Search the Community
Showing results for tags '4 axis'.
Found 6 results
-
I'm trying to run a few simultaneous 5 axis surfacing toolpaths on a Haas UMC but I can't get the machine to cut at the correct feedrate. I started out with an angle increment of 3 degrees but the motion was pretty jerky so I reduced it to .5 degrees then .1 degrees. The motion looks smooth now but the toolpath takes far longer to run. According to backplot the toolpaths should've taken a little under a minute and a half but at 3 degrees the actual machining took just under 6 minutes and at .5 degrees probably closer to 20 minutes. I'd imagine .1 degrees would take over an hour. I tried playing with the toolpath tolerances in mastercam as well as the machine's smoothing settings but none of that seemed to help. Is there an easy way to get a simultaneous 5 axis toolpath to cut smoothly and at the feedrate you specify? Thanks
-
 Mastercam Machine Definition - what is it, why do I need it, and how do I use it??? I decided to make this post to help answer the all too frequent questions that pop up related to the Machine Definition, and what role it plays in configuring post processor output. The Machine Definition is a Graphic User Interface that was created by CNC Software to give Mastercam some "intelligence" about the type of machine you are using. There is a distinction that I'm making here between the "Mastercam" interface (where you create Tool Paths) and the Post Processor, that formats your Tool Paths into NC code. When the Machine Definition "format" was created and added to the Mastercam Interface, there was a set of "components" that were developed, along with an "Axis Combination" utility. Together, these form the basic setup to let Mastercam have some "Awareness" of the capabilities of your particular machine. The main issue that confuses the average user is how CNC Software went about "hooking up" certain functions inside Mastercam to work with the Post Processor. If you've had any experience going from 3X, to 4X or 5X, programming a multi-spindle lathe, or even trying to move a program from a Vertical machine to a Horizontal machine, then you've probably been exposed to the Machine Definition issue. In order to understand some of the issues, it helps to get a little historical perspective on how Post Processors are handled. First, Mastercam used to ship with a whole bunch of Post Processors. These posts were "removed" from the Mastercam Installation disks, starting with the Mastercam X series. (or was it X2, I can't remember...) The reason I believe was to help combat piracy, since Mastercam isn't worth that much without a working Post Processor... So you have a situation where Mastercam had a huge "library" of posts, and these were moved to the "Post Installation Program", which is an "exe" file that is available from your Reseller. All of these posts have accompanying Machine Definition Files and Control Definition Files that have to be maintained. This is in addition to the "Generic Fanuc" Post Processors, that are the "template" files for most post processor development projects. Because the Machine Definition was added to Mastercam after Version 9, much of the "Tool Path" functionality and the available post processors, had all been developed without the need or use of a "Machine Definition" or "Control Definition". I've already covered a little bit about Control Definitions, especially how to set the "Default Values", so I won't get into much of the CD. When the Machine Definition Files were added to Mastercam, a decision was made to only "hook up" certain features of the Machine Definition to the Post Processor. This was done (I believe) mainly for practical reasons. It takes a great deal of development time and testing to hook up even one "feature" of the Machine Definition to work with the "template" style posts. 4 Axis vs. 5 Axis One of the biggest differences with how the Machine Definition is handled is the difference between 4X and 5X Post Processors. To understand this difference, it helps to know some info about how the post works internally. With "MP" based Post Processors, there is a huge difference in how Rotary values are calculated. With a 4 Axis Post, the MP.DLL "post engine" makes all of the 4th Axis rotary calculations, based on the orientation of your Tool Plane's Z Axis component. MP will take either the "Top" plane, or the "Front" plane, and use that plane for the "Rotary Zero" plane orientation. When MP "sees" a change in the Tool Plane orientation, it will automatically calculate the new rotary position for you. This happens "behind the scenes", and is based on the value of the Post Variable 'rotaxtyp$'. Since there is a bunch of stuff being calculated "automatically" for you, one of the things that CNC Software was able to do was say "Ok, if you are using a 4X Post, we can make some basic assumptions about your setup." For Mill, this means on a 4X machine you are limited to a machine that is either Vertical or Horizontal. The other limitation is that your Rotation Axis must be Orthogonal, about the X or Y axis. (aligned with +X, -X, +Y, or -Y). For Router, the 4X Rotary is about the Z axis. You cannot use X or Y, only "Z" as the rotation axis for a 4X Router post. For a 4X Machine, (Mill or Router), the Post has logic that reads the "Positive" rotation direction (CW or CCW), and the "type" of axis. (Continuous vs. Index) None of the 4th Axis Posts (Mill, Router, Vertical, or Horizontal) have "Rotary Limits" hooked up inside the post. Only the 5X Post has any concept of "Rotary Limits" built into it. Lathe Mastercam Lathe is the one area of the product that they spent a great deal of time "hooking up", but not in some of the ways you would expect. For a 4X Lathe, Mastercam will handle up too a Dual Turret, Dual Spindle machine, using only the "Generic Fanuc 4X MT_Lathe" Post. On the Machine Definition side, the Post does not read settings from the "components" of the Machine Definition, which is a little confusing at first. What is read is on the "tool path" side, and it is the "Axis Combination" that is read at the "Tool Path" level. That means when you are creating a Lathe path (or Live Tool Milling), you must select the "Axis Combination" to tell Mastercam what set of components (spindle and turret) are being selected. Moreover, you also have to setup the Tool Definition independently (there are turret/spindle settings for top/bottom, and left/right that are not read from the Axis Combination settings.) That said, once you've picked a "Axis Combination", and set the "type" of cut you are doing, there are string settings internal to the post that control the setup and output for all the different turret/spindle combinations. No matter what you mess with inside the Machine Definition, you will not be changing the output in the Post Processor. (A few things like "Max Spindle Speed" for the Lathe Spindles do get picked up and read from the MD, but the NC output is not usually configured this way.) 5 Axis Posts So the Elephant in the Room that I often get asked about is the 5 Axis Post. The Generic Fanuc 5X Mill Post is actually a feat of engineering genius. I say that because "out of the box", it has the capability to support almost any imaginable configuration of 5X machine. The Post is built using "switches" that are numeric variables inside the post processor. These "switches" control the configuration of the NC machine, including the type of machine (Head/Head, Head/Table, Table/Table, or "Nutating" configuration.) Once you specify the "basic machine type", then you configure the Rotary Axis orientation and zero positions, and setup the Rotary Axis Limits. All of these settings are read from inside the Post Processor. The 5X Post has the least amount of features that are "hooked up" to the Machine Definition. "Coolant" is still configured inside the Machine Definition for the Generic Fanuc 5X Mill Post, and some other basic settings like "Linear Rapid Rate". Other than a few parameters though, the bulk of the configuration does not involve the Machine Definition file at all... Part of the issue that is created with the 5X Machine Definition files however is "compatibility" inside Mastercam. There is some logic that actually checks the capabilities of your Axis Combinations, against the existing tool paths you have in your Mastercam file. If a conflict is found, Mastercam will not let you "replace" your MD file. So sometimes it is necessary to add a 3rd Rotary axis to your Axis Combination, to get around that issue. So why even have the MD, if it isn't "hooked up" to everything? The MD is actually a powerful tool, in the hands of a post developer that knows what they are doing. There are many 3rd Party Post Providers like In-House Solutions and Postability, that create their own Posts. These Posts are fully configured to read all the settings "correctly" from the Machine Definition file. I think the main issue is just time and development priorities. Rather than updating the "old stuff", which includes the "MP-based" post processors, it seems that the focus is on the new Mill-Turn product, and the MP.NET language. Another reason is to support "Right Angle Head" or Block Drill attachments. If you have had any exposure to the MP.NET product, you would see that all of the machines being built do use the MD architecture. So, in summary: The MD gives you the architecture to "hook up" component properties to the Post Processor, but most of the functionality is left for you, or your Reseller, to make use of. Axis Combinations are used by the "Tool Paths" themselves. This info is "available" to the Post, but not "hooked up" by default. CNC Software did hook up the 4 Axis Posts, to read some, but not all, of the parameters for the 4th Axis Rotary Settings. For 4X Mills, only Vertical or Horizontal are allowed, and must rotate about X+, X-, Y+, or Y-. The Generic Fanuc 4X MT_Lathe post makes the most use of Axis Combinations, but still relies on the internal variable settings to configure the post. The 4X Router post is the only 4X post that supports a 4X on the Z Axis. (Right Angle Head style). A Programmable 4th Axis, mounted on Z, is not supported in the Mill Posts. The Machine Definition does support Mill Machines using Right Angle Heads, where the offset is done only in XYZ, and the "station" or orientation of the tool is "fixed". So basically, a 3X Mill, using a RAH is supported in the Machine Definition, and by using the "Get angled head" function inside the Tool Path itself. The 5X Post DOES NOT read any Rotary Settings from the MD. This is setup inside the Post itself. Very few settings are read from the MD in the 5X Post. You can "hook this up" yourself, but that requires advanced skills in post editing. You must configure the 5X post, using the variables at the top of the post. Almost all "new" development is being done using the Machine Definition, so at some point this "disconnect" of stuff being "hooked up", or not, will go away. 3rd Party Post Developers, Resellers, and advanced users have the ability to use the MD if they choose to. With MP.NET, it is possible to hook up "Simulation" to the MD, and load in Component Models. This will let you build a machine, and drive it inside Machine Simulation. Well, I hope that helps clear up any confusion or misconceptions about the Machine Definition File inside Mastercam... Best regards, Colin Gilchrist
Mastercam Machine Definition - what is it, why do I need it, and how do I use it??? I decided to make this post to help answer the all too frequent questions that pop up related to the Machine Definition, and what role it plays in configuring post processor output. The Machine Definition is a Graphic User Interface that was created by CNC Software to give Mastercam some "intelligence" about the type of machine you are using. There is a distinction that I'm making here between the "Mastercam" interface (where you create Tool Paths) and the Post Processor, that formats your Tool Paths into NC code. When the Machine Definition "format" was created and added to the Mastercam Interface, there was a set of "components" that were developed, along with an "Axis Combination" utility. Together, these form the basic setup to let Mastercam have some "Awareness" of the capabilities of your particular machine. The main issue that confuses the average user is how CNC Software went about "hooking up" certain functions inside Mastercam to work with the Post Processor. If you've had any experience going from 3X, to 4X or 5X, programming a multi-spindle lathe, or even trying to move a program from a Vertical machine to a Horizontal machine, then you've probably been exposed to the Machine Definition issue. In order to understand some of the issues, it helps to get a little historical perspective on how Post Processors are handled. First, Mastercam used to ship with a whole bunch of Post Processors. These posts were "removed" from the Mastercam Installation disks, starting with the Mastercam X series. (or was it X2, I can't remember...) The reason I believe was to help combat piracy, since Mastercam isn't worth that much without a working Post Processor... So you have a situation where Mastercam had a huge "library" of posts, and these were moved to the "Post Installation Program", which is an "exe" file that is available from your Reseller. All of these posts have accompanying Machine Definition Files and Control Definition Files that have to be maintained. This is in addition to the "Generic Fanuc" Post Processors, that are the "template" files for most post processor development projects. Because the Machine Definition was added to Mastercam after Version 9, much of the "Tool Path" functionality and the available post processors, had all been developed without the need or use of a "Machine Definition" or "Control Definition". I've already covered a little bit about Control Definitions, especially how to set the "Default Values", so I won't get into much of the CD. When the Machine Definition Files were added to Mastercam, a decision was made to only "hook up" certain features of the Machine Definition to the Post Processor. This was done (I believe) mainly for practical reasons. It takes a great deal of development time and testing to hook up even one "feature" of the Machine Definition to work with the "template" style posts. 4 Axis vs. 5 Axis One of the biggest differences with how the Machine Definition is handled is the difference between 4X and 5X Post Processors. To understand this difference, it helps to know some info about how the post works internally. With "MP" based Post Processors, there is a huge difference in how Rotary values are calculated. With a 4 Axis Post, the MP.DLL "post engine" makes all of the 4th Axis rotary calculations, based on the orientation of your Tool Plane's Z Axis component. MP will take either the "Top" plane, or the "Front" plane, and use that plane for the "Rotary Zero" plane orientation. When MP "sees" a change in the Tool Plane orientation, it will automatically calculate the new rotary position for you. This happens "behind the scenes", and is based on the value of the Post Variable 'rotaxtyp$'. Since there is a bunch of stuff being calculated "automatically" for you, one of the things that CNC Software was able to do was say "Ok, if you are using a 4X Post, we can make some basic assumptions about your setup." For Mill, this means on a 4X machine you are limited to a machine that is either Vertical or Horizontal. The other limitation is that your Rotation Axis must be Orthogonal, about the X or Y axis. (aligned with +X, -X, +Y, or -Y). For Router, the 4X Rotary is about the Z axis. You cannot use X or Y, only "Z" as the rotation axis for a 4X Router post. For a 4X Machine, (Mill or Router), the Post has logic that reads the "Positive" rotation direction (CW or CCW), and the "type" of axis. (Continuous vs. Index) None of the 4th Axis Posts (Mill, Router, Vertical, or Horizontal) have "Rotary Limits" hooked up inside the post. Only the 5X Post has any concept of "Rotary Limits" built into it. Lathe Mastercam Lathe is the one area of the product that they spent a great deal of time "hooking up", but not in some of the ways you would expect. For a 4X Lathe, Mastercam will handle up too a Dual Turret, Dual Spindle machine, using only the "Generic Fanuc 4X MT_Lathe" Post. On the Machine Definition side, the Post does not read settings from the "components" of the Machine Definition, which is a little confusing at first. What is read is on the "tool path" side, and it is the "Axis Combination" that is read at the "Tool Path" level. That means when you are creating a Lathe path (or Live Tool Milling), you must select the "Axis Combination" to tell Mastercam what set of components (spindle and turret) are being selected. Moreover, you also have to setup the Tool Definition independently (there are turret/spindle settings for top/bottom, and left/right that are not read from the Axis Combination settings.) That said, once you've picked a "Axis Combination", and set the "type" of cut you are doing, there are string settings internal to the post that control the setup and output for all the different turret/spindle combinations. No matter what you mess with inside the Machine Definition, you will not be changing the output in the Post Processor. (A few things like "Max Spindle Speed" for the Lathe Spindles do get picked up and read from the MD, but the NC output is not usually configured this way.) 5 Axis Posts So the Elephant in the Room that I often get asked about is the 5 Axis Post. The Generic Fanuc 5X Mill Post is actually a feat of engineering genius. I say that because "out of the box", it has the capability to support almost any imaginable configuration of 5X machine. The Post is built using "switches" that are numeric variables inside the post processor. These "switches" control the configuration of the NC machine, including the type of machine (Head/Head, Head/Table, Table/Table, or "Nutating" configuration.) Once you specify the "basic machine type", then you configure the Rotary Axis orientation and zero positions, and setup the Rotary Axis Limits. All of these settings are read from inside the Post Processor. The 5X Post has the least amount of features that are "hooked up" to the Machine Definition. "Coolant" is still configured inside the Machine Definition for the Generic Fanuc 5X Mill Post, and some other basic settings like "Linear Rapid Rate". Other than a few parameters though, the bulk of the configuration does not involve the Machine Definition file at all... Part of the issue that is created with the 5X Machine Definition files however is "compatibility" inside Mastercam. There is some logic that actually checks the capabilities of your Axis Combinations, against the existing tool paths you have in your Mastercam file. If a conflict is found, Mastercam will not let you "replace" your MD file. So sometimes it is necessary to add a 3rd Rotary axis to your Axis Combination, to get around that issue. So why even have the MD, if it isn't "hooked up" to everything? The MD is actually a powerful tool, in the hands of a post developer that knows what they are doing. There are many 3rd Party Post Providers like In-House Solutions and Postability, that create their own Posts. These Posts are fully configured to read all the settings "correctly" from the Machine Definition file. I think the main issue is just time and development priorities. Rather than updating the "old stuff", which includes the "MP-based" post processors, it seems that the focus is on the new Mill-Turn product, and the MP.NET language. Another reason is to support "Right Angle Head" or Block Drill attachments. If you have had any exposure to the MP.NET product, you would see that all of the machines being built do use the MD architecture. So, in summary: The MD gives you the architecture to "hook up" component properties to the Post Processor, but most of the functionality is left for you, or your Reseller, to make use of. Axis Combinations are used by the "Tool Paths" themselves. This info is "available" to the Post, but not "hooked up" by default. CNC Software did hook up the 4 Axis Posts, to read some, but not all, of the parameters for the 4th Axis Rotary Settings. For 4X Mills, only Vertical or Horizontal are allowed, and must rotate about X+, X-, Y+, or Y-. The Generic Fanuc 4X MT_Lathe post makes the most use of Axis Combinations, but still relies on the internal variable settings to configure the post. The 4X Router post is the only 4X post that supports a 4X on the Z Axis. (Right Angle Head style). A Programmable 4th Axis, mounted on Z, is not supported in the Mill Posts. The Machine Definition does support Mill Machines using Right Angle Heads, where the offset is done only in XYZ, and the "station" or orientation of the tool is "fixed". So basically, a 3X Mill, using a RAH is supported in the Machine Definition, and by using the "Get angled head" function inside the Tool Path itself. The 5X Post DOES NOT read any Rotary Settings from the MD. This is setup inside the Post itself. Very few settings are read from the MD in the 5X Post. You can "hook this up" yourself, but that requires advanced skills in post editing. You must configure the 5X post, using the variables at the top of the post. Almost all "new" development is being done using the Machine Definition, so at some point this "disconnect" of stuff being "hooked up", or not, will go away. 3rd Party Post Developers, Resellers, and advanced users have the ability to use the MD if they choose to. With MP.NET, it is possible to hook up "Simulation" to the MD, and load in Component Models. This will let you build a machine, and drive it inside Machine Simulation. Well, I hope that helps clear up any confusion or misconceptions about the Machine Definition File inside Mastercam... Best regards, Colin Gilchrist- 17 replies
-
- 14
-

-
Hello everyone, I'm having trouble configuring the generic fanus 5 axis post. I have a c/b head setup but when I tell the B axis to rotate 90 degrees during a TPlane change, it tilts up much further than 90 degrees. Is there a way to calibrate the postprocessor so that the B axis is in the correct angle? Values for rotary limits seem to only accept units such as millimeters, however 90mm does not correspond to 90 degrees on my machine. Thanks, John.
-
Im farely new to Wire EDM and there is this job that requires 4 axis programming. Im not really sure how to start programming it. Can anyone help?
-
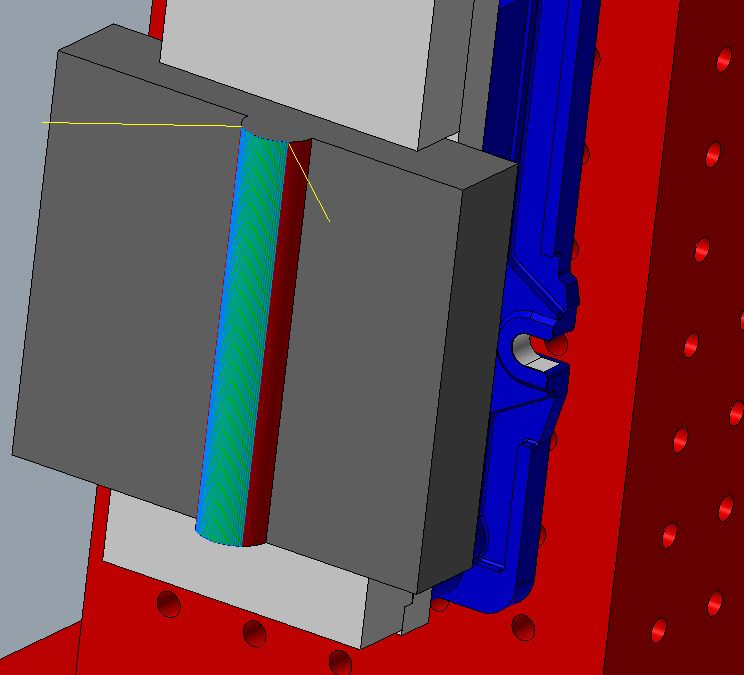
I'm trying to machine a cylinder on a tombstone setup. In the image, you can see I used a multiaxis flowline to machine the front face of the cylinder. I'm happy with that tool path but I would like some advice on the next toolpath. I want to do some type of multiaxis swarf surfacing. I highlighted the surfaces I intend to swarf in red. I've tried a few tool paths but can't get anything close. Could someone give me a hand on parameters to get an output about the B axis? Thanks,
-
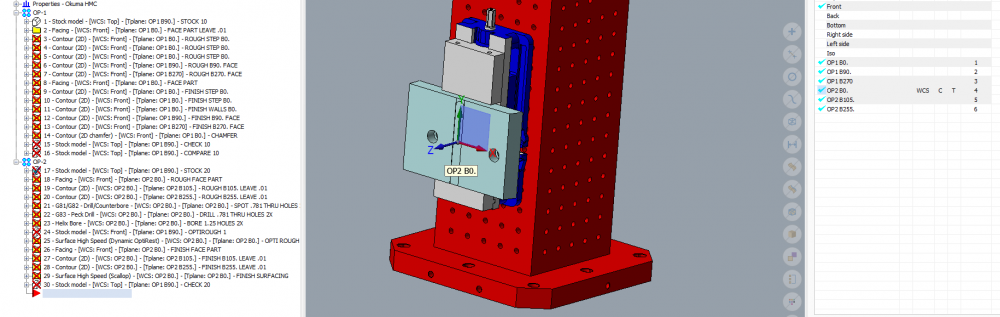
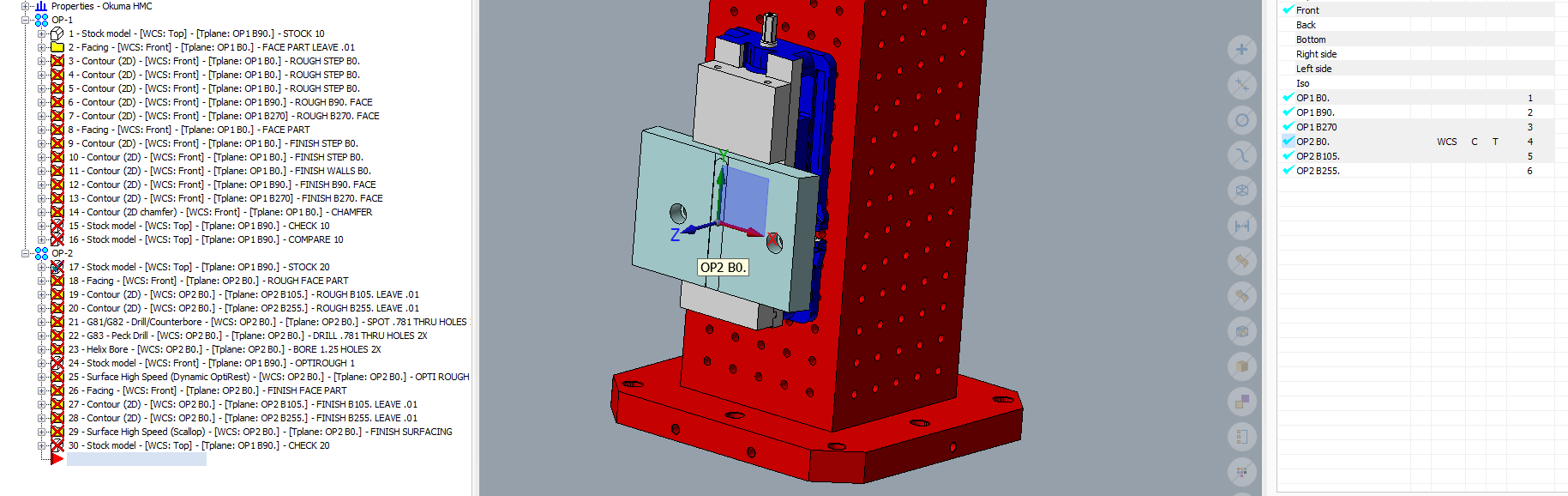
Fellas, How are you setting up your tombstone programs? I want to see if anyone has alternatives to what I am doing. Currently, I have a template with the tombstone and vices loaded in as well as a few WCS already setup. I import a part model, position the part in the vise as I see fit, and program from that point. I break the tool paths down to operations as I'm usually only running a hand full of parts so it's not a big deal. A stock model is created for each op and I post each operation out on its own. I have a G10 setup for the post and get my numbers straight from Mastercam. It works okay but I wanted to see if others are miles ahead of me and what they are doing. Thanks for reading into this PS, the attached picture is an incomplete program so there are a few inconsistencies.