



Search the Community
Showing results for tags 'post'.
-
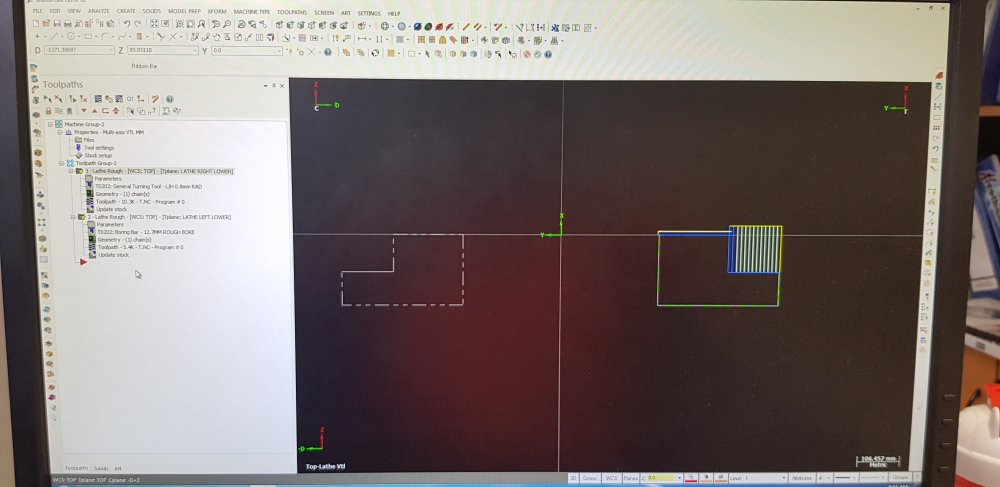
Hi everyone, This is my first post here. My work has recently bought a twin ram VTL & we have been playing round with how best to generate the programs for it. I have been drawing everything in the bottom right quadrant & have been using the multi axis VTL machine type. I have been selecting left turret/right turret in the tool path parameter screen but I cannot get master cam to output two separate programs (one for each turret). Am I missing something basic as I am sure I had this working when I was playing round with it few weeks back. Any help will be appreciated Ryan
-
Hey first time posting so if this isn't the correct place forgive me. I want my post to have custom code before every tool change. is there a way to make this happen I'm using 2018 with cimco
-
Mplmaster - Master G-Code Post - Version 2019 View File Mplmaster is based on CNC Software's master mill post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for 2018. It's our master configurable lathe post. You may also read instructions for: Installing a post Email feedback to our Post Department. Submitter DanielGingras Submitted 05/28/2018 Category Mplmaster (all versions)
-
Mpmaster - Master G-Code Post - Version 2019 View File Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for 2019 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. You may also download instructions for: Installing a post Email feedback to our Post Department. Submitter DanielGingras Submitted 05/28/2018 Category Mpmaster (all versions)
-
I'm using 2018 and I'm having an issue with 2 of my seats behaving differently... One seat will never, ever show the correct "drill parameter text" in the operations. I am under the impression that this info is stored with the control definition? yes? no? text files have long since been abolished, right? Here's what happens; My seat of Mastercam works just fine, that is, when I make a drilling cycle, I see all the correct cycles and get all the correct parameters. I copy all 4 required files (Post.pst, post.psb, machine.mcam-mmd, machine.mcam-control) to the second seat, open a session, and BLAMO... all the drilling cycles are gone. Everything wiped out. What gives? What am I missing? Why can't I see the cycles on the second machine? J
-
 O0000 (PROGRAM NAME - 1) (TOOL - 1 - OD ROUGH RIGHT - 80 DEG. - OFFSET - 1 - INSERT - CNMG 12 04 08 - HOLDER - MWLNR 2525M 08) G21 G54 N1(OD ROUGH RIGHT - 80 DEG. INSERT - CNMG 12 04 08) G28U0.W0. T0101 G50 S10000 G96 S275 M03 G0 X63.55 Z0. G99 G1 X-1.6 F.25 G0 Z2. G28 U0. W0. T0001 (T0001 I want to change this part to t0100 ) M05 M30 mplmaster.pst
O0000 (PROGRAM NAME - 1) (TOOL - 1 - OD ROUGH RIGHT - 80 DEG. - OFFSET - 1 - INSERT - CNMG 12 04 08 - HOLDER - MWLNR 2525M 08) G21 G54 N1(OD ROUGH RIGHT - 80 DEG. INSERT - CNMG 12 04 08) G28U0.W0. T0101 G50 S10000 G96 S275 M03 G0 X63.55 Z0. G99 G1 X-1.6 F.25 G0 Z2. G28 U0. W0. T0001 (T0001 I want to change this part to t0100 ) M05 M30 mplmaster.pst -
Hey friends, I looked around and didn't see a thread that addressed this problem, feel free to direct me if this is a duplicate. I am trying to clean up our lathe post processor and one of the annoying things it does is that sometimes, not always, it duplicates the last tool entry in my tool table. I can't find what controls this process or why some programs have the problem and some don't. My code for the tool table is: ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero, [ "(", *t$, " | ", plistcomm, ")" ] spaces$=sav_spc Which produces the following tool table in my program: (T1 | R .032 OD ROUGH RIGHT) (T2 | R .016 OD FINISH RIGHT) (T5 | OD THREAD RIGHT) (T12 | .118 PART OFF BLADE) (T12 | .118 PART OFF BLADE) Any suggestions on how to stop it from duplicating the last tool? Many Thanks!
-
Any help please. One of my customers has a few Milltronics Centurion 7 machining centres. Now that I have started posting dynamic tool paths with 2018, the machines are doing odd things but not always. Mastercam verify shows a perfect profile, cimco matches this with g-code backlit. But machine on occasion will cut straight into the part, breaking the tool. Checking on the machine graphics verify, this shows the error path. This means the custom can catch the error before any damage. Any ideas would be great, my thought was the look ahead setting. But just a guess.
-
I'm modifying the generic 4-axis mastercam post. Everything is working great, except when I post the rotational axis is is off by 90 degrees with the coordinate system I like using. Is there a way to change this? I know I can just change my coordinate system, however I was trying to avoid doing this. Thanks for the help.
-
Mplmaster - Master G-Code Post - Version 2018 View File Mplmaster is based on CNC Software's master mill post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for 2017. It's our master configurable lathe post. You may also read instructions for: Installing a post Email feedback to our Post Department. Submitter DanielGingras Submitted 08/11/2017 Category Mplmaster (all versions)
-
Mpmaster - Master G-Code Post - Version 2018 View File Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for 2018 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. You may also download instructions for: Installing a post Email feedback to our Post Department. Submitter DanielGingras Submitted 08/11/2017 Category Mpmaster (all versions)
-
Version 1.1
1,229 downloads
Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for 2017 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. You may also read instructions for: Installing a post Email feedback to our Post Department. Updated October 6 2016 Special Features 2017 specific parameter updates to maintain previous functionality Stock to leave comments switchable to all available operations X style Coolant support X style comment support Compatible with Machine Def changes for vertical/horizontal 4-Axis table machine configurations File header tool table - configurable for Predator Virtual CNC and MetaCut View tool definition and stock comments Enhanced header entries Single rotary axis prefix setting No output of "A" for 3-Axis programs Sets WCS style in post, not in Misc Values Min/Max Z depth comments Coolant off with last Z move Optional support for Acramatic 2100 style helical moves Lock on first WCS for use for 4-Axis rotary toolpaths Support for probing (Productivity+)Free-
- 3
-

-
- probing
- productivity
- (and 3 more)
-
Does anyone know if it's possible to output a post block to nc stating the toolpath ID. If you are asking why, it is quite simple. When an operator finds an error in the NC program, I would like him to be able to tell me the previous toolpath block as this would make finding the error in mastercam so much quicker.
-
I am the general how can I help the shop make money guy. We have an okuma millac 1000vh that we have been having problems getting mastercam to post out right. We had a guy that worked for us trying to get it correct but he no longer works for us. We went to our Mastercam dealer and they could not get a post to work on our Cincinnatti T35 so we are not asking them for help on this. I have filled out a request through this site for a post. However my question is do we need to have a post created at all? I see all kinds of things about mastercam can be configured with the base posts to do anything, I see you cant do anything and need an unlocked mastercam post to edit. So these are some of the problems we are fighting; 5 axis rotary motion not oreninting correct, 0 Can 3 axis cycle works not G19 correctly Tilt plane shifting does not work Rotary curvic for position does not lock head and table (m10,M12) G43.1 does not come in at right location in program What is the best direction to go from here? (Fanuc 30i, 5 axis bridge, 4 ax on head, 5 axis rotary table.)
-
Old XP computer dying and trying to transition to a new computer with Mastercam X.I copied all files over and now post is putting all prep codes on first line. Each code is prefaced with N100. any help?
-
I'm having a problem with the NC code for our 5-axis machine. The issue is the spindle can only reach half the table so all y values have to remain positive. I can't figure out how to fix this. Is it something in the post, the machine definition, or tool path? I've done the following to try and alleviate this issue: -Changed the y-limits in the machine definition -Changed the y-limits inside the post. Does anyone have any suggestions? Thanks for the help!
-
Hi everyone, Last week I thrown on a Live tooling lathe with a Y axis. I have never touched a Life tooling lathe let alone a Y axis one. My first part to make is a simple turn part with 2 mill features. A face contour and a cross contour that requires Y axis moves. The cross Contour I have figured out and it works perfectly. The face contour is where the problem is happening, and its post processor related. Our lathes C axis only excepts C0-C360 for absolute commands, Negative call outs Do not work. To do continuous interpolation an incremental call out of H is needed. H can be positive and negative and can be any reasonable number. If you command G0 C360. Once you hit 360 degree's its back at Zero degrees. So, he's what my post is doing. O0000 (PROGRAM NAME - M1808) (DATE=DD-MM-YY - 18-03-17 TIME=HH:MM - 21:44) G20 (TOOL - 10 OFFSET - 10) ( 1/4 FLAT FINISH ENDMILL) G54 N10 T1010 G17 G98 M35 M90 G0 C18.598 G0 X.2461 Y0. Z.5 M8 G97 S2500 M3 P12 Z-.645 G1 Z-.745 F100. G41 X.3594 C28.771 F1622.17 X.3846 C30.65 F1342.62 X.4071 C33.063 F1723.83 X.4263 C35.869 F2000. X.4416 C38.958 X.4529 C42.244 X.4597 C45.653 "" "" "" X.5415 C351.225 F1199.36 X.5088 C354.993 F1583.7 X.4836 C359.654 F1959.21 X.4676 C5.052 F2000. <=== This will send the C axis backwards 354.602 Degrees. Instead of winding up. X.462 C10.878 C49.122 X.4659 C54.038 "" "" "" X.5947 C86.607 F1836.15 X.5747 C92.413 F1856.88 G40 X.561 C98.569 F1968.89 G0 Z.5 M9 G30 V0. G30 U0. W0. H0. M5 P12 M30 % I've gone through the post and found this. #C-axis variables for calculations one_rev : 0 #0 = Absolute positioning with wind up, 1 = Start between 0 to 360 closest direction #MU00004 c_axistype : 2 #1 = C axis winds-up, 2 = C axis signed absolute #3 = index positioning (do not set here, use string) Under machine definition's in Lathe Spindle C Axis I have three options. Signed Continuous Signed direction, absolute angle (0-360 deg.) Shortest direction, absolute angle (0-360.) <=== Current Setting Is there any combo of these settings that will get me what i need? Which is to basically to give me an H incremental move to move the machine into the next 0-360 zone. I am using the Mplmaster post on X9.
-
Version v1.01
2,887 downloads
Based on CNC Software's master lathe post - Mplfan - this post has additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for X6. It's our master configurable lathe post. The download also contains 2 sample part transfers and related notes. Email feedback to our Post Department. Special Features X6 specific parameter updates to maintain previous functionality X coolant support X comment support Compatible with machine def changes for machine configurations Y-axis C-axis and required output type [*]File header tool table [*]Sets work offset style in post, not in Misc Values [*]G12.1, G07.1 output format [*]G12.1 paths don't need to start at C0, approach with X and C then z [*]Cross mill from top or front plane [*]Part transfer with spindle synch [*]Spindle synch roughed in [*]Indexing mode setup [*]Lathe and Mill drill cycles setup, longhand output for drill and peck (No G81/G82) [*]Enhanced tapping [*]Type 1 and Type 2 G71 roughing support [*]Feed G code at toolchange [*]End Constant Surface Speed paths with RPM output [*]Mill/Drill feed in Unit/Rev support [*]Canned threading options thdang = rad2deg$ * thdangle$ #lead-in angle thdang = rad2deg$ * thda1$ #half of the thread angle thdang = rad2deg$ * thda2$ #thread angle (full included angle) [*]Forced R output for arcs in G07.1 [*]Clamp and Brake code output with overrides [*]G28/G30 home select [*]Addressed - cross cutting operation with rotary axis turned on, post output matches backplot [*]Addressed - full arc moves on face with rotary axis turned onFree -
Version 1.1
3,200 downloads
Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for X7 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. The High Speed Machining Information document. It outlines the high speed machining options that have been added to our Mpmaster post for X7. You may also download instructions for: Installing a post Updating a previous version to X7 Email feedback to our Post Department. Updated January 13th, 2014 Special Features X7 specific parameter updates to maintain previous functionality Stock to leave comments switchable to all available operations X style Coolant support X style comment support Compatible with Machine Def changes for vertical/horizontal 4-Axis table machine configurations File header tool table - configurable for Predator Virtual CNC and MetaCut View tool definition and stock comments Enhanced header entries Single rotary axis prefix setting No output of "A" for 3-Axis programs Sets WCS style in post, not in Misc Values Min/Max Z depth comments Coolant off with last Z move Optional support for Acramatic 2100 style helical moves Lock on first WCS for use for 4-Axis rotary toolpaths Support for probing (Productivity+)Free -

1,549 downloads
Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for X8 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. The High Speed Machining Information document. It outlines the high speed machining options that have been added to our Mpmaster post for X8. You may also download instructions for: Installing a post Updating a previous version to X7/8 Email feedback to our Post Department. Updated January 13th, 2014 Special Features X8 specific parameter updates to maintain previous functionality Stock to leave comments switchable to all available operations X style Coolant support X style comment support Compatible with Machine Def changes for vertical/horizontal 4-Axis table machine configurations File header tool table - configurable for Predator Virtual CNC and MetaCut View tool definition and stock comments Enhanced header entries Single rotary axis prefix setting No output of "A" for 3-Axis programs Sets WCS style in post, not in Misc Values Min/Max Z depth comments Coolant off with last Z move Optional support for Acramatic 2100 style helical moves Lock on first WCS for use for 4-Axis rotary toolpaths Support for probing (Productivity+)Free -
 Good Morning All, When I make a change to a program I need to re-post it to up to 8 different machine types depending on the product line. The typical routine in this shop is to got to the Machine Definition Manager, Pick the required Post-Processor from the drop-down list, click the green check, say yes to the "Replace group machine" prompt, click Post Selected Operations, Name the files (Naming convention is the same depending on machine), and posting. Is there a good VB Script somewhere that I can pick apart and Frankenstein to make this process a little less tedious? If not, can someone point me in the direction of a good example line or two of code for picking the post processor and posting? Thanks! James
Good Morning All, When I make a change to a program I need to re-post it to up to 8 different machine types depending on the product line. The typical routine in this shop is to got to the Machine Definition Manager, Pick the required Post-Processor from the drop-down list, click the green check, say yes to the "Replace group machine" prompt, click Post Selected Operations, Name the files (Naming convention is the same depending on machine), and posting. Is there a good VB Script somewhere that I can pick apart and Frankenstein to make this process a little less tedious? If not, can someone point me in the direction of a good example line or two of code for picking the post processor and posting? Thanks! James -
Hello, My boss would like me to modify the post to retract every 5 holes so we could do a check for some of our custom defined canned cycle. To do this, I need mastercam to pass to the post processor the number of holes the canned cycle wil machine. After opening the NCI, I could not find anything that contained the information for the number of holes. I did see that each hole is defined by nci gcode 100. I would like to know if there is a way for the post to count the number of Gcode 100 and put that value in a variable. How would I go by to count the number of Gcode 100 in the operation? Regards,
-
Need post altering so that Group comments are directly under Tool Name HEIDENHAIN.txt 0 BEGIN PGM TEST MM 1 BLK FORM 0.1 Z X-25.5 Y-28 Z-13 2 BLK FORM 0.2 X+59.5 Y+28 Z+3 3 TOOL CALL 1 Z S2425 4 ;63MM HEPTAMILL *******INSERT HERE********* 5 L X-64.55 Y+0 R0 FMAX M3 6 L Z+25 R0 FMAX M8 6 ;FACE *****THIS LINE NEEDS TO BE AFTER TOOL DESCRIPTIONS*************** 7 L Z+0 R0 F500 8 L X+97.05 R0 F1698 9 L Z+25 R0 FMAX 10 M9 11 TOOL CALL 12 Z S6000 12 ;12MM VARIMILL 13 ;OUTER PROFILE 14 L X+66.25 Y-29.4 R0 FMAX M3 15 L Z+25 R0 FMAX M8 16 L Z+0 R0 FMAX 17 L Z-10 R0 F100 18 L Y-17.4 RL F1600 19 L X+54.25 RL 20 L X+29.898 RL 21 L X+8.475 Y-24.739 RL 22 CC X+0 Y+0 23 C X+8.446 Y+24.748 DR- RL 24 L X+29.978 Y+17.4 RL 25 L X+54.25 RL 26 CC X+54.25 Y+13 27 C X+58.65 Y+13 DR- RL 28 L Y-13 RL 29 L Y-25 RL 30 L X+70.65 R0 31 L X+66.25 Y-28.3 R0 32 L Y-16.3 RL 33 L X+54.25 RL 34 L X+29.715 RL 35 L X+8.118 Y-23.698 RL 36 CC X+0 Y+0 37 C X+8.091 Y+23.707 DR- RL 38 L X+29.795 Y+16.3 RL 39 L X+54.25 RL 40 CC X+54.25 Y+13 41 C X+57.55 Y+13 DR- RL 42 L Y-13 RL 43 L Y-25 RL 44 L X+69.55 R0 45 L X+66.25 Y-27.2 R0 46 L Y-15.2 RL 47 L X+54.25 RL 48 L X+29.531 RL 49 L X+7.762 Y-22.657 RL 50 CC X+0 Y+0 51 C X+7.736 Y+22.666 DR- RL 52 L X+29.613 Y+15.2 RL 53 L X+54.25 RL 54 CC X+54.25 Y+13 55 C X+56.45 Y+13 DR- RL 56 L Y-13 RL 57 L Y-25 RL 58 L X+68.45 R0 59 L X+66.25 Y-26.1 R0 60 L Y-14.1 RL 61 L X+54.25 RL 62 L X+29.348 RL 63 L X+7.405 Y-21.617 RL 64 CC X+0 Y+0 65 C X+7.38 Y+21.625 DR- RL 66 L X+29.43 Y+14.1 RL 67 L X+54.25 RL 68 CC X+54.25 Y+13 69 C X+55.35 Y+13 DR- RL 70 L Y-13 RL 71 L Y-25 RL 72 L X+67.35 R0 73 L X+66.25 R0 74 L Y-13 RL 75 L X+54.25 RL 76 L X+29.165 RL 77 L X+7.049 Y-20.576 RL 78 CC X+0 Y+0 79 C X+7.025 Y+20.584 DR- RL 80 L X+29.248 Y+13 RL 81 L X+54.25 RL 82 L Y-13 RL 83 L Y-25 RL 84 L X+66.25 R0 85 L Z+25 R0 FMAX 86 M9 87 TOOL CALL 3 Z S2500 88 ;10MM SPOTDRILL 89 ;5MM HOLE 90 CYCL DEF 1.0 PECKING 91 CYCL DEF 1.1 SET UP 2 92 CYCL DEF 1.2 DEPTH -3.5 93 CYCL DEF 1.3 PLNGNG 2 94 CYCL DEF 1.4 DWELL 0 95 CYCL DEF 1.5 F150 96 L X+0 Y+0 R0 FMAX M3 97 L Z-2 R0 FMAX 98 L Z-2 FMAX M99 99 L Z+25 R0 FMAX 100 L X+0 Y+0 R0 FMAX *************THIS LINE NOT REQUIRED****************** 101 M9 102 TOOL CALL 18 Z S8000 103 ;5MM CARBIDE 104 ;POCKET 105 L X+3.245 Y+0.002 R0 FMAX M3 106 L Z+25 R0 FMAX M8 107 L Z+0 R0 FMAX 108 L Z-4 R0 F300 109 L X+0.339 Y+0.994 R0 F700 110 CC X+0 Y+0 111 C X+0.34 Y-0.993 DR+ R0 112 L X+3.245 Y+0.002 R0 113 L X+1.308 Y+3.833 R0 114 CC X+0 Y+0 115 C X+1.312 Y-3.831 DR+ R0 116 L X+12.518 Y+0.007 R0 117 L X+1.308 Y+3.833 R0 118 L X+2.277 Y+6.672 R0 119 CC X+0 Y+0 120 C X+2.285 Y-6.67 DR+ R0 121 L X+21.791 Y+0.012 R0 122 L X+2.277 Y+6.672 R0 123 L X+3.246 Y+9.511 R0 124 CC X+0 Y+0 125 C X+3.257 Y-9.508 DR+ R0 126 L X+25.05 Y-2.042 R0 127 L Y+2.07 R0 128 L X+3.246 Y+9.511 R0 129 L X+4.215 Y+12.351 R0 130 CC X+0 Y+0 131 C X+4.229 Y-12.346 DR+ R0 132 L X+26.03 Y-4.877 R0 133 CC X+29.498 Y-15 134 C X+28.05 Y-4.398 DR- R0 135 L Y+4.41 R0 136 CC X+29.58 Y+15 137 C X+26.124 Y+4.873 DR- R0 138 L X+4.215 Y+12.351 R0 139 L X+5.184 Y+15.19 R0 140 CC X+0 Y+0 141 C X+5.201 Y-15.184 DR+ R0 142 L X+27.003 Y-7.716 R0 143 CC X+29.498 Y-15 144 C X+29.498 Y-7.3 DR- R0 145 L X+30.75 R0 146 CC X+30.75 Y-7 147 C X+31.05 Y-7 DR+ R0 148 L Y+7 R0 149 CC X+30.75 Y+7 150 C X+30.75 Y+7.3 DR+ R0 151 L X+29.58 R0 152 CC X+29.58 Y+15 153 C X+27.093 Y+7.713 DR- R0 154 L X+5.184 Y+15.19 R0 155 L X+26.25 Y-3.75 R0 156 L R0 F300 157 L X+30 RL F700 158 CC X+30 Y+0 159 C X+33.75 Y+0 DR+ RL 160 L Y+7 RL 161 CC X+30.75 Y+7 162 C X+30.75 Y+10 DR+ RL 163 L X+29.58 RL 164 CC X+29.58 Y+15 165 C X+27.965 Y+10.268 DR- RL 166 L X+6.056 Y+17.745 RL 167 CC X+0 Y+0 168 C X+6.076 Y-17.738 DR+ RL 169 L X+27.878 Y-10.27 RL 170 CC X+29.498 Y-15 171 C X+29.498 Y-10 DR- RL 172 L X+30.75 RL 173 CC X+30.75 Y-7 174 C X+33.75 Y-7 DR+ RL 175 L Y+0 RL 176 CC X+30 Y+0 177 C X+30 Y+3.75 DR+ RL 178 L X+26.25 R0 179 L Z+25 R0 FMAX 180 M9 181 M5 182 L IZ+50 R0 F10000 M9 183 END PGM TEST MM
-
Hi guys, how do I add automatic Z safety move via post before each B rotation? For example if I use same tool on three sides, how to retract out to Z0 home for example, before rotatingn B axis, thanks guys
-
Version 1.0
1,347 downloads
Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for X9 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. The High Speed Machining Information document. It outlines the high speed machining options that have been added to our Mpmaster post for X9. You may also download instructions for: Installing a post Updating a previous version to X7/8 Email feedback to our Post Department. Updated January 15th, 2016 Special Features X9 specific parameter updates to maintain previous functionality Stock to leave comments switchable to all available operations X style Coolant support X style comment support Compatible with Machine Def changes for vertical/horizontal 4-Axis table machine configurations File header tool table - configurable for Predator Virtual CNC and MetaCut View tool definition and stock comments Enhanced header entries Single rotary axis prefix setting No output of "A" for 3-Axis programs Sets WCS style in post, not in Misc Values Min/Max Z depth comments Coolant off with last Z move Optional support for Acramatic 2100 style helical moves Lock on first WCS for use for 4-Axis rotary toolpaths Support for probing (Productivity+)Free















