ajmer
-
Posts
500 -
Joined
-
Last visited
Recent Profile Visitors
3,623 profile views









.thumb.gif.b2f8d84f284177ecd2bf348424895690.gif)

ajmer's Achievements
")





-
the only way to do this is to save the deburr operation backplot as geometry then do a C axis face contour on that geometry then the post will post as C and X or if using G112 it will output correctly
-
What will be the best 5th Axis Toolpaths for this part?
ajmer replied to XLAZY-'s topic in Industrial Forum
i would use somethingajmer_ihs_emastercam file.zip like this -
yeah waterline works well its the opti rough that has a hard time keeping down
-
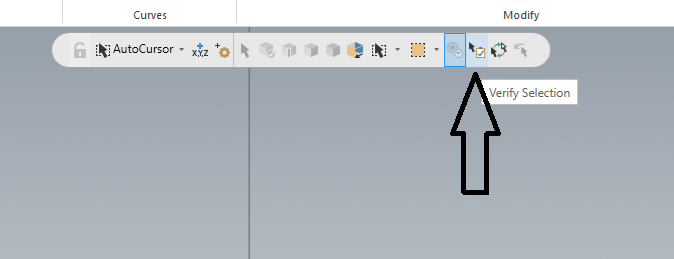
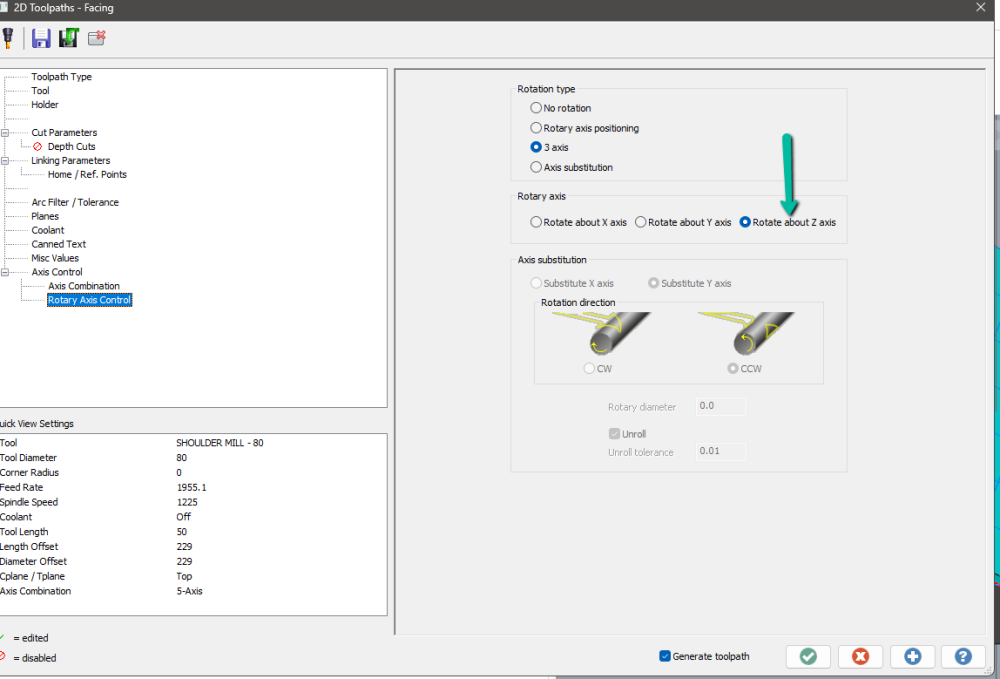
Problem with using "Curve on all edges" with 2024
ajmer replied to Camelot's topic in Industrial Forum
make sure 2d/3d is set just in case it is set to 2d and projecting geometry to a z value -
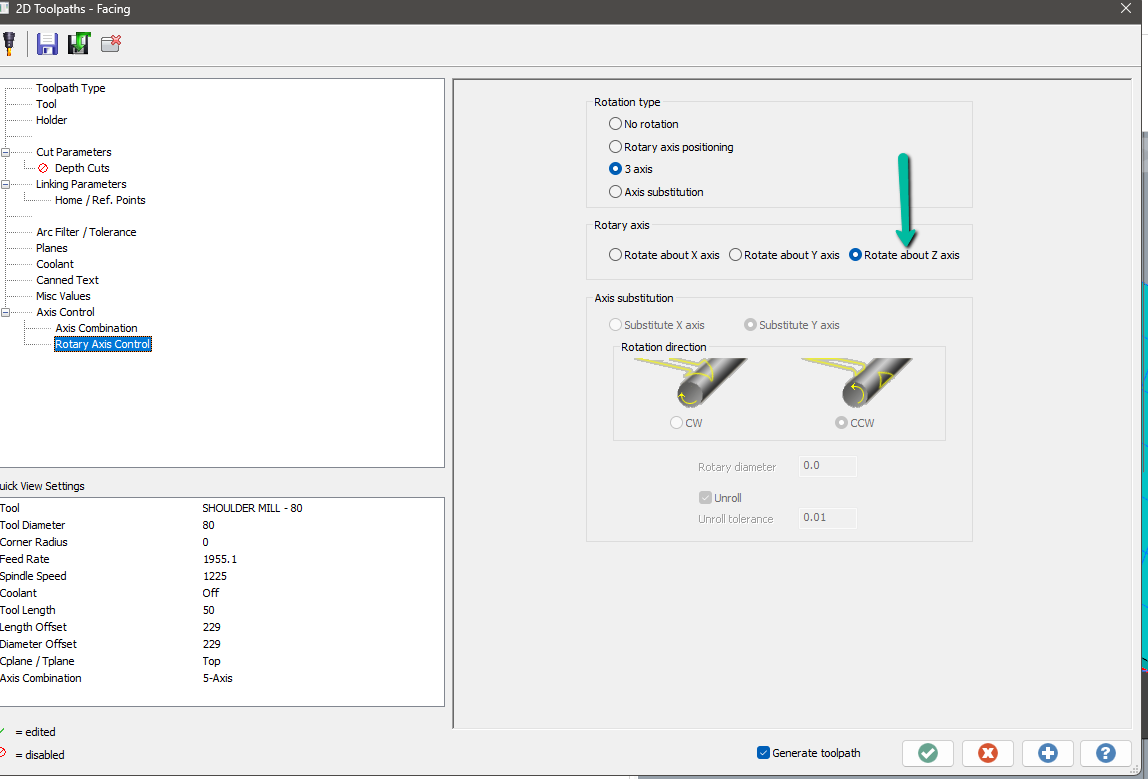
Posting 2 different B0 machining operations, no rotation commands.
ajmer replied to JB7280's topic in Industrial Forum
i used an mpmaster i had i changed this search for and uncomment this line # sav_rot_on_x = rot_on_x #Uncomment this line to output rotary axis value even when it's not used then at the end of ptlchg0$ i added a pfcout on that line ptlchg0$ #Call from NCI null tool change (tool number repeats) was this else, [ pbld, n$, sgabsinc, [if not(index), pwcs], pfxout, pfyout, pfzout, pcout, e$ ] ] i changed to else, [ pbld, n$, sgabsinc, [if not(index), pwcs], pfcout, pfxout, pfyout, pfzout, pcout, e$ ] ] gave me this output N5 G00 G17 G20 G40 G80 G90 N10 G91 G28 Z0. N15 (COMPENSATION TYPE - COMPUTER) N20 T239 M06 ( 1/2 FLAT ENDMILL) N25 (MAX - Z.25) N30 (MIN - Z0.) N35 G00 G17 G90 G54 B0. X-.25 Y.5 S1069 M03 N40 G43 H239 Z.25 N45 Z.2 N50 G94 G01 Z0. F6.42 N55 X-.75 N60 G03 X-1.25 Y0. I0. J-.5 N65 X1.25 I1.25 J0. N70 X-1.25 I-1.25 J0. N75 X-.75 Y-.5 I.5 J0. N80 G01 X-.25 N85 Z.2 N90 G00 Z.25 N95 G55 B0. X-.25 Y.5 Z.25 N100 Z.2 N105 G01 Z0. N110 X-.75 N115 G03 X-1.25 Y0. I0. J-.5 N120 X1.25 I1.25 J0. N125 X-1.25 I-1.25 J0. N130 X-.75 Y-.5 I.5 J0. N135 G01 X-.25 N140 Z.2 N145 G00 Z.25 N150 M05 N155 G91 G28 Z0. N160 G28 Y0. B0 -
no problem really not sure why you would ever have that enabled
-
its this
-
there is an exact mode somewhere in the parameters try that its prob set to approximate
-
i just ctrl clicked the wall of the holes, not the edges but the wall and it picks all the holes with the same dia
-
i added a hole that is shallower than the rest and it worked correctly see file part.mcam
-
+10000000000000000000000
-
this works aswell
-
this might explain things
-
here is a file using old school ruled ajmer_ihs_test.emcam
-
i think this is what Ron was mentioning spiral_ajmer_ihs_IM42333.mcam