Search the Community
Showing results for tags 'drill'.
Found 9 results
-
Dear all, there is a youtube video on machining an airfoil using MasterCam at here, I can see that the edge of the airfoil is still in red color which is indicated by my arrow is not being touched by the drill. Since I will be using a longer piece of cylinder wood to machine this airfoil for my cnc later, how do I program the software to cut the edge too since the cylinder is very long ? I am new to this software :). I will appreciate any advice I can get. Thank you
-
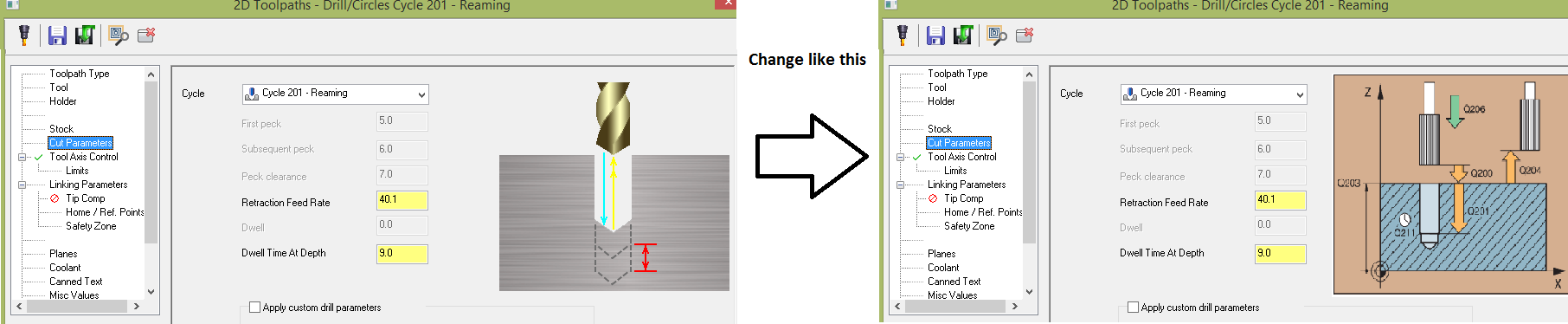
 Hi I'm looking for a way to change the Images, that describe the Cycles in drill cut parameter window. Is ther any way to customize or change them. Thanks for your attention.
Hi I'm looking for a way to change the Images, that describe the Cycles in drill cut parameter window. Is ther any way to customize or change them. Thanks for your attention.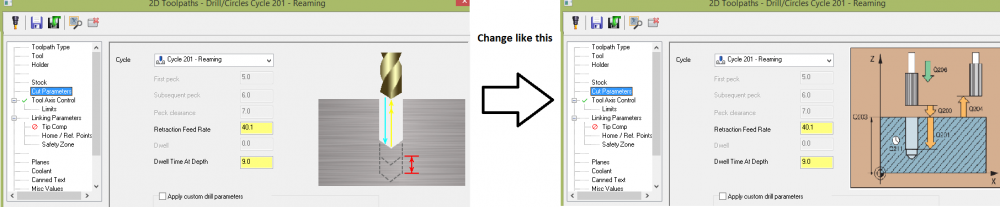
-
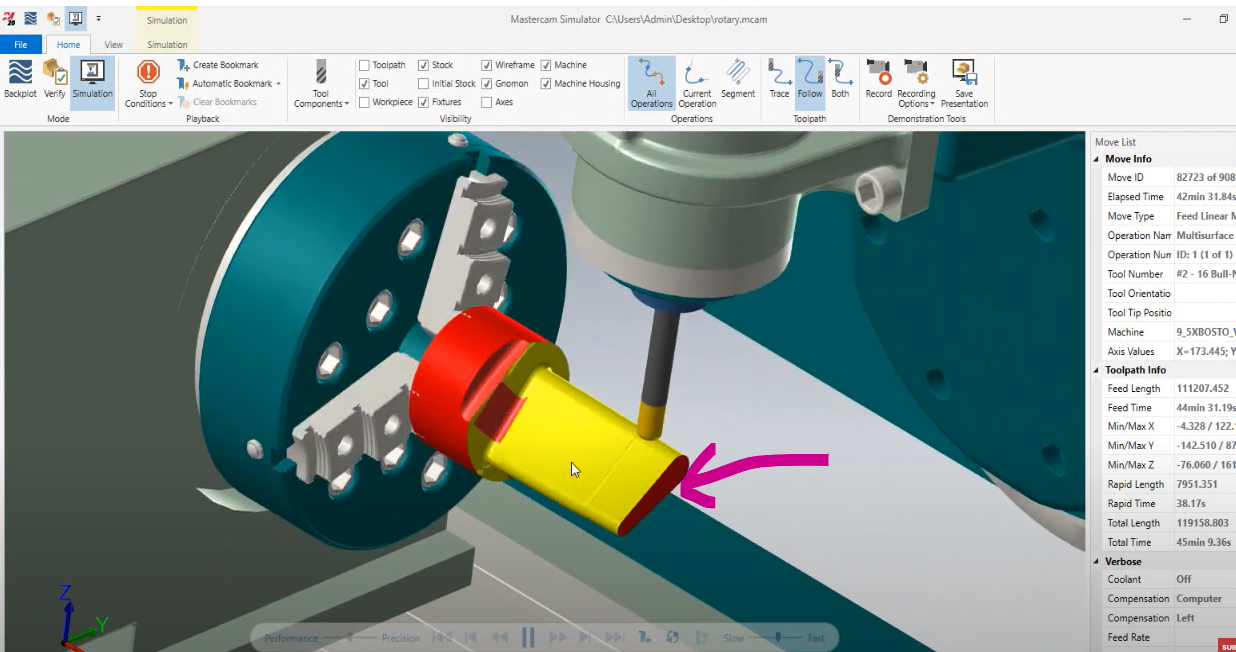
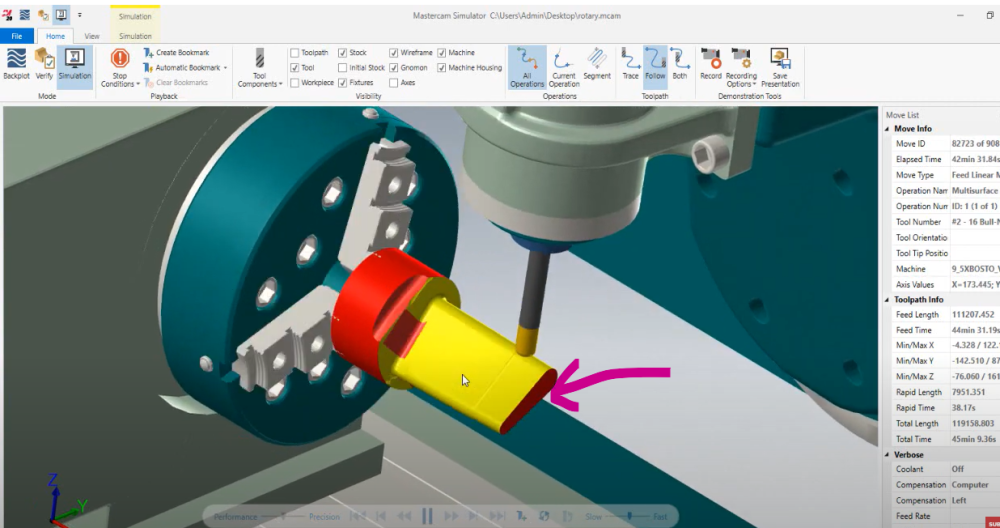
I'm trying to program a drill toolpath for a rotary that has 4 holes at 90 degrees. My problem is that for some reason I cannot select ALL of the four holes using entities option. After I select the four circles it only shows 3 holes being drilled. If I try to add the 4th one it doesnt work. I tried selecting the problem circle first and it will drill the hole. But when I try to select the other three it always wants to skip one. I've attached the file I'm working on. Any ideas? t.mcam
-
 Hello everyone, This is Cheney, and this is my second post. I have a question about how to set up the Drill parameter for C-HOOK development. In drill parameter, the Point geometry is needed to be set. So how to C++ code for that? Which function or parameter I should use? Would be appreciated if anyone have some idea about that. A screen shot indicating the parameter is attached. Thanks!
Hello everyone, This is Cheney, and this is my second post. I have a question about how to set up the Drill parameter for C-HOOK development. In drill parameter, the Point geometry is needed to be set. So how to C++ code for that? Which function or parameter I should use? Would be appreciated if anyone have some idea about that. A screen shot indicating the parameter is attached. Thanks! -
I've been working on a custom drill cycle for my post and I've almost got it but I can't get it to input the feed with the value I have given it in my custom drill parameters. I can get a post of this: T21 M06 (.385 GO DRILL KENNAMETAL# 4149277) M11 (UNLOCK) G90 G80 G49 G40 G17 G00 G54 B0. X0. Y.818 S2650 M03 M10 (LOCK) G43 H21 Z8.3 M88 (DRILL PISTON BORE) G94 G01 Z0. F0. <---------- custom line Z7. F25. <---------- custom line Z8.3 F0. <---------- custom line M89 G91 G28 Z0. M05 With this in my post: pdrlcst$ #Custom drill cycles 8 - 19 (user option) #Use this postblock to customize drilling cycles 8 - 19 pdrlcommonb #if drillcyc = 8, pcan1, pbld, n$, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout, pindexdrl, # prdrlout, dwell, *feed, strcantext, e$ if drillcyc$ = 8, [ sub_prg_call = peck1$ pcan1, pbld, n$, *sg00, *sgabsinc, pfxout, pfyout, pfcout, pindexdrl, strcantext, e$ pbld, n$, "M98", *sub_prg_call, e$ ] if drillcyc$ = 9, [ refht_z = refht$ pdrlcommonb pcan1, pbld, n$, *sg01, *drl_prm1, *drl_prm2, e$ pbld, n$, pfzout, *feed, e$ pbld, n$, *refht_z, *drl_prm3, e$ pcom_movea ] else, "CUSTOMIZABLE DRILL CYCLE ", pfxout, pfyout, pfzout, pfcout, pindexdrl, e$ pcom_movea pdrlcst_2$ #Custom drill cycles 8 - 19, additional points (user option) #Use this postblock to customize drilling cycles 8 - 19 pdrlcommonb #if drillcyc = 8, pcan1, pbld, n$, pdrlxy, pzout, pcout, pindexdrl, prdrlout, dwell, # feed, strcantext, e$ if drillcyc$ = 8, [ sub_prg_call = peck1$ pcan1, pbld, n$, *sg00, *sgabsinc, pfxout, pfyout, pfcout, pindexdrl, strcantext, e$ pbld, n$, "M98", *sub_prg_call, e$ ] if drillcyc$ = 9, [ refht_z = refht$ pdrlcommonb pcan1, pbld, n$, *sg01, *drl_prm1, *drl_prm2, e$ pbld, n$, pfzout, *feed, e$ pbld, n$, *refht_z, *drl_prm3, e$ pcom_movea ] else, "CUSTOMIZABLE DRILL CYCLE ", pfxout, pfyout, pfzout, pfcout, pindexdrl, e$ pcom_movea Or I can get this: T21 M06 (.385 GO DRILL KENNAMETAL# 4149277) M11 (UNLOCK) G90 G80 G49 G40 G17 G00 G54 B0. X0. Y.818 S2650 M03 M10 (LOCK) G43 H21 Z8.3 M88 (DRILL PISTON BORE) G94 G01 drl_prm1$ 8. drl_prm2$ 10. Z7. F25. Z8.3 drl_prm3$ 60. M89 G91 G28 Z0. M05 With this in my post: pdrlcst$ #Custom drill cycles 8 - 19 (user option) #Use this postblock to customize drilling cycles 8 - 19 pdrlcommonb #if drillcyc = 8, pcan1, pbld, n$, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout, pindexdrl, # prdrlout, dwell, *feed, strcantext, e$ if drillcyc$ = 8, [ sub_prg_call = peck1$ pcan1, pbld, n$, *sg00, *sgabsinc, pfxout, pfyout, pfcout, pindexdrl, strcantext, e$ pbld, n$, "M98", *sub_prg_call, e$ ] if drillcyc$ = 9, [ refht_z = refht$ pdrlcommonb pcan1, pbld, n$, *sg01, *drl_prm1$, *drl_prm2$, e$ pbld, n$, pfzout, *feed, e$ pbld, n$, *refht_z, *drl_prm3$, e$ pcom_movea ] else, "CUSTOMIZABLE DRILL CYCLE ", pfxout, pfyout, pfzout, pfcout, pindexdrl, e$ pcom_movea pdrlcst_2$ #Custom drill cycles 8 - 19, additional points (user option) #Use this postblock to customize drilling cycles 8 - 19 pdrlcommonb #if drillcyc = 8, pcan1, pbld, n$, pdrlxy, pzout, pcout, pindexdrl, prdrlout, dwell, # feed, strcantext, e$ if drillcyc$ = 8, [ sub_prg_call = peck1$ pcan1, pbld, n$, *sg00, *sgabsinc, pfxout, pfyout, pfcout, pindexdrl, strcantext, e$ pbld, n$, "M98", *sub_prg_call, e$ ] if drillcyc$ = 9, [ refht_z = refht$ pdrlcommonb pcan1, pbld, n$, *sg01, *drl_prm1$, *drl_prm2$, e$ pbld, n$, pfzout, *feed, e$ pbld, n$, *refht_z, *drl_prm3$, e$ pcom_movea I have my custom drill parameters set as follows: # -------------------------------------------------------------------------- # Custom drilling cycle 9, carbide drill drilling cycle # -------------------------------------------------------------------------- fmt "Z" 2 drl_prm1 #starting Z depth fmt "F" 2 drl_prm2 #starting feed rate fmt "F" 2 drl_prm3 #retract feed rate fmt "Z" 2 refht_z #for Z retract height output # -------------------------------------------------------------------------- Seems like I can get it to either post the F or Z code I have assigned or post the numbers I have for my custom parameters in Mastercam. What am I doing wrong??
-
 We have a flat pattern router capable of routing any shape from a full sheet (12 feet by 4 feet). To optimize set-up time and raw material, we take several different parts and cut them out of the same sheet of material. For example, if we need a quantity of 10 pieces of each of the parts A, B, C, D, E, F, G and H (total of 80 individual parts), and all those parts fit on a sheet of material - we will mill them all at once. We will take the individual programs and make a nesting which will cut all the required parts out of one sheet. The nesting spreads out the parts to optimize raw material - so all the part A's are not necessarily next to each other, and all of the part B's are not necessarily next to each other etc. etc. The issue is that the drilling and routing is not optimized within the nesting. For example, if the machine starts to drill 2.5 mm holes in one of the part B's and a Part G is located right next to that part B and also has 2.5 mm holes - the program will not drill the holes in part B and then move on to the part G right next to it; rather it will drill the holes in the first part B and the go drill the holes in all the other B parts (even if they are located far from each other). Once it has finished drilling all the part B's, it will start drilling all the part G's (or whichever other parts have 2.5 mm holes). Is there a way to tell MasterCam to drill the first part and then move on to the closest part which has the same size holes (regardless of the part type)? Any help/advice is appreciated.
We have a flat pattern router capable of routing any shape from a full sheet (12 feet by 4 feet). To optimize set-up time and raw material, we take several different parts and cut them out of the same sheet of material. For example, if we need a quantity of 10 pieces of each of the parts A, B, C, D, E, F, G and H (total of 80 individual parts), and all those parts fit on a sheet of material - we will mill them all at once. We will take the individual programs and make a nesting which will cut all the required parts out of one sheet. The nesting spreads out the parts to optimize raw material - so all the part A's are not necessarily next to each other, and all of the part B's are not necessarily next to each other etc. etc. The issue is that the drilling and routing is not optimized within the nesting. For example, if the machine starts to drill 2.5 mm holes in one of the part B's and a Part G is located right next to that part B and also has 2.5 mm holes - the program will not drill the holes in part B and then move on to the part G right next to it; rather it will drill the holes in the first part B and the go drill the holes in all the other B parts (even if they are located far from each other). Once it has finished drilling all the part B's, it will start drilling all the part G's (or whichever other parts have 2.5 mm holes). Is there a way to tell MasterCam to drill the first part and then move on to the closest part which has the same size holes (regardless of the part type)? Any help/advice is appreciated. -
We have a part that requires a 4" drill down 9.1. Currently, once the tip breaks thru we get an extreme amount of chatter. Is there a way to drill down 8.2 at a given speed, and after that it slows the drill down w/ o retracting, and if so how?
-
Hi, I am quite struggling with my post processing macro. I would like to add another peck drilling macro with additional parameters. So far I have had no luck in getting it working. The custom peck drill cycle I am trying to add is described in G-code as: Code name: G84 G90/G91 G99/G98 G84 X_Y_Z_R_I_D_Q_(J_K)(P_)F_(L_); The values in brackets are optional. X: X coordinate Y: Y coordinate Z: Z coordinate R: Z coordinate of return point (prdrlout) I: First cutting depth (initial cut) D: Runout distance from drilling depth Q: Basic cutting depth after second cutting (peck1) J: Every cutting decreasing depth after third cutting K: Minimum cutting depth P: Dwell time F: Cutting feed rate L: Repeated number Example: N106 G99 G84 X-.14 Y-.575 Z-2.76 R.5 I.6 D1. Q.1 F150. N107 X1.14 Y-2.575 N108 G80 Here is the post macro I have done: fmt "Q" 2 peck1$ #First peck increment (positive) fmt "D" 2 runout$ #Runout distance fmt "I" 2 initial$ #Initial cut prdrlout #R drill position refht_a = refht$ refht_i = refht$ - initht$ if absinc$ = zero, refht_a, !refht_i else, refht_i, !refht_a ppeckdetail$ #Detailed Peck Drill Cycle pdrlcommonb pcan1, pbld, n$, *sgdrlref, *sg84drl, pfxout, pfyout, pfzout, prdrlout, *initial$, *runout$, *peck1$, *feed, strcantext, e$ pcom_movea pdrill_2$ #Canned Drill Cycle, additional points pdrlcommonb pcan1, pbld, n$, pfxout, pfyout, pzout, prdrlout, feed, strcantext, e$ pcom_movea ppeckdetail_2$ #Canned Peck Drill Cycle pdrill_2$ # -------------------------------------------------------------------------- # POST TEXT # -------------------------------------------------------------------------- [CTRL_MILL|DEFAULT] [peckdetail drill] 1. "Peck drill detail" 3. "" 7. "Peck" 8. "Initial cut" 9. "" 10. "Runout distance" 11. "" The variables in brackets are not so necessary at first. What am I doing wrong and how could I make it working?
-
I´m just started with 4 axis programming, im using mastercam since 2010 Im using mastercam X4 I need to drill around 1500 holes of 2.5mm to an aluminum shell mold with 15mm thickness. Im using a VMC with the A axis paralel to Y axis I need to make the holes orthogonal to the surfaces, or the nearest to orthogonal. some surfaces in the mold have more than 60º of tilt but my 4th axis is restricted to +- 45º (or it will hit the mold to the table) Im trying with "drill 5 axis toolpath", but it does the drill toolpath the way he wants, some drills upside down some at around 90º and warning that "rapid move hit operation surface" in "axis limits" I checked "Y" and set up minimum 45º maximum 135º geometries: output format: 4 axis rotary axis: Y axis entity type: points (selecting points drawed near the surface ) tool axis control: surface (selecting the mold surfaces) tip control: original point Linking parameters: clearance 50mm relative retract 2mm relative top of stock 2mm relative depth -18mm relative I don´t know what am I doing wrong thank you, all help is wellcome