018 Y-6.5409 Z11.671 C-336.117 A-76.538 Z4.471 G1 G93 Z3.671 F37.5 X-6.2812 Y-6.7398 F150. X-6.2674 Y-6.8288 Z3.7073 C-335.999 A-76.527 F833.74 M47 M44 M46 M43 X-6.2308 Y-7.0963 Z3.8155 C-335.643 A-76.5 F278.52 M47 M44 M46 M43 X-6.2014 Y-7.3648 Z3.9225 C-335.287 A-76.482 F278.54 I think it's in plinout, but I can't figure out the logic. plinout #Output to NC of linear movement - feed punclamp pcan1, pbld, n$, `sgcode, sgplane, sgabsinc, `sgfeed, pccdia, xout, yout, zout, p_out, s_out, `feed, strcantext, pscool, e$ if nc_lout$ <> m_one & feed = zero, psfeederror pclamp Or should I be looking in punclamp and pclamp? punclamp #Unclamp the rotary axis if use_clamp, [ #Force both rotaries to unlock if multi-axis if cuttype <> zero & opcode$ <> three & opcode$ <> 16 & (p_lock = one | s_lock = one), [ p_lock = zero, s_lock = zero pbld, n$, *s_slock, e$ pbld, n$, *s_plock, e$ ] else, #Unlock the rotary axis if it is locked and moving [ if p_inc, p_lock = zero if s_inc, s_lock = zero pbld, n$, s_slock, e$ pbld, n$, s_plock, e$ ] ] pclamp #Clamp the rotary axis if use_clamp & (cuttype = zero | opcode$ = three | opcode$ = 16 | tlplnno$ <> prv_tlplnno$), [ if p_inc, p_lock = one if s_inc, s_lock = one pbld, n$, s_slock, e$ pbld, n$, s_plock, e$ ] Any help here is greatly appreciated.
-
FANUC Robo Cut work cordinate issues
savagkd replied to civiceg's topic in Machining, Tools, Cutting & Probing
Edit out -
Worked perfectly. pdrlcst$ #Custom drill cycles 8 - 19 (user option) #Use this postblock to customize drilling cycles 8 - 19 pdrlcommonb prdrlout, e$ #"CUSTOMIZABLE DRILL CYCLE " "M70", e$ pcom_movea pdrlcst_2$ #Custom drill cycles 8 - 19, additional points (user option) #Use this postblock to customize drilling cycles 8 - 19 pdrlcommonb prdrlout, e$ #"CUSTOMIZABLE DRILL CYCLE " "M70", e$ pcom_movea Thanks Ron!!!
-
Hi all, I'm trying to create my first custom drill cycle and could use some help. This is for a 5 axis head/head router with a pneumatic peck head, MCamX9, Fanuc 5 axis router post. In a 5 axis drill toolpath with lots of holes, how do I get an M70 after each of the XYZBC moves? I've got the Control Def, Mill Drill Cycles, drill cycle 9 set up for the "Air Peck", but can't figure out the danged M70. Is this MD/CD or post? Thanks
-
A great interview will get you the job. Learning how to interview well is worth the time. Lots of resources out there for that. I have found the certificate to be an asset when it comes to wage negotiations.