Search the Community
Showing results for tags '5 axis drill'.
Found 3 results
-
I was using 5 axis drill to hit 3 sides of a part but when it goes to the back side it uses the feeds from the tool definition instead of the ones i defined in paramaters. This is weird because the first two sides of part it does use my defined feed from paramaters. I just changed the tool definitions feed to match for my tap but why is this happening? my tool settings under machine group always has feed calculation "from tool" checked but it only reads what i have defined in paramaters. Please shed some light on this I suddenly feel like a newbie T4 M6 S3800 M3 G0 G54 G90 X.9005 Y-5.0125 B180. A-90. T5 G43 H4 Z8.911 /M8 G81 G98 Z2.096 R2.311 F8. X.2755 Y-5.2675 X-.9305 Y-5.0125 X-1.0255 Y1.563 Z5.554 A0. R5.769 X1.0255 Y-1.563 X-1.0255 G80 Z14.369 B0. A-90. X.9305 Y-5.0125 Z8.911 G81 G98 Z2.096 R2.311 F25. X-.2755 Y-5.2675 X-.9005 Y-5.0125 F8. G80 M9 M5 G0 G28 G91 Z0. M01 (NO. 17 DRILL FOR 8-32 STI CUT TAP) (PECKS 8-32 STI HOLES) T5 M6 S3400 M3 G0 G54 G90 X.9005 Y-5.0125 B180. A-90. T6 G43 H5 Z8.796 /M8 G83 G98 Z1.734 R2.196 Q.05 F8. X.2755 Y-5.2675 X-.9305 Y-5.0125 X1.0255 Y1.563 Z5.192 A0. R5.654 X-1.0255 X1.0255 Y-1.563 X-1.0255 G80 Z14.254 B0. A-90. X-.9005 Y-5.0125 Z8.796 G83 G98 Z1.734 R2.196 Q.05 F4.2 X-.2755 Y-5.2675 X.9305 Y-5.0125 F8. G80 M9 M5 G0 G28 G91 Z0. M01 (NO. 8-32 STI CUT TAPRH) (TAPS 8-32 STI HOLES) T6 M6 S320 M3 G0 G54 G90 X.9005 Y-5.0125 B180. A-90. T4 G43 H6 Z8.911 /M8 G84 G98 Z1.846 R2.311 F10. X.2755 Y-5.2675 X-.9305 Y-5.0125 X-1.0255 Y1.563 Z5.304 A0. R5.769 X1.0255 Y-1.563 X-1.0255 G80 Z14.369 B0. A-90. X.9305 Y-5.0125 Z8.911 G84 G98 Z1.846 R2.311 F10. X-.2755 Y-5.2675 X-.9005 Y-5.0125 G80 M9 M5 G0 G28 G91 Z0. G0 G28 Y0. G90 A0. B0. M30
-
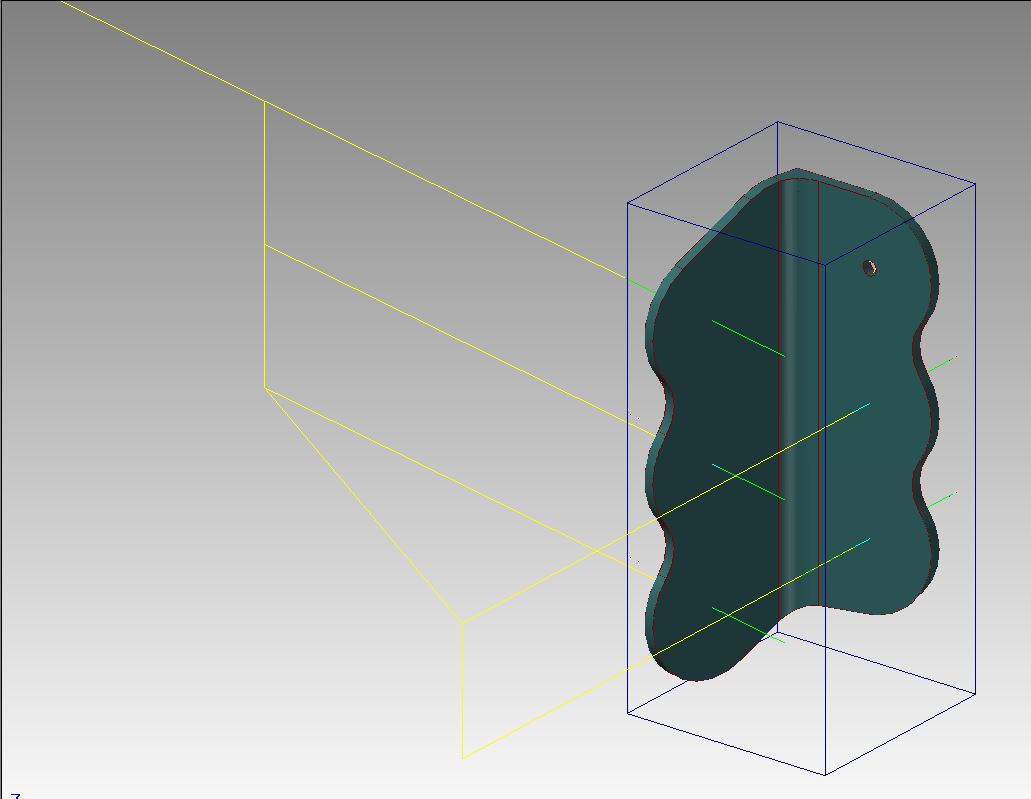
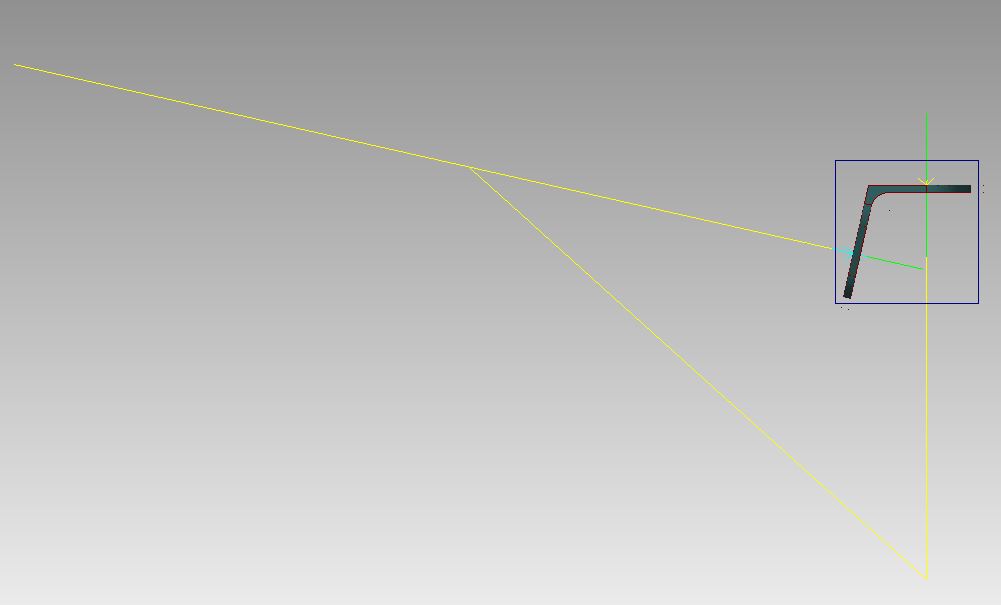
Okay I have a part with 530 holes that needs to be 5 Axis Drilled. I made my Hole Axis for all holes using the Versurf Auto HoleAxis in minutes on separate levels. I then used 5 Axis drill with points and lines again got a toolpath in minutes.I used Safety Zone which works great. Then I post code and get about 6000 extra lines of posted code. Anyone know of a way to filter the Safety Zone moves? Short of Toolpath Editor I don't know of a way. NCI is 79.5 K with just the points and lines as the toolpath. With Safety Zone it goes to 3498.7K. Sorry that is just insane. Short of making 530 different operation for each hole and then 530 linking moves I am not sure what else I can do to eliminate all the extra code. NX makes very nice code on these parts and I may have to give this huge project back to the customer, unless I can find a way to reduce the excess code I will have to eat my words and tell the customer sorry I cannot do the work. ITAR controlled part, but I have attached a sample file. Op 3 is more like the randomness of the real part. Edit: File Removed
-
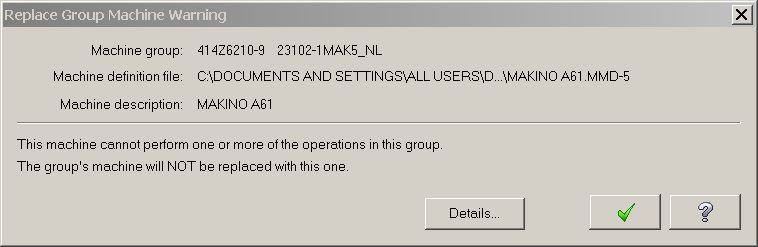
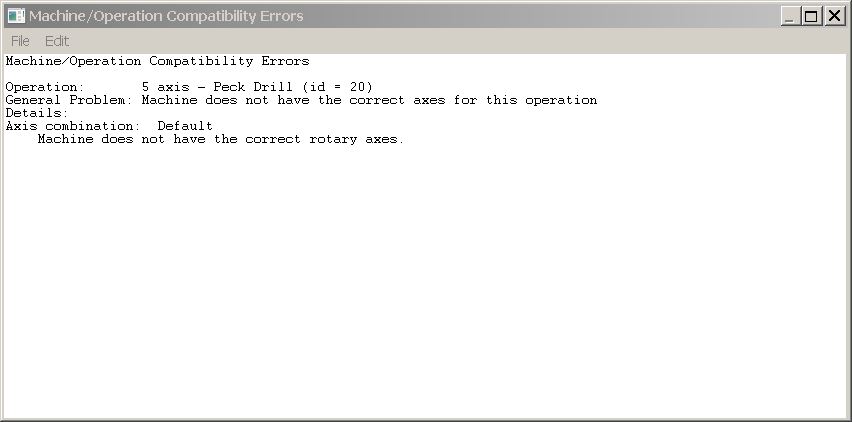
Has anyone else seen this? It appears to be a bug going back to at least X5 and still present in X7. We are running 4-axis horizontal Makino A61's. All paths are set with WCS to TOP and any Tool/Const Planes set as needed. i.e. Front, Left Side, Custom, etc. In the 5-Axis Drill operation parameters under the Tool Axis Control there is a Rotary Axis setting for X, Y, or Z. Mastercam Help says this setting is based on WCS so since our B-axis (rotary) is about the Z-axis that is what is selected and Mastercam says it's valid. However, the code is wrong and back plot reflects it. In order to get the correct code this must be set to Y-axis. However, when you reopen the file it goes dirty because Mastercam says the path is not valid with the Machine Definition. Is no one using 5-Axis Drill? Or are we doing something wrong? I have tested this on the supplied Mastercam MD/CD's as well as the custom ones we use. No change. We have tried all logical WCS, TP, CP combinations with incorrect code results. Thanks, -Pat