Mike@Dive Lab Inc.
-
Posts
149 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Mike@Dive Lab Inc.
-
HAAS also has a setting to retract above the R plane. I think its #52 or 53. Example: If your retract is set to -4.0 to start in the hole you can set this value to 4.1 and it'll fully retract to clear chips.
-
What's your go to engraving cutter?
Mike@Dive Lab Inc. replied to kunfuzed's topic in Machining, Tools, Cutting & Probing
I've been using a 60 deg indexable one from 9 Nine. The inserts hold up well for me. I run it at 7500 rpm @14-17 IPM in 316 stainless. I usually end up about .006-.008 DOC. http://everede.net/documents/archived_documents/2013_nine9_catalog.pdf -
dynamic speeds and feeds
Mike@Dive Lab Inc. replied to donnie1027's topic in Machining, Tools, Cutting & Probing
http://www.helicaltool.com/cms/millingadvisor_367.aspx -
Radius Milling Issue on Doosan Puma 3100 LY Lathe
Mike@Dive Lab Inc. replied to JeremyV's topic in Industrial Forum
For C axis milling, try activating G112 in the MISC parameters page -
2017 psot issues for Hass ST20Y
Mike@Dive Lab Inc. replied to bulletfab's topic in Post Processor Development Forum
I've been using the MPLMASTER my reseller gave me in 2012. It's solid on the Y axis code, but it still has a few issues. I tried to post a program once with the 4x MT Mastercam post in X9 and it had problems. I don't remember what they were. My reseller just sent me the ST 4x MT for 2017 and he said it's been working good. I haven't tried it yet. -
Schrader Valve Tooling
Mike@Dive Lab Inc. replied to Mike@Dive Lab Inc.'s topic in Machining, Tools, Cutting & Probing
Thanks. Harvey is my go to also for stuff like this. They just changed the material to 464 Naval Brass which makes things much easier. -
I have a custom Schrader Valve body to machine. The .210-36 taps for the internal thread are available off the shelf. Does anyone know if there's a form tool available that will cut the internal features? The tool will look similar to a MS O-ring port tool. There's a conical seating surface below the threads that is critical on the surface finish. I have a 1000 parts in 316 stainless to make so having a custom tool made is no problem. I figured I'd check with you guys before getting quotes on custom tools. Thanks
-
Lathe Chucking Rule of Thumb
Mike@Dive Lab Inc. replied to Beem's topic in Machining, Tools, Cutting & Probing
I agree there isn't a norm for this kind of stuff. It'll all come down to the length, weight, material, jaws, and part support. There's too many factors involved to give a recommendation without having all the specifics. -
How do you define your Thread tools in Lathe?
Mike@Dive Lab Inc. replied to crazy^millman's topic in Industrial Forum
Lathe threading tools should always be defined on the edge. I redefined my threading tools years ago and never used a tool defined on center since. -
You'll need to enable the plunge parameters tab and make sure your stock is defined
-
HAAS lathes have a setting in the control to enter the C axis diameter. That may be something to look at on your machine
-
Lathe X9 part disappearing in verify after cut off
Mike@Dive Lab Inc. replied to civiceg's topic in Industrial Forum
it's in the stock update tab under the comment box -
Look in the HAAS settings. Our ST20 has a exit angle setting.
-
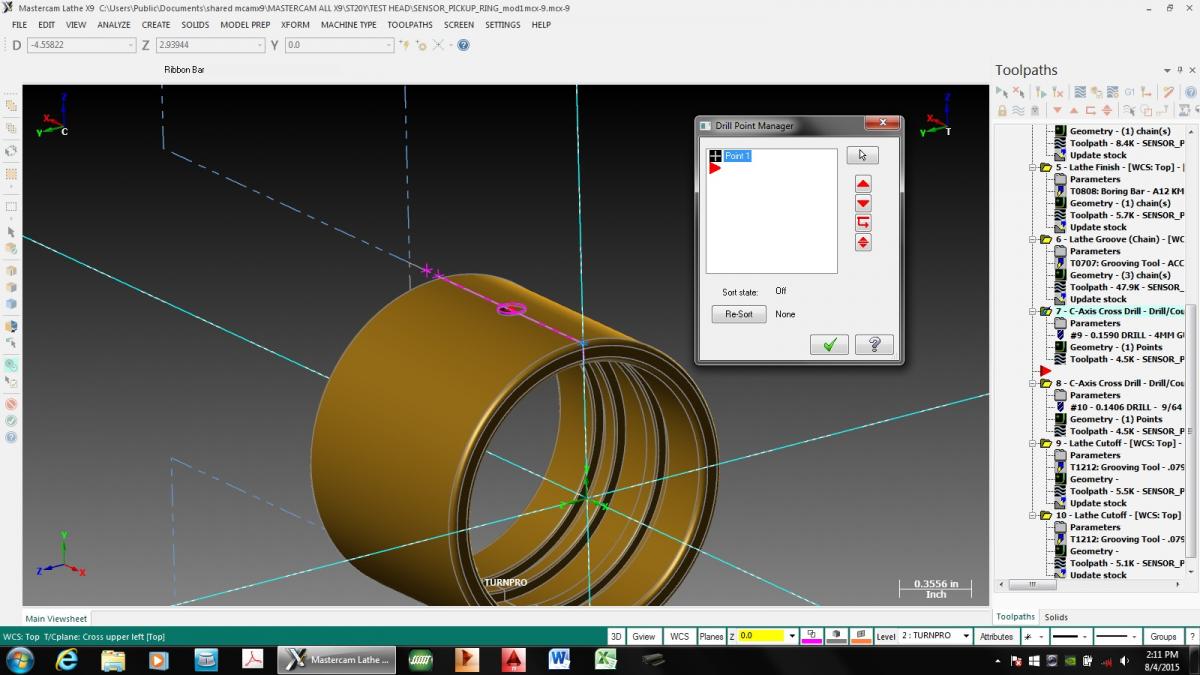
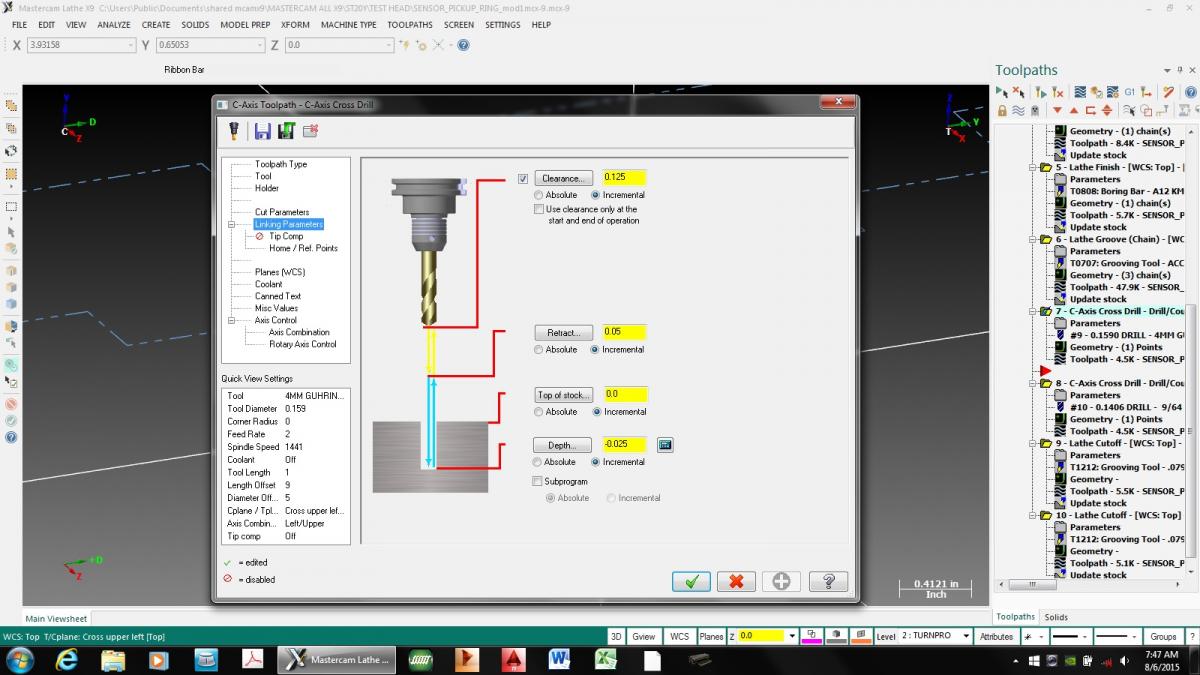
Here is mine. The point is clearly selected above the part. It's a single hole spot. Backplot show good and it posts good. Am I missing something here?



-
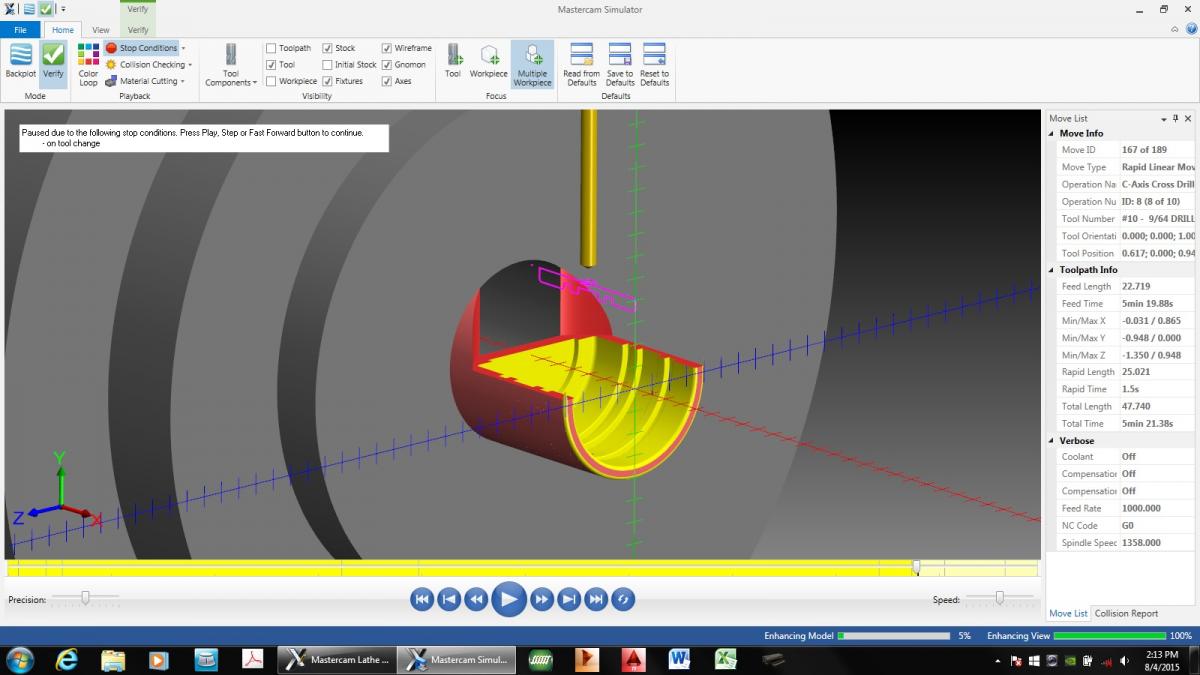
I had the same thing happen Thursday. On a Caxis cross path spot and drill. Verify would show the holder going through the part and cutting it off. Backplot and the code was good. This happens to me sometimes also. Not sure why it happens. I only mostly only use verify when I have Y axis milling paths. I'm using X9. I'm not saying this is a software issue, but lathe is so far behind the curve on a real update.
-
Maybe create a solid from the 2d file and use FBM For the holes
-
Helical has a nice website with HSM info. They used to have the Volumill calculator that I've been using. It works well. They are about to come out with a new one. I used their end mills and feeds and speeds on my last titanium job and they worked well. Here is the link: http://www.1helical.com/index.php/milling-advisor
-
check out these from Nine 9. I have one and they work great. http://www.everede.net/nine9_2013_index_engr_tool.html.
-
MSC has a few http://www.mscdirect.com/browse/tn/Milling/End-Mills/Ball-End-Mills?navid=12106252#navid=12106252+4287996122
-
if the thread table in lathe has the thread, you can click the draw thread button and get your geometry from there,
-
Pentacut, Kennametal A4, Top Notch and Thinbit should all have 3/4" shanks and be good choices. It's hard to beat Thinbit for flexibility of insert width choices and the same holder can used for face grooving inserts also.
-
I recently used a Guhring RF series variable 1/2" x 1-1/4 loc rougher in316 stainless. It really broke the chips up nice. I was running full DOC with .04 step with a dynamic core mill. Couldn't quite get to the recommended speeds.
-
I put in a request to autodesk idea station for this option
-
Thad Here it is directly from Autodesk The ability to retrieve text geometry from sketch text boxes in Autodesk Inventor is already being considered by the Product Development team as a future enhancement. However, it's a "wish-list item" and doesn't have a high priority. In order to icrease the visibility of this enhancement request and raise its priority, please log your request in the Inventor IdeaStation Forum so other users can add kudos. http://forums.autodesk.com/t5/Inventor-IdeaStation/idb-p/v1232 The IdeaStation forum is monitored by Product Managers and is currently the most effective way to suggest a product enhancement. Thank you,
-
Thad yes we are on the same page with the font. The text from inventor .dwg filecomes in as a note/drafting entity. If you break drafting entities it does turn it into individual lines and arcs. I checked with the autodesk forum and had no luck. Other people have the same issue. The closest single line font I could see in inventor is the TXT font. It looks like single line in inventor but still comes in MC as double. It doesn't appear there is much of a solution. I'll let you know if anyone from the autodesk forum comes up with a solution.