Search the Community
Showing results for tags 'Heidenhain'.
Found 4 results
-
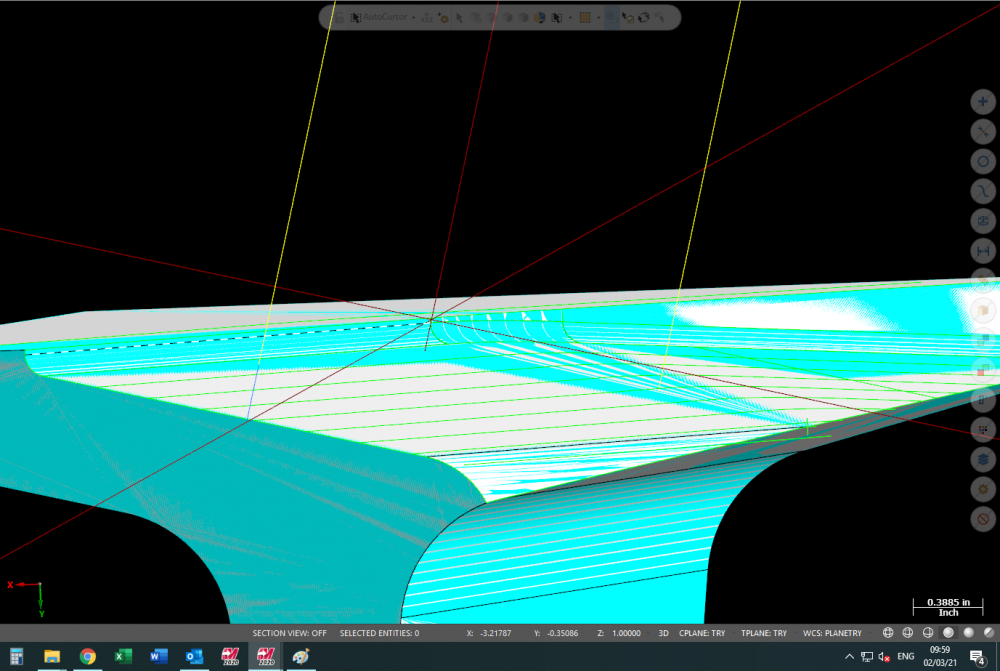
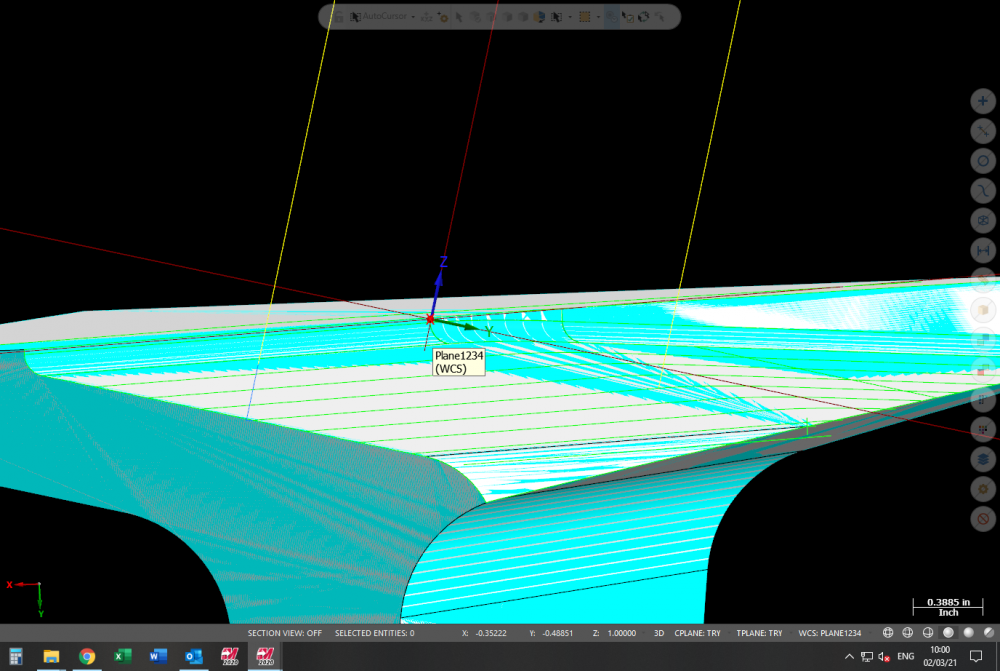
Hello everyone. So I’m working with 3+2 axis machine right now, and I got this problem with plane that has to make the head rotation to correct angle. When I created my first plane from the surface I need to machine it was tilted little bit of the part(because the surface is not flat all the way), and when I generated the code I got the head rotation angle like this: Q1570=-14; Q1571=+0; Q1572=-0.8; Q1573=+0; I ran the toolpath with this angle on the machine and found out that the end of the tool isn’t parallel to the surface I need, and after machining(above the part) some distance, the tool got higher then it was at the beginning of the pass. That made me realize that the plane to which the tool was rotated wasn’t parallel to the surface. Then I created a different plane and made it parallel to the needed surface, and it actually differs even visually from the previous plane that wasn’t parallel(see it on pics I attached). After that I changed the planes in my toolpath and generated the code again and.. nothing has changed. The angle to which Mastercam was rotating machine head was still the same: Q1570=-14; Q1571=+0; Q1572=-0.8; Q1573=+0; So I’m thinking that maybe I got something wrong going on with my planes in Mastercam. Also when I do other angled cuts with the head rotation in other places of the part, it places the head to the right angle that is parallel to a needed surface and it follows the toolpath just fine. Does someone know what am I missing? thank you
-
...I swear it is. I'm new to mastercam (on a heidenhain control) and I've never found such a devilish system to wrap my head around. At first I thought I was sailing through it; I splashed out on some PDFs from this lovely site (which were a huge help) and even paid insane pennies for "tips for manufacturing" DVDs (also very helpful). All of my simulations looked joytastic and I was itching to start putting all my hard work to use in the shop. Then I encounter this old chestnut "cutter compensation-control" Staggering. Helix bores can now choose to randomly commit suicide. Lead in and out is a mine field. Translated toolpaths can go bonkers and my trust in the system is very shakey. I'm fortunate enough to work with a proper mCAM pro, but I already bug the heck out of him with questions .. I've looked around and found many other have problems but is there an easy answer that im missing? I've only worked in two jobshops in my 10 years of machining so for all I know people are setting things up differently to me; is "control" an option no one bothers with? Do the cam wizards adjust all delta radius tweaks within mastercam and not their tool library? I've got to go now... Need to figure out why my CC has decided to turn "Left" when leaving a hole at rapid speed.
-
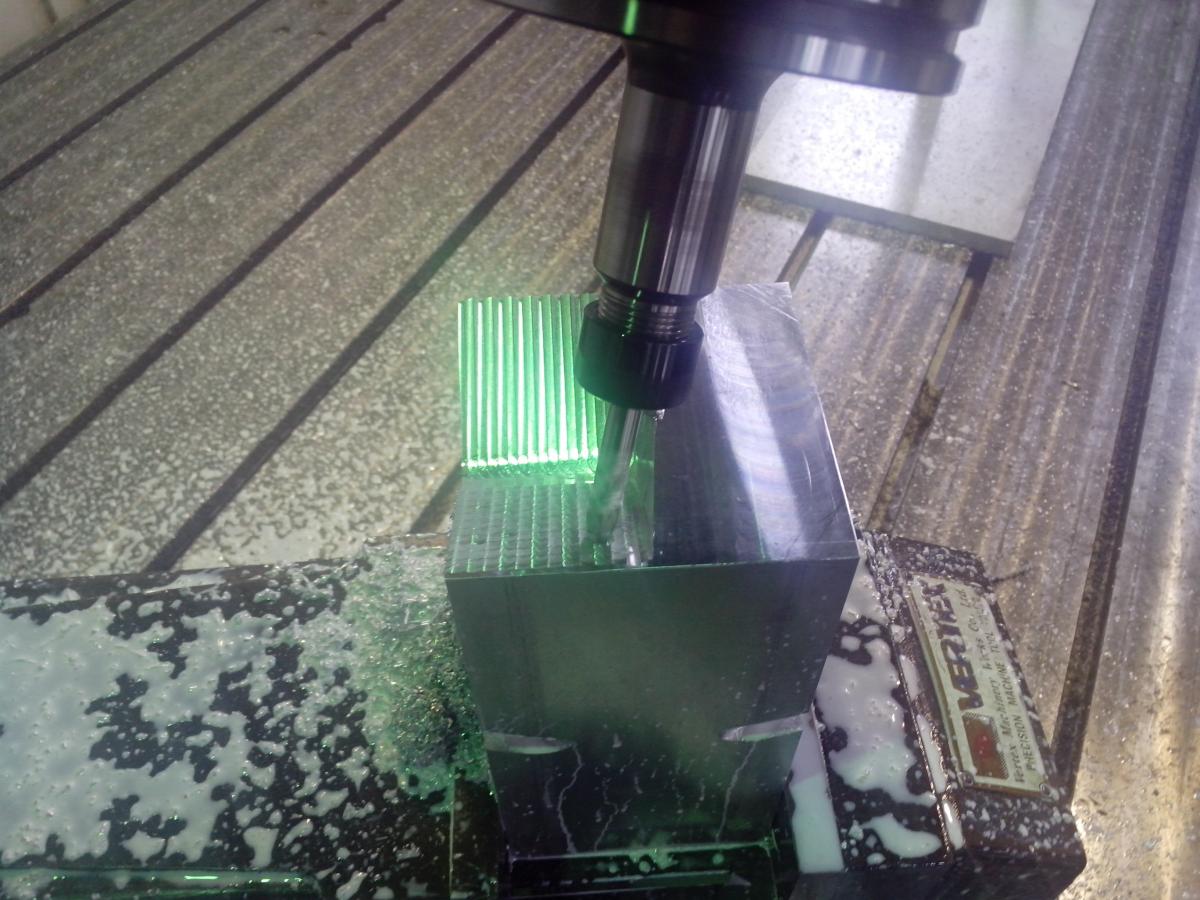
 Hello, I just got a case use head-head 5 axis machine with Heidenhain iTNC530 controller and probe. The 5 axis NC program I create is working well in the VeriCut simulation. But when the operator clamp the material with a C rotate by probe, the tool angle got problem as my picture. It should be a flat surface by flat end-mill machining, but my tool angle is wrong. When I use wheel to move the spindle, the X and Y can align withe the material. Is there any setting on the controller missing? Or I need to add some M code in the NC code to let the controller to add the rotate angle to the toolpath? Thank you! Hans
Hello, I just got a case use head-head 5 axis machine with Heidenhain iTNC530 controller and probe. The 5 axis NC program I create is working well in the VeriCut simulation. But when the operator clamp the material with a C rotate by probe, the tool angle got problem as my picture. It should be a flat surface by flat end-mill machining, but my tool angle is wrong. When I use wheel to move the spindle, the X and Y can align withe the material. Is there any setting on the controller missing? Or I need to add some M code in the NC code to let the controller to add the rotate angle to the toolpath? Thank you! Hans
-
Looking for job, on-line 3-axis mill programming for only 15$/h . Prefer G-code (Fanuc) or dialog (HeidenhainTNC_530). Vladimir