



Search the Community
Showing results for tags 'gcode'.
Found 3 results
-
 Our company wants to began using Mastercam 2018 Lathe to program our Mazak Quick Turn Nexus 250-11 MSY . I feel I have to say that the Mazatrol floor guys are very upset so there will be no help from them and I do understand where they are coming from. I have never used a Mazak Lathe in G code or Mazatrol Yikes I know. Still the fact remains they want this done and I have to get it done. It is my job. That said, I have been machining since I was 19 years old and am 46 now. I am very excited to learn. It is programming! Tool geometry, speeds, and feeds they are all the same. Mastercam will handle the coding for me, right? I think my biggest challenge will be knowing how to get around on the machine controls to set up the workshifts and touch off the tools etc. If anyone out there could give me some advice or tell me where to find information on what to look for or expect I would be very grateful. If what I wondered about aloud above is crazy talk please also let me know. Thank you guys so much
Our company wants to began using Mastercam 2018 Lathe to program our Mazak Quick Turn Nexus 250-11 MSY . I feel I have to say that the Mazatrol floor guys are very upset so there will be no help from them and I do understand where they are coming from. I have never used a Mazak Lathe in G code or Mazatrol Yikes I know. Still the fact remains they want this done and I have to get it done. It is my job. That said, I have been machining since I was 19 years old and am 46 now. I am very excited to learn. It is programming! Tool geometry, speeds, and feeds they are all the same. Mastercam will handle the coding for me, right? I think my biggest challenge will be knowing how to get around on the machine controls to set up the workshifts and touch off the tools etc. If anyone out there could give me some advice or tell me where to find information on what to look for or expect I would be very grateful. If what I wondered about aloud above is crazy talk please also let me know. Thank you guys so much -
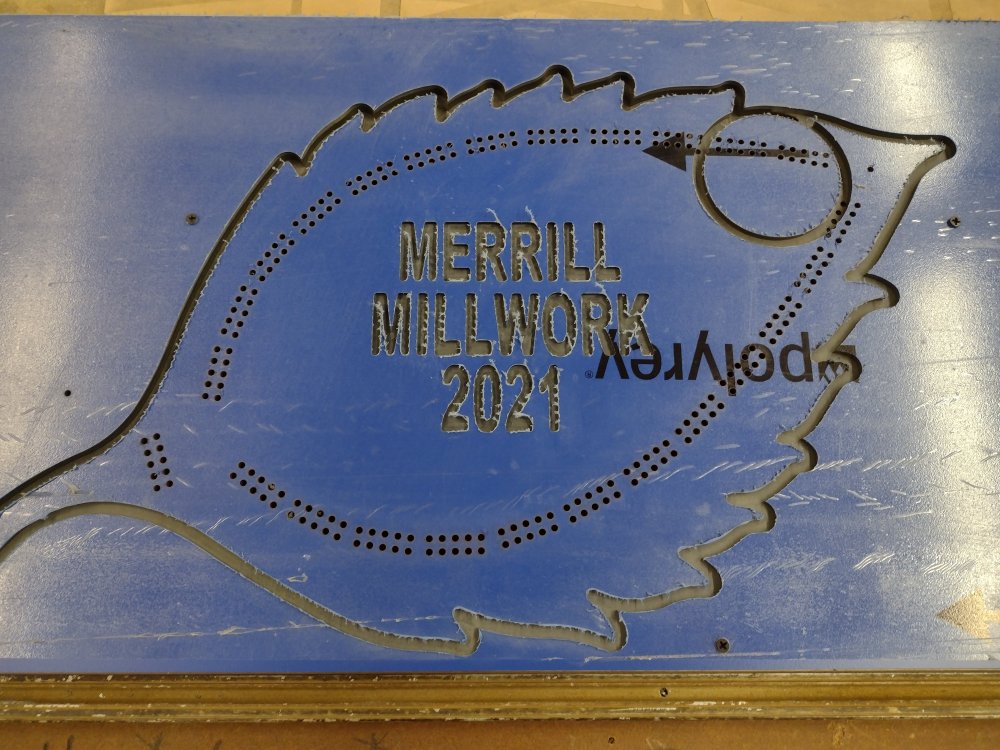
I'm cutting a leaf that will be a cribbage board. The leaf contour is made up of many arcs. One of the arcs continued around as a circle on the CNC, however it did not show up on verify operations. I read on a couple other forums that it may have to do with truncating values and seeing the starting point of the arc being the same as the end point. A zero length arc or full circle. I'm looking for a way to prevent this. I don't believe it's very common, but it kinda ruined my project.
-
Hello. I am extremely new to Mastercam, so forgive me if I don't make a lot of sense. I am working on a lathe part that also requires multi-axis milling. I've been tackling it for quite some time now. It is very important to note that I am doing this for work and on a company laptop. Said laptop is also being used by other programmers, for other machines (I am trying to program this part for an OKUMA.) When I tried to post my G-code yesterday, I noticed that the feeds for the multi-axis milling portion of the job had drastically changed. I am talking a difference of about 100-150 (I am not quite sure where to see what the units are). I did not make any changes to the program, I even tried posting the code from a similar (almost identical) project that I know was using the correct feeds before. Same thing happened. My theory is that one of the other programmers made a change to the software that I am not aware of. The code, however, seems to be ok- seems to be generated for OKUMA. Any ideas?



