Search the Community
Showing results for tags 'compensation'.
Found 3 results
-
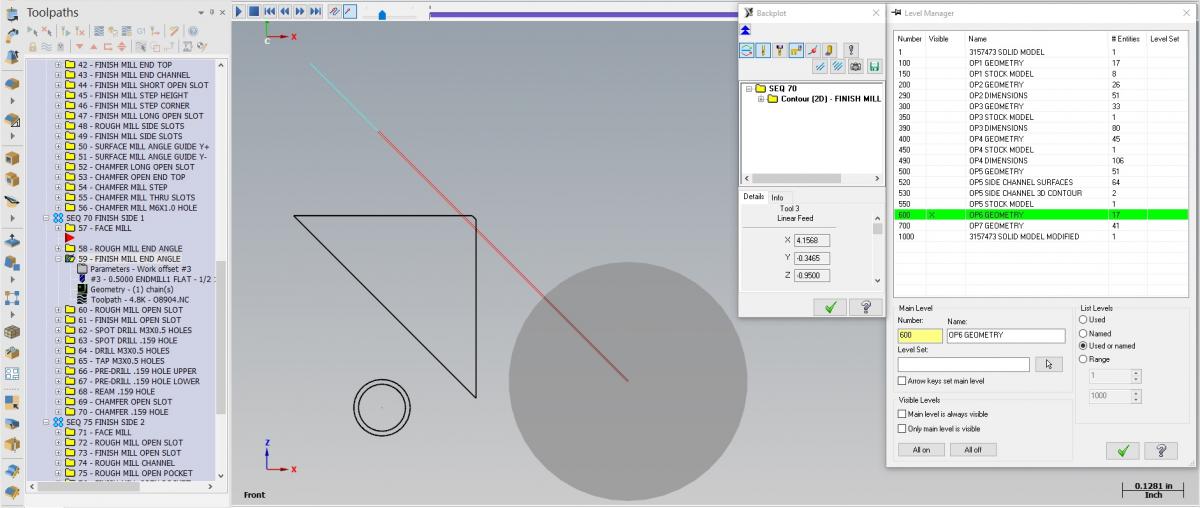
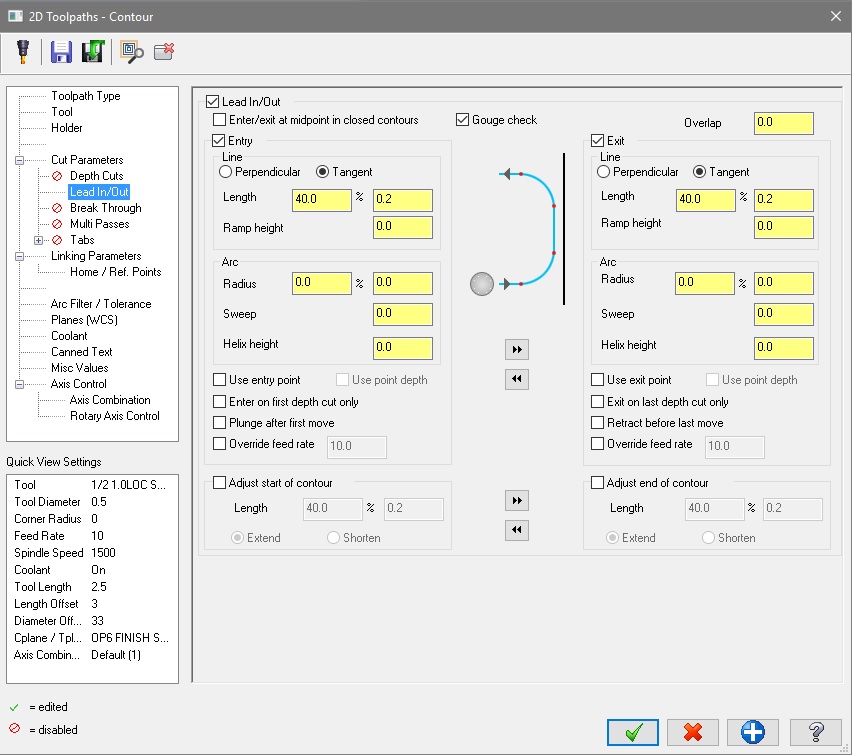
I've been having a problem with cutter comp recently. I updated to X9 a few months ago and I don't remember seeing this before the update. I don't think I would have missed this in the NC (or when checking my parts). Basically, on contours with a single straight line, the toolpath combines the line geometry and the Lead Out. So an example of the code looks like this: T3M6G49 G0G90G57X3.492Y.3182 M8 G43H3Z.1S1500M3 Z.05 G1Z-.95F20. G41D33X3.6335Y.1768F10. G40X4.1568Y-.3465 G0Z.1 Notice there is no move between G41 and G40 where the actual line is. I attached two pictures. The first shows the backplot of the path. You can see the Lead In as the blue part of the line, but the red part of the line shows both the geometry move and the Lead Out as one step. The second picture shows my Lead In/Out page. Nothing fancy. Just a straight line. Sometimes I can change some parameters that shouldn't affect this at all, and it will fix the problem. Some examples: Change the plunge and feed rates so they are not the same. Un-check "Enter/exit at midpoint in closed contours". But sometimes those strategies don't help. I have tried using the "Adjust start/end of contour" option instead of Entry and Exit to no avail. I've checked my Configuration and Control Definition to no avail. It's not a problem with the post because I used three different machine posts and they all output the same code problem. Right now I'm stuck manually editing the NC or modifying my geometry. Any help on the issue would be appreciated. I'm probably missing something painfully obvious.


- 46 replies
-
- 10
-

-
- CUTTERCOMP
- COMPENSATION
- (and 2 more)
-
 Hello, is there a problem with mplmaster since it doesn't seem to activate compensation in control in a canned cycle? Has anyone else noticed this? Take a simple canned roughing cycle (this is metric cam, probably doesn't matter). The current mplmaster post produces this: G54 N1 T0101 G18 G99 M24 G97 S920 M03 G0 X86.5 Z3.25 X84. Z2. G50 S3000 G96 S250 G71 U2. R.2 G71 P3 Q5 U.4 W.2 F.25 N3 G0 X30. S250 W0. (<---- G42 is missing in here) G1 Z-25. G2 X34. Z-27. R2. G1 X43. Z-31. X51. Z-35. X80. Z-43. N5 G40 X84. (<--- compensation off does appear, but it was not activated) Here's what the default lathe post produces: G0 T0101 G18 G97 S947 M03 G0 G54 X84. Z2. G50 S3000 G96 S250 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.25 N100 G0 G42 X30. S250 (<--- compensation in control appears) G1 Z-25. G2 X34. Z-27. I2. G1 X43. Z-31. X51. Z-35. X80. Z-43. N102 G40 X84. (<--- and is turned off like it should) G0 Z2. For me, this is not really a problem - I can fix my mplmaster post and I already did so. But I'd like to see the "official" fix if this is indeed a bug.
Hello, is there a problem with mplmaster since it doesn't seem to activate compensation in control in a canned cycle? Has anyone else noticed this? Take a simple canned roughing cycle (this is metric cam, probably doesn't matter). The current mplmaster post produces this: G54 N1 T0101 G18 G99 M24 G97 S920 M03 G0 X86.5 Z3.25 X84. Z2. G50 S3000 G96 S250 G71 U2. R.2 G71 P3 Q5 U.4 W.2 F.25 N3 G0 X30. S250 W0. (<---- G42 is missing in here) G1 Z-25. G2 X34. Z-27. R2. G1 X43. Z-31. X51. Z-35. X80. Z-43. N5 G40 X84. (<--- compensation off does appear, but it was not activated) Here's what the default lathe post produces: G0 T0101 G18 G97 S947 M03 G0 G54 X84. Z2. G50 S3000 G96 S250 G71 U2. R.2 G71 P100 Q102 U.4 W.2 F.25 N100 G0 G42 X30. S250 (<--- compensation in control appears) G1 Z-25. G2 X34. Z-27. I2. G1 X43. Z-31. X51. Z-35. X80. Z-43. N102 G40 X84. (<--- and is turned off like it should) G0 Z2. For me, this is not really a problem - I can fix my mplmaster post and I already did so. But I'd like to see the "official" fix if this is indeed a bug. -
I burn taper blocks upside down and need help with parameters on taper page. I can not get my land to come out on top of block when burning upside down. any help is greatly appreciated