Search the Community
Showing results for tags '4th axis'.
Found 10 results
-
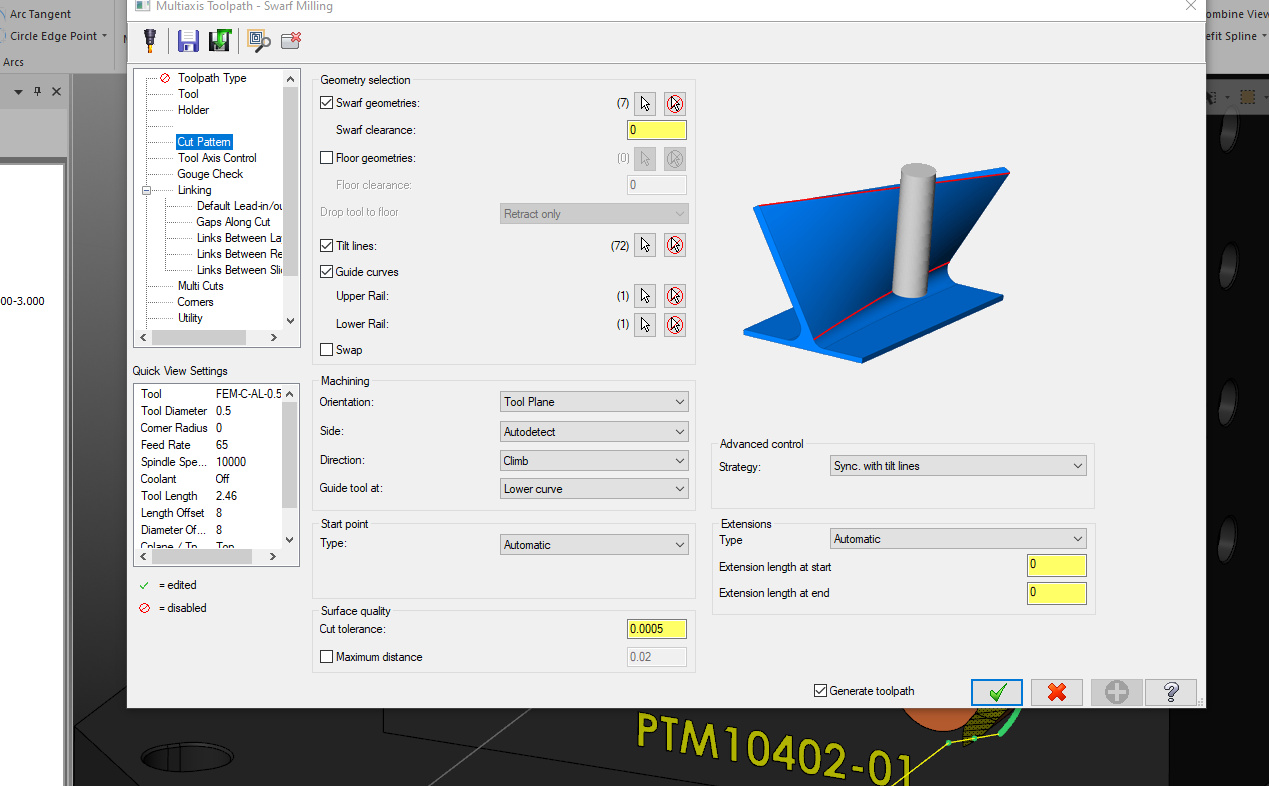
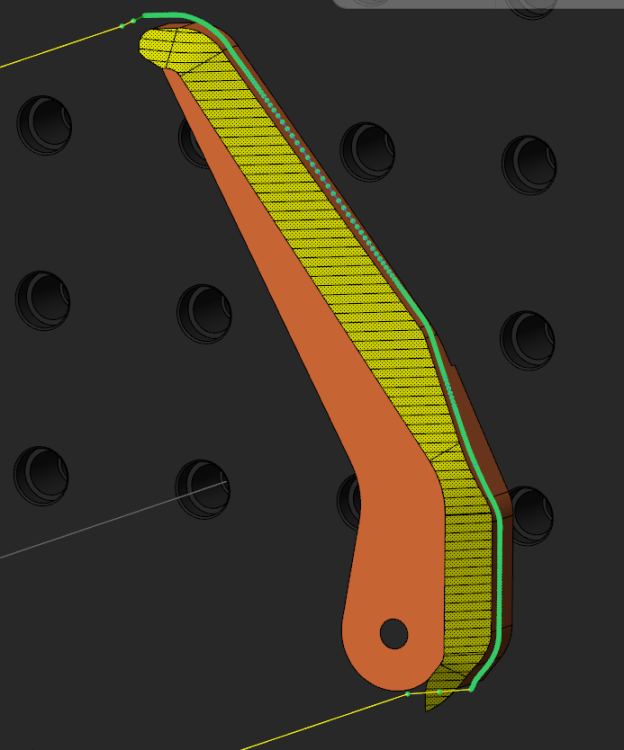
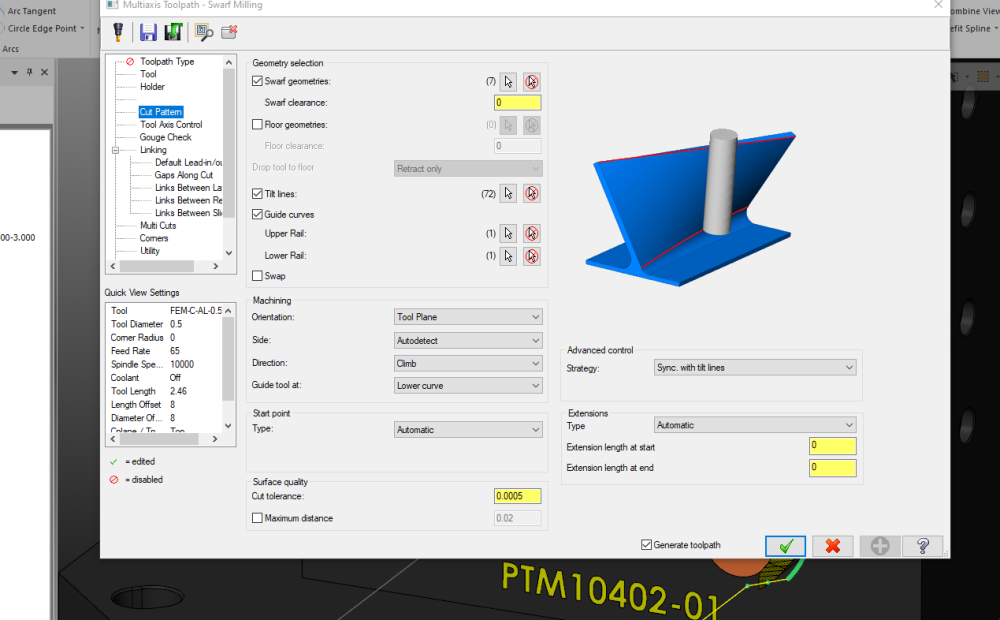
I will start by saying I am unfamiliar with multi axis toolpaths. i am having issues getting this swarf pass on the yellow highlighted surfaces, I do believe that im headed in the right direction tho. the tool seems too roll in at the wrong angle at the start of the pass and roll out at the wrong angle as well. i am using tilt lines for my "advanced control". below is some snippets of my part and toolpath parameters. i would be interested in sharing this file for someone to take a look the machine is a horizontal with 500mm tombstones, thanks much
-
I have created a program that finishes with a 4-axis rotary tool path. I am using a Haas VF2 with the Generic 4-axis haas post from MasterCam. It's about 80K lines of code that get output using G93 Inverse time feed. Feed is non-modal when using G93 so there needs to be an F-value on every single line while G93 is active. About 1 out of every 20 lines does not have an F value and I can't figure out why.. any thoughts as to how I can fix this? Thanks, Al
-
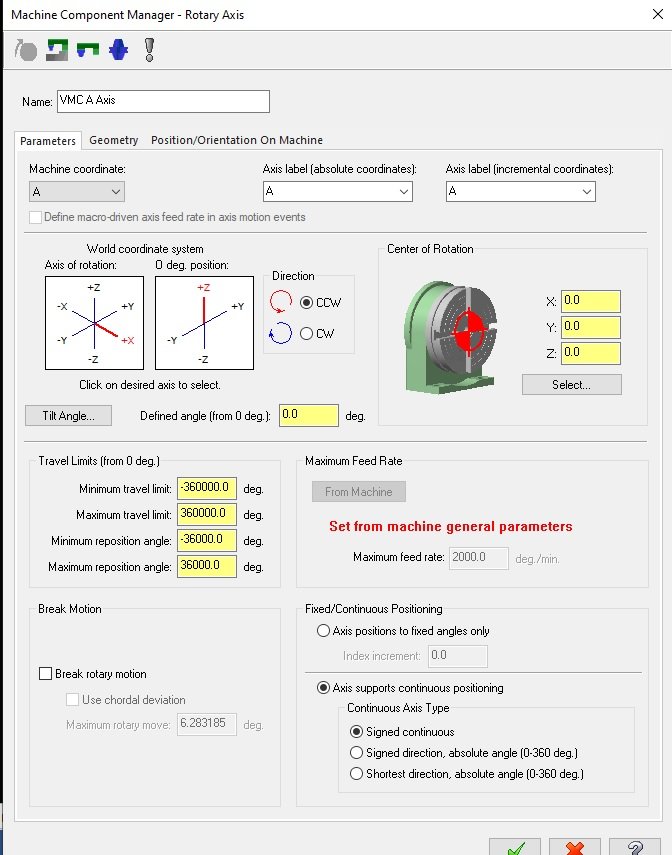
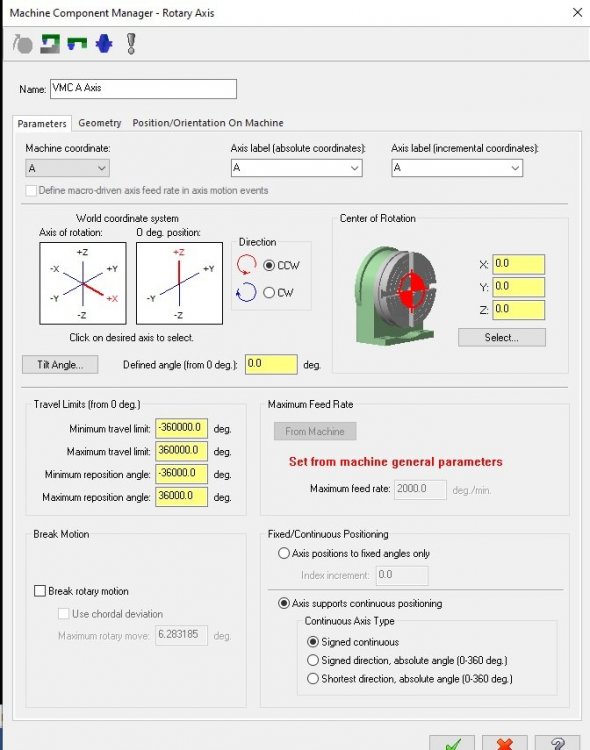
Hi Everybody, I have a round part with some internal features that were milled on a VMC and now I have to add a port hole to match up with the inside. There are also many other holes on the OD of the part so I am using the 4th axis. So when I made my Setup Sheet I said to indicate a given surface flat and set that to A0. Which makes the first hole directly on top of the part (from Top View). Problem is when I post that first whole that is directly on top posts as A-180. I hadn't noticed this with my 4th axis post here before because I wasn't matching up previous ops. Correct me if I am wrong but shouldn't A0. be the "top" and not require rotation. Please help me fix this I'm guessing the Machine Component Manager-Rotary Axis page is where to fix it but I am not sure as what to do?
-
Hi, I'm trying to do engraving on a 4th axis KOMA indexer, using Axis Substitution. It looks correct in the simulation, and when it posts the code, all of the movement seems correct (when doing a dry run, the rotation and locations seems fine), but the feed rates it posts seem way too slow. I'm assuming this has something to do with KOMA being a Japanese produced piece of equipment and that there's some translation error between Imperial and Metric. The first way I tried to solve this was by simply upping the feed, and then it outputs F numbers around 2000, etc, but I'm getting Fanuc error code 003 'Too many digits'. Seems as if it doesn't want to see anything larger that F999., although this seems confusing to me because in the parameters (as far as I can tell) the maximum feed allowed is much higher than that. I've read some other posts about G93 and using Inverse Time, but is there a way to either (a) change a parameter to allow larger that F999.? (it's not a limitation of the hardware, it can go much faster than that, for example if I spin it at F999. I can make it go faster on feed rate override no problem) or (b) is there a way to have Mastercam 2019 output using G93 and/or metric feed values JUST for this engraving operation? Thank you! EDIT: I should specify, I'm just doing a regular 3D contour with Axis Substition. The machine is a Doosan with a Fanuc 21i-MB controller.
-

trunnion table 4th axis alignment HELP
Jacob79 posted a topic in Machining, Tools, Cutting & Probing
Hi GuysI have a brand new Fanuc Robodrill with a Fanuc Trunnion factory installed.My problem is when I tilt the table. In 0° I align it perfectly, but when I tilt in 90° and 270° and facemilling it, it does not make those sides parallel to each other.I believe it is some adjustment of the table that is necessary. The 2 points in the bearings of the trunnion is in alignment, so it must be the baseplate or something of the table itself.How is right way to make a complete alignment of the trunnion? Jacob -
I keep getting an error while trying to run my part. I'm running a rotary toolpath and when I reach A-99999.999 in my code (G90) it alarms out saying I cant go further in that axis. I've tried to post it in Incremental motion with the misc. values which seems to work until it does a full rotation then it wants to go backwards to A0 again before it does the next pass. How do I do this differently? The part is 30inches long and the toolpath works great until I reach the limit (while roughing the part with a .1 step-over and to finish I want to use a .005 step-over.) That means I'll only get a couple inches before it'll alarm out! Any thoughts?
-
How do you program a 4th axis to index without manually editing the nc file ? I am cutting a hex in a bar and have to edit the 4 th axis moves by hand now.
-
I´m just started with 4 axis programming, im using mastercam since 2010 Im using mastercam X4 I need to drill around 1500 holes of 2.5mm to an aluminum shell mold with 15mm thickness. Im using a VMC with the A axis paralel to Y axis I need to make the holes orthogonal to the surfaces, or the nearest to orthogonal. some surfaces in the mold have more than 60º of tilt but my 4th axis is restricted to +- 45º (or it will hit the mold to the table) Im trying with "drill 5 axis toolpath", but it does the drill toolpath the way he wants, some drills upside down some at around 90º and warning that "rapid move hit operation surface" in "axis limits" I checked "Y" and set up minimum 45º maximum 135º geometries: output format: 4 axis rotary axis: Y axis entity type: points (selecting points drawed near the surface ) tool axis control: surface (selecting the mold surfaces) tip control: original point Linking parameters: clearance 50mm relative retract 2mm relative top of stock 2mm relative depth -18mm relative I don´t know what am I doing wrong thank you, all help is wellcome
-
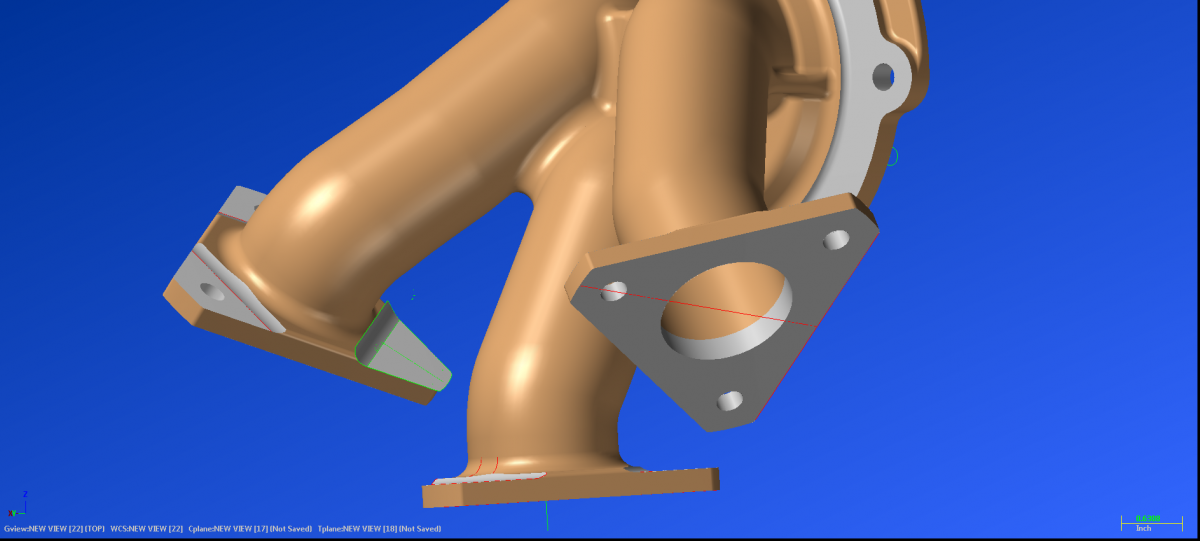
Hi Guys, Attached is the pic of a manifold surface I am trying to finish on a 4th axis rotary, this due to tool clearance issues from the top side. I have created a plane at a random angle but get collisions against the tubes, I rotate the WCS and clear one tube but hit the other. I have seen toolpath that are pivoted from a point, does anyone here know how to apply that on this part. I want the tool to stay at a fixed point and rotate the A axis in order to avoid the collision. Regards, Greyman !

-
Hello Everyone, I am CNC programmer with 11+Yrs of experience, can program and setup CNC Mills up to 4th-axis, CNC Lathes up to 3-axis, have taken several programming courses in Mastercam and Advanced Mastercam. I am willing to learn any CAM software other than MasterCAM, have Vericut knowledge, and can use SolidWorks. I have taken the 5-axis programming course but haven't really used the skill as we do not require that where I currently work. I am seeking to expand my knowledge and to grow within the company that will hire me. [email protected] Leave your email if you want a copy of my Resume. Regards, William. Sorry forgot to mention that I am looking in California for now, although willing to relocate for the right opportunity. Thanks for all those that have replied out of state so far.