Search the Community
Showing results for tags 'haas'.
-
 I have MasterCams Generic 5-axis post for haas mills and I'm pretty inexperienced with post processors. Currently the post processor outputs all of our code to be compatible with DWO (G254). Is there something in the misc integers/misc real I don't know about to post utilizing TCPC for our simultaneous operations? Or something in the post processor I need to change? Or do I just need to buy a more advanced post? Thanks in advance for any help/advice!
I have MasterCams Generic 5-axis post for haas mills and I'm pretty inexperienced with post processors. Currently the post processor outputs all of our code to be compatible with DWO (G254). Is there something in the misc integers/misc real I don't know about to post utilizing TCPC for our simultaneous operations? Or something in the post processor I need to change? Or do I just need to buy a more advanced post? Thanks in advance for any help/advice! -
 Hi all, this warning I received from Vericut, it reminds me of an alarm I had seen from the Haas controller before. something that said "radius too large" in the alarm perhaps and when looking at the line that causes the warning the radius is a lot bigger than any of the other i or j values around it... Any insights? when my machine finishes running I am going to see if it causes any alarms in graphics. Warning for line 439574 X1.9426 Y-4.339 I-13.3641 J-.0059 Warning: Arc start and end points may produce undesirable motion on Fanuc controls at line: 439574 G03 X1.8508 Y-4.1938 I.0132 J-.0401 F600. G01 X1.7975 Y-4.4663 X1.7903 Y-4.503 Z1.7947 F15. X1.7968 Y-4.5348 Z1.7712 G03 X1.8952 Y-4.5329 I.0484 J.0382 X1.9425 Y-4.3521 I-.2073 J.151 X1.9426 Y-4.339 I-13.3641 J-.0059 (line:439574) X1.9386 Y-4.2169 I-.4958 J.045 G01 X1.9338 Y-4.2045 Z1.7806 X1.9016 Y-4.1838 Z1.8087 X1.8842 Y-4.1857 Z1.8212
Hi all, this warning I received from Vericut, it reminds me of an alarm I had seen from the Haas controller before. something that said "radius too large" in the alarm perhaps and when looking at the line that causes the warning the radius is a lot bigger than any of the other i or j values around it... Any insights? when my machine finishes running I am going to see if it causes any alarms in graphics. Warning for line 439574 X1.9426 Y-4.339 I-13.3641 J-.0059 Warning: Arc start and end points may produce undesirable motion on Fanuc controls at line: 439574 G03 X1.8508 Y-4.1938 I.0132 J-.0401 F600. G01 X1.7975 Y-4.4663 X1.7903 Y-4.503 Z1.7947 F15. X1.7968 Y-4.5348 Z1.7712 G03 X1.8952 Y-4.5329 I.0484 J.0382 X1.9425 Y-4.3521 I-.2073 J.151 X1.9426 Y-4.339 I-13.3641 J-.0059 (line:439574) X1.9386 Y-4.2169 I-.4958 J.045 G01 X1.9338 Y-4.2045 Z1.7806 X1.9016 Y-4.1838 Z1.8087 X1.8842 Y-4.1857 Z1.8212 -
 Hey yall, I am attempting to update a generic Haas VF- TR post to accommodate my UMC 750. I have all the rotary axis and directions set, but I am getting this weird rapid motion between operations when the rotary repositions, instead of retracting and doing one single rotation, it seems to be attempting to track the x,y,z moves with the rotation. See the attached NC code, I've deleted a lot of the fluff to make it easier to read. I am fairly green at post editing, where do I need to be looking in the post to fix this? Thank you! Cole haas post test vftr.NC Generic Haas VF-TR_Series 5X Mill.pst
Hey yall, I am attempting to update a generic Haas VF- TR post to accommodate my UMC 750. I have all the rotary axis and directions set, but I am getting this weird rapid motion between operations when the rotary repositions, instead of retracting and doing one single rotation, it seems to be attempting to track the x,y,z moves with the rotation. See the attached NC code, I've deleted a lot of the fluff to make it easier to read. I am fairly green at post editing, where do I need to be looking in the post to fix this? Thank you! Cole haas post test vftr.NC Generic Haas VF-TR_Series 5X Mill.pst -
Hi all, I am currently running a 16.5" Dia. part on a 4th axis using the Rotary 4-Axis Toolpath from Mastercam 2022. and I receive the 549 Error code for internal feed error. Here is a link for the Zip2Go https://drive.google.com/file/d/1NjxE9RAIOwYRUYIJHYE4WtaKG944IATS/view?usp=share_link Please let me know if you are aware how to solve this issue. The first time it threw the code the operator thought it was caused by overriding the feed to 200% but he ran it again at 100% and it stopped in the same place. By the way the post for this isn't perfect it posts a feed of 1. but we do a mass edit on the floor to make it F20. FYI.
-
Hi everyone, I am receiving a radius too large error(alarm 555) from my machine's controller, this occurs during a transformed toolpath of a pocket which ran fine on the previous feature. Do you know why the transformed version would be causing the controller to alarm out for a radius too large? My Zip2Go is like 20MB or more so I can setup a google drive link or something if your need it. Here is the G code that ran on the machine with no issue: (POCKETS RAMP) B47.529 A-22.383 X-.0055 Y-.5844 Z5.7174 G1 Z5.6774 F25. G2 Z5.6383 I-.1105 J.0433 F4.4 X-.2346 Y-.5346 Z5.6207 I-.1105 J.0433 G1 X-.1354 Y-.54 G3 X-.1118 Y-.566 I.739 J.6469 G1 X.2393 Y-.2469 X.2162 Y-.2214 X-.1354 Y-.54 X-.1702 Y-.5378 G3 X-.1129 Y-.6008 I.7738 J.6447 G1 X.2746 Y-.2487 X.2179 Y-.1861 X-.1702 Y-.5378 X-.2385 Y-.5322 G3 X-.1141 Y-.6693 I.842 J.6391 G1 X.3451 Y-.2521 X.2214 Y-.1155 X-.2385 Y-.5322 X-.3053 Y-.5253 G3 X-.1136 Y-.7365 I.9089 J.6322 G1 X.4157 Y-.2555 X.2249 Y-.0448 X-.3053 Y-.5253 G0 Z5.6807 Translated toolpath with issue: (POCKETS RAMP) B33.17 A-18.106 X.0307 Y-.5002 Z7.0299 Z5.7473 G1 Z5.7073 F25. G2 X.0306 Z5.6682 I-.1178 J.0143 F4.4 X-.2036 Y-.5093 Z5.6506 I-.1178 J.0143 G1 X-.1062 Y-.4897 G3 X-.0769 Y-.509 I.5539 J.8111 G1 X.1834 Y-.1123 X.1546 Y-.0934 X-.1062 Y-.4897 X-.1404 Y-.4962 G3 X-.0693 Y-.5429 I.5881 J.8176 G1 X.218 Y-.1052 X.1475 Y-.0587 X-.1404 Y-.4962 X-.2079 Y-.5079 G3 X-.0533 Y-.6096 I.6556 J.8292 G1 X.2871 Y-.0909 X.1332 Y.0105 X-.2079 Y-.5079 X-.2744 Y-.5179 G3 X-.036 Y-.6745 I.7221 J.8393 G1 X.3563 Y-.0766 X.1189 Y.0798 X-.2744 Y-.5179 G0 Z5.7106
-
Our shop just got a hold of a new HAAS rotary axis (HRT-310) for our VM-6 machining center, and I'm still new to the multiaxis package as I've only been using it a few months now and just updated to mcam2022 last week. Using a generic HAAS 4X post processor provided by our reseller, so far I've been able to cut some basic wood carvings running multiaxis toolpaths on 3D scan geometry of antique furniture carvings. It's been working fine until sometimes my post will forget a feed rate on random blocks during continuous 4x movements when inverse feed movements should be happening. This causes my HAAS to give a "NO FEED RATE" alarm. When I checked with our resellers and they checked my control definition settings they said everything looks fine it should be posting out inverse feed time, and that it must be a setting on the machine or "something weird" with my toolpath geometry. I know the machine will alarm with no feed rate is given on every block, and I know get this alarm with even simple geometry as well. It's been weeks now and still haven't found any solution to this. Customer needs their part that's been chucked up while I scratch my head trying to get some code that doesnt make my machine alarm randomly in the middle of a 3 hr long program.
-
I'm trying to run a few simultaneous 5 axis surfacing toolpaths on a Haas UMC but I can't get the machine to cut at the correct feedrate. I started out with an angle increment of 3 degrees but the motion was pretty jerky so I reduced it to .5 degrees then .1 degrees. The motion looks smooth now but the toolpath takes far longer to run. According to backplot the toolpaths should've taken a little under a minute and a half but at 3 degrees the actual machining took just under 6 minutes and at .5 degrees probably closer to 20 minutes. I'd imagine .1 degrees would take over an hour. I tried playing with the toolpath tolerances in mastercam as well as the machine's smoothing settings but none of that seemed to help. Is there an easy way to get a simultaneous 5 axis toolpath to cut smoothly and at the feedrate you specify? Thanks
-
I have created a program that finishes with a 4-axis rotary tool path. I am using a Haas VF2 with the Generic 4-axis haas post from MasterCam. It's about 80K lines of code that get output using G93 Inverse time feed. Feed is non-modal when using G93 so there needs to be an F-value on every single line while G93 is active. About 1 out of every 20 lines does not have an F value and I can't figure out why.. any thoughts as to how I can fix this? Thanks, Al
-
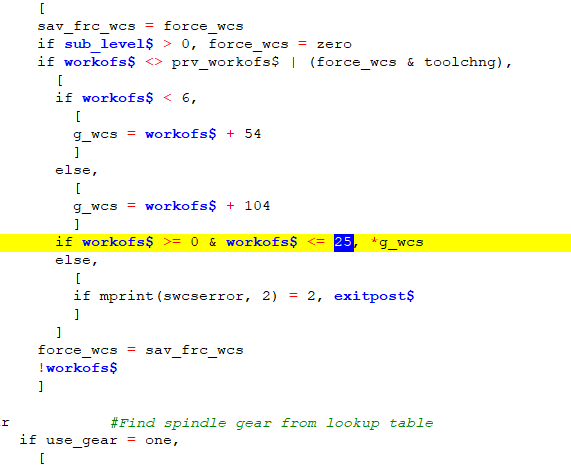
Hello, I need to know how to change the generic Haas post processor to output extended work offsets PAST G129 in a G154 P## format. I found the place where it normally stops posting after the 25th extended offset and changed it to 104 (which would be G154 P99) but unfortunately the HAAS does not read the offsets past G129. So, I need to know how to either change ALL extended offsets to the G154 P## format OR change offsets past G129 to the G154 P## format. Any help would be great, and of course this is urgent as I am cross country doing this setup.
-
 Hey Everyone, I was playing around with breaking in a new Haas VF-4SS, and made just a few modifications to the Spindle Warm-Up Program. To be clear, this isn't a "spindle break-in program"; it is used to "fully warm-up the machine", after it has been sitting for a while. This program should take anywhere from 10-30 minutes to run, depending on how you have the setup configured. I added a few features that I thought would be useful to 80% of users, out-of-the-box. Feel free to use, modify, or distribute this Macro; but use it at your own risk! Selway Machine Tool Company is not responsible for any damage that should occur as a result of you using this Macro. This Macro causes Machine Motion, which is the whole purpose of it, but that cause a collision on your machine, if you aren't careful. No Warranty is expressed, or implied, if you choose to use this code. ----------- Ok, legal disclaimer out of the way, what does the Macro do, and How do you use it? What it does This Macro Program is designed to be run in 3 phases: Positions to 'safe start' location, and warms up the spindle by commanding Forward and Reverse alternately, through the RPM range, up to about 6,000 RPM. Then it ramps up to 12,000 RPM, and then "ramps down in reverse" (M04). This is the "initial spindle warm-up". It takes about 3 minutes, 10 seconds to complete. The machine then moves to the "home position" (controlled by variables, and user-defined). This is in "Machine Coordinates", and No Tool-Length-Compensation is used, so be careful! Once at the "home position", we turn on the Spindle at the "start RPM". We then "stroke the machine" in XY, and then in -Z. At the bottom, we increase the spindle speed by the Spindle Increment (default is 500 rpm). The "stroke to the endpoint", is done at "high feed" (variable). The "return stroke" is done in reverse, at the "slow speed". At each point (Start/End), the RPM increases, until we hit the "max RPM". That RPM increment is what breaks the "WHILE/DO/END" Loop. After we have "fast stroked/slow returned", the process is reversed. The machine follows the same "positions and strokes", but goes "slow stroked / fast returned". Each of the "stroke cycles" takes about 6 minutes, on a VF-4SS, with 500 RPM as the "increment", 800 IPM as the "fast feed", and 200 IPM as the "slow feed". So, roughly 18 minutes to do a "full warm-up". But what does this get you? A fully warm, and lubricated spindle. A fully warm, and lubricated set of Linear Axes. At the end of the Macro, the program sets the "S" value to a "safe RPM". (Default 80 RPM) It also sets Spindle Direction to CW (M03), and orients the spindle at the end of the cycle. How do you use it? There are Machine Variables at the top of the Macro, which control the following: Make sure you load a Short and Balanced Tool Holder. Gauge Length should be kept to a minimum. (I used a 2.5" OAL Holder for this test.) #10301 through #10303, control the XYZ Home Position. Typically, all three are 0.0, however, on a machine where there is added travel "above the Z Zero Point", you could have something like #10303=4.0. #10304, #10305, and #10306 control the "XYZ Stroke Position". This is the "endpoint" in Machine Coordinates, of each Axis. WARNING: Make sure you adjust all three of these numbers, if your machine is not a VF-4!!! BE VERY CAREFUL WITH THE -Z STROKE! This Macro does not use Tool Length Compensation. We are driving the "gauge point" of the spindle, not the Tool Tip. At the end of the cycle, there is a "Park Position". This is #10324, #10325, and #10326. This is the final place where the machine stops after warming up. It is possible to change either the "XYZ Start" position, or the "XYZ Park Position" to use any of your Work Offsets. BUT BE CAREFUL! For example, consider if we set XY Park to #10324=#5221, and #10325=#5225, but set Z as follows: #10324=#10303. This would put us at G54 XY, but "Machine Zero" for the Z Position. Feel free to experiment and modify this Macro to suit your own needs, but I highly recommend the following: Run the program through in Graphics Mode 1st, before running it on the control. Turn down the Feed and Rapid Overrides, until the machine has cycled through a complete "stroke" of XYZ. The cycle is designed to -Go Home, -Stroke XY, -Stroke Z, -Return Z, -Return XY. Once you have completed a cycle, and you see the WHILE/DO Loop is "incrementing the Spindle Speed", you should be safe to set Rapid and Feed to 100%. Just remember you're still responsible for operating the machine safely. Make sure you check for clearance, and that all "Park, Stroke, Home, Feed, and Spindle values, are set appropriately for your machine. If you only have an 8,100 RPM Spindle: Remove from N222 - to - N233. (cut out of NC Program) Here you go: % O02222 (WARM-UP-SPINDLE-AND-XYZ-AXES) (MACRO DEVELOPED FOR NGC HAAS MACHINES) (BY SELWAY MACHINE TOOL COMPANY) (CREATED BY: COLIN GILCHRIST, SELWAY AE) (CREATED ON: 01/08/2020. 01:28 PM) (***********************************) (WARNING: YOU MUST CHECK FOR MACHINE CLEARANCE) (BEFORE RUNNING THIS PROGRAM) (THE PROGRAM IS DESIGNED TO "STROKE" THE MACHINE) (XY AXES, AND THE Z-AXIS, ON SEPARATE LINES) (VARIABLES ARE USED TO CONTROL EACH AXIS STROKE) (WE RECOMMEND STOPPING ABOUT .400 FROM THE STROKE LIMIT) (THE MACHINE STROKES IN "BOTH DIRECTIONS") (, WITH A COMBINATION OF RAPID AND FEED) (***********************************) (NOTE: FOR CLASSIC HAAS CONTROL:) ( YOU MUST CHANGE VARIABLE NUMBERS) ( #10300 = #500, #10301 = #501, ETC.) (***********************************) N100 (MAIN START BLOCK) (YOU MUST USE NEGATIVE XYZ POSITION VALUES!) (#10301=X-HOME,#10302=Y-HOME,#10303=Z-HOME) #10301=0. #10302=0. #10303=0. (#10304=X-STROKE,#10305=Y-STROKE,#10306=Z-STROKE) #10304=-49.5 #10305=-19.5 #10306=-24. (#10307=SPIND/INC,#10308=SPIND/MAX,#10309=FEED/MAX) #10307=500. #10308=12000. #10309=800. (VARS FOR RETURN) (#10310=SLOW/FEED,#10311=SPIND/START,#10312=SAFE/RPM) (NOTE: PROGRAM SETS FINAL RPM TO #10312 FOR SAFETY) #10310= 200. #10311=#10307 #10312=80. (XYZ PARK POSITIONS AT START OF WARM UP) (NOTE: CHANGE TO #5221-#5226, FOR G54 XYZABC) (#10324=#5221) (#10325=#5222) (#10326=#5223) (NOTE: CHANGE TO #5241-#5246, FOR G55 XYZABC) (#10324=#5241) (#10325=#5242) (#10326=#5243) #10321=-25. (X-START) #10322=-1. (Y-START) #10323=-4. (Z-START) #10324=-25. (X-PARK) #10325=-1. (Y-PARK) #10326=-4. (Z-PARK) (SAFETY LINES) G00 G17 G20 G40 G80 G90 G94 G98 G187 P1 E.04 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) (PARK THE MACHINE FOR INITIAL/FINAL POSITION) G01 G90 G53 Z#10321 F #10309 (FAST Z START) S#10312 M03 (SAFE SPINDLE AND DIRECTION) G01 G90 G53 X#10321 Y#10322 F #10309 (FAST XY START) N200 (QUICK SPINDLE WARM-UP) S222 M03 G04 P8. S333 M03 G04 P8. S345 M03 G04 P8. S444 M03 G04 P8. S555 M03 G04 P8. S678 M03 G04 P8. S777 M03 G04 P8. S888 M03 G04 P8. S999 M03 G04 P8. S1234 M03 G04 P8. S1800 M03 G04 P8. S3600 M03 G04 P8. S4444 M03 G04 P8. S5555 M03 G04 P8. S7777 M03 G04 P8. S8100 M03 G04 P8. N222 S8888 M03 G04 P8. S9999 M03 G04 P8. S10234 M03 G04 P4. S11111 M03 G04 P4. S11789 M03 G04 P4. S12000 M03 G04 P4. M05 G04 P4. S10000 M04 N233 G04 P4. S8000 M04 G04 P4. S6000 M04 G04 P4. S4000 M04 G04 P4. S2000 M04 G04 P4. S1000 M04 G04 P4. S500 M04 G04 P4. M05 G04 P4. S250 M03 G04 P4. M05 N300 (SAFETY LINES) G00 G17 G20 G40 G80 G90 G94 G98 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) (PARK THE MACHINE FOR INITIAL/FINAL POSITION) G01 G90 G53 Z#10323 F #10309 (FAST Z START) S#10312 M03 (SAFE SPINDLE AND DIRECTION) G01 G90 G53 X#10321 Y#10322 F #10309 (FAST XY START) N400 (STROKE XY, THEN Z) (NEGATIVE STROKE IS FAST) (HOME STROKE IS SLOW) (SET VAR AT START) #10311=#10307 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) WHILE[#11LT#10308]DO1 S#10311 M03 (START SPINDLE) G01 G90 G53 X#10304 Y#10305 F#10309 (FEED FAST TO XY -STROKE) G01 G90 G53 Z#10306 F#10309 (FEED FAST TO Z -STROKE) #10311=#10311+#10307 (INC SPEED) S#10311 M03 (START SPINDLE) G01 G90 G53 Z#10303 F#10310 (SLOW FEED TO Z HOME) G01 G90 G53 X#10301 Y#10302 F#10310 (SLOW FEED TO XY HOME) #10311=#10311+#10307 (INC SPEED) END1 (WE NOW RUN THE SAME STROKE CYCLE, WITH REVERSED FEEDS) (AND REVERSED SPINDLE DIRECTION) N500 (STROKE XY, THEN Z) (HOME STROKE IS FAST) (NEG STROKE IS SLOW) (SET VAR AT START) #10311=#10307 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) WHILE[#11LT#10308]DO1 S#10311 M04 (START SPINDLE) G01 G90 G53 X#10304 Y#10305 F#10310 (SLOW FAST TO XY -STROKE) G01 G90 G53 Z#10306 F#10310 (SLOW TO Z -STROKE) #10311=#10311+#10307 (INC SPEED) S#10311 M04 (START SPINDLE) G01 G90 G53 Z#10303 F#10309 (FAST FEED TO Z HOME) G01 G90 G53 X#10301 Y#10302 F#10309 (FAST FEED TO XY HOME) #10311=#10311+#10307 (INC SPEED) END1 N999 (PROGRAM END) G187 P1 E.04 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) G01 G90 G53 Z#10326 F#10309 (FAST Z PARK) S#10312 M03 (SAFE SPINDLE AND DIRECTION) G01 G90 G53 X#10324 Y#10325 F#10310 M05 (SLOW XY PARK) M19 (ORIENT SPINDLE) G187 M30 %
Hey Everyone, I was playing around with breaking in a new Haas VF-4SS, and made just a few modifications to the Spindle Warm-Up Program. To be clear, this isn't a "spindle break-in program"; it is used to "fully warm-up the machine", after it has been sitting for a while. This program should take anywhere from 10-30 minutes to run, depending on how you have the setup configured. I added a few features that I thought would be useful to 80% of users, out-of-the-box. Feel free to use, modify, or distribute this Macro; but use it at your own risk! Selway Machine Tool Company is not responsible for any damage that should occur as a result of you using this Macro. This Macro causes Machine Motion, which is the whole purpose of it, but that cause a collision on your machine, if you aren't careful. No Warranty is expressed, or implied, if you choose to use this code. ----------- Ok, legal disclaimer out of the way, what does the Macro do, and How do you use it? What it does This Macro Program is designed to be run in 3 phases: Positions to 'safe start' location, and warms up the spindle by commanding Forward and Reverse alternately, through the RPM range, up to about 6,000 RPM. Then it ramps up to 12,000 RPM, and then "ramps down in reverse" (M04). This is the "initial spindle warm-up". It takes about 3 minutes, 10 seconds to complete. The machine then moves to the "home position" (controlled by variables, and user-defined). This is in "Machine Coordinates", and No Tool-Length-Compensation is used, so be careful! Once at the "home position", we turn on the Spindle at the "start RPM". We then "stroke the machine" in XY, and then in -Z. At the bottom, we increase the spindle speed by the Spindle Increment (default is 500 rpm). The "stroke to the endpoint", is done at "high feed" (variable). The "return stroke" is done in reverse, at the "slow speed". At each point (Start/End), the RPM increases, until we hit the "max RPM". That RPM increment is what breaks the "WHILE/DO/END" Loop. After we have "fast stroked/slow returned", the process is reversed. The machine follows the same "positions and strokes", but goes "slow stroked / fast returned". Each of the "stroke cycles" takes about 6 minutes, on a VF-4SS, with 500 RPM as the "increment", 800 IPM as the "fast feed", and 200 IPM as the "slow feed". So, roughly 18 minutes to do a "full warm-up". But what does this get you? A fully warm, and lubricated spindle. A fully warm, and lubricated set of Linear Axes. At the end of the Macro, the program sets the "S" value to a "safe RPM". (Default 80 RPM) It also sets Spindle Direction to CW (M03), and orients the spindle at the end of the cycle. How do you use it? There are Machine Variables at the top of the Macro, which control the following: Make sure you load a Short and Balanced Tool Holder. Gauge Length should be kept to a minimum. (I used a 2.5" OAL Holder for this test.) #10301 through #10303, control the XYZ Home Position. Typically, all three are 0.0, however, on a machine where there is added travel "above the Z Zero Point", you could have something like #10303=4.0. #10304, #10305, and #10306 control the "XYZ Stroke Position". This is the "endpoint" in Machine Coordinates, of each Axis. WARNING: Make sure you adjust all three of these numbers, if your machine is not a VF-4!!! BE VERY CAREFUL WITH THE -Z STROKE! This Macro does not use Tool Length Compensation. We are driving the "gauge point" of the spindle, not the Tool Tip. At the end of the cycle, there is a "Park Position". This is #10324, #10325, and #10326. This is the final place where the machine stops after warming up. It is possible to change either the "XYZ Start" position, or the "XYZ Park Position" to use any of your Work Offsets. BUT BE CAREFUL! For example, consider if we set XY Park to #10324=#5221, and #10325=#5225, but set Z as follows: #10324=#10303. This would put us at G54 XY, but "Machine Zero" for the Z Position. Feel free to experiment and modify this Macro to suit your own needs, but I highly recommend the following: Run the program through in Graphics Mode 1st, before running it on the control. Turn down the Feed and Rapid Overrides, until the machine has cycled through a complete "stroke" of XYZ. The cycle is designed to -Go Home, -Stroke XY, -Stroke Z, -Return Z, -Return XY. Once you have completed a cycle, and you see the WHILE/DO Loop is "incrementing the Spindle Speed", you should be safe to set Rapid and Feed to 100%. Just remember you're still responsible for operating the machine safely. Make sure you check for clearance, and that all "Park, Stroke, Home, Feed, and Spindle values, are set appropriately for your machine. If you only have an 8,100 RPM Spindle: Remove from N222 - to - N233. (cut out of NC Program) Here you go: % O02222 (WARM-UP-SPINDLE-AND-XYZ-AXES) (MACRO DEVELOPED FOR NGC HAAS MACHINES) (BY SELWAY MACHINE TOOL COMPANY) (CREATED BY: COLIN GILCHRIST, SELWAY AE) (CREATED ON: 01/08/2020. 01:28 PM) (***********************************) (WARNING: YOU MUST CHECK FOR MACHINE CLEARANCE) (BEFORE RUNNING THIS PROGRAM) (THE PROGRAM IS DESIGNED TO "STROKE" THE MACHINE) (XY AXES, AND THE Z-AXIS, ON SEPARATE LINES) (VARIABLES ARE USED TO CONTROL EACH AXIS STROKE) (WE RECOMMEND STOPPING ABOUT .400 FROM THE STROKE LIMIT) (THE MACHINE STROKES IN "BOTH DIRECTIONS") (, WITH A COMBINATION OF RAPID AND FEED) (***********************************) (NOTE: FOR CLASSIC HAAS CONTROL:) ( YOU MUST CHANGE VARIABLE NUMBERS) ( #10300 = #500, #10301 = #501, ETC.) (***********************************) N100 (MAIN START BLOCK) (YOU MUST USE NEGATIVE XYZ POSITION VALUES!) (#10301=X-HOME,#10302=Y-HOME,#10303=Z-HOME) #10301=0. #10302=0. #10303=0. (#10304=X-STROKE,#10305=Y-STROKE,#10306=Z-STROKE) #10304=-49.5 #10305=-19.5 #10306=-24. (#10307=SPIND/INC,#10308=SPIND/MAX,#10309=FEED/MAX) #10307=500. #10308=12000. #10309=800. (VARS FOR RETURN) (#10310=SLOW/FEED,#10311=SPIND/START,#10312=SAFE/RPM) (NOTE: PROGRAM SETS FINAL RPM TO #10312 FOR SAFETY) #10310= 200. #10311=#10307 #10312=80. (XYZ PARK POSITIONS AT START OF WARM UP) (NOTE: CHANGE TO #5221-#5226, FOR G54 XYZABC) (#10324=#5221) (#10325=#5222) (#10326=#5223) (NOTE: CHANGE TO #5241-#5246, FOR G55 XYZABC) (#10324=#5241) (#10325=#5242) (#10326=#5243) #10321=-25. (X-START) #10322=-1. (Y-START) #10323=-4. (Z-START) #10324=-25. (X-PARK) #10325=-1. (Y-PARK) #10326=-4. (Z-PARK) (SAFETY LINES) G00 G17 G20 G40 G80 G90 G94 G98 G187 P1 E.04 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) (PARK THE MACHINE FOR INITIAL/FINAL POSITION) G01 G90 G53 Z#10321 F #10309 (FAST Z START) S#10312 M03 (SAFE SPINDLE AND DIRECTION) G01 G90 G53 X#10321 Y#10322 F #10309 (FAST XY START) N200 (QUICK SPINDLE WARM-UP) S222 M03 G04 P8. S333 M03 G04 P8. S345 M03 G04 P8. S444 M03 G04 P8. S555 M03 G04 P8. S678 M03 G04 P8. S777 M03 G04 P8. S888 M03 G04 P8. S999 M03 G04 P8. S1234 M03 G04 P8. S1800 M03 G04 P8. S3600 M03 G04 P8. S4444 M03 G04 P8. S5555 M03 G04 P8. S7777 M03 G04 P8. S8100 M03 G04 P8. N222 S8888 M03 G04 P8. S9999 M03 G04 P8. S10234 M03 G04 P4. S11111 M03 G04 P4. S11789 M03 G04 P4. S12000 M03 G04 P4. M05 G04 P4. S10000 M04 N233 G04 P4. S8000 M04 G04 P4. S6000 M04 G04 P4. S4000 M04 G04 P4. S2000 M04 G04 P4. S1000 M04 G04 P4. S500 M04 G04 P4. M05 G04 P4. S250 M03 G04 P4. M05 N300 (SAFETY LINES) G00 G17 G20 G40 G80 G90 G94 G98 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) (PARK THE MACHINE FOR INITIAL/FINAL POSITION) G01 G90 G53 Z#10323 F #10309 (FAST Z START) S#10312 M03 (SAFE SPINDLE AND DIRECTION) G01 G90 G53 X#10321 Y#10322 F #10309 (FAST XY START) N400 (STROKE XY, THEN Z) (NEGATIVE STROKE IS FAST) (HOME STROKE IS SLOW) (SET VAR AT START) #10311=#10307 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) WHILE[#11LT#10308]DO1 S#10311 M03 (START SPINDLE) G01 G90 G53 X#10304 Y#10305 F#10309 (FEED FAST TO XY -STROKE) G01 G90 G53 Z#10306 F#10309 (FEED FAST TO Z -STROKE) #10311=#10311+#10307 (INC SPEED) S#10311 M03 (START SPINDLE) G01 G90 G53 Z#10303 F#10310 (SLOW FEED TO Z HOME) G01 G90 G53 X#10301 Y#10302 F#10310 (SLOW FEED TO XY HOME) #10311=#10311+#10307 (INC SPEED) END1 (WE NOW RUN THE SAME STROKE CYCLE, WITH REVERSED FEEDS) (AND REVERSED SPINDLE DIRECTION) N500 (STROKE XY, THEN Z) (HOME STROKE IS FAST) (NEG STROKE IS SLOW) (SET VAR AT START) #10311=#10307 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) WHILE[#11LT#10308]DO1 S#10311 M04 (START SPINDLE) G01 G90 G53 X#10304 Y#10305 F#10310 (SLOW FAST TO XY -STROKE) G01 G90 G53 Z#10306 F#10310 (SLOW TO Z -STROKE) #10311=#10311+#10307 (INC SPEED) S#10311 M04 (START SPINDLE) G01 G90 G53 Z#10303 F#10309 (FAST FEED TO Z HOME) G01 G90 G53 X#10301 Y#10302 F#10309 (FAST FEED TO XY HOME) #10311=#10311+#10307 (INC SPEED) END1 N999 (PROGRAM END) G187 P1 E.04 G00 G90 G53 G49 Z#10303 (1ST - CLEAR Z, CANCEL TLO) G00 G90 G53 X#10301 Y#10302 (GO XY HOME) G01 G90 G53 Z#10326 F#10309 (FAST Z PARK) S#10312 M03 (SAFE SPINDLE AND DIRECTION) G01 G90 G53 X#10324 Y#10325 F#10310 M05 (SLOW XY PARK) M19 (ORIENT SPINDLE) G187 M30 % -
 Hello all, I am trying to add macro variables into my Haas post for my Next Gen controller. What I'm trying to add is the macro variables tied to the "tool type", "approximate length", approximate diameter", "edge height measure", and "probe type". I have been modifying the MPfan post. I will try to do my best explaining all the things I have done so far, as I believe I'm getting close... Starting with my pwrttparam$ section of my post, added the following code: if prmcode$ = 20007, my_holder_length = rparsngl(sparameter$, 13) #Define holder overall length if prmcode$ = 20007, my_holder_projection = rparsngl(sparameter$, 12) #Define tool projection if prmcode$ = 20004, my_tool_diameter = rparsngl(sparameter$, 5) #Define tool diameter if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) #Define tool type The italics are my custom variables That I defined a the beginning of my post. Here is what these look like: my_holder_length : 0 #Define holder overall length my_holder_projection : 0 #Define tool projection my_tool_diameter : 0 #Define tool diameter my_tool_type : 0 #Define tool type my_probe_type : 0 #Define probe type my_tool_type_set : 0 #Define if tool type is set my_edge_height : 0 #Define edge measure height And here is my formatting i made for how I want it to post out: fmt "#5180_ = " 2 my_total_holder #Custom note format my_total_holder = my_holder_length + my_holder_projection #Custom note combination fmt "#5000_ = " 4 my_tool_type #Custom note format B fmt "#5200_ = " 3 my_tool_diameter #Custom note format D fmt "#5260_ = " 4 my_probe_type #Custom note format C fmt "#5220_ = " 2 my_edge_height #Custom note format K The underscore is where I would have to manually change the underscore for the proper tool number. For example, for tool one, the correct macro variable for "tool type" would be #50001. Now having to change the underscore myself isn't my biggest concern, although if anyone has ideas on how they can be sequential per tool that would be really cool! This will make more sense later when I show my post. Next is the changes I made to my ptooltable. [if my_tool_type_set < 1,] [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 2, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 3, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 4, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 5, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 6, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 7, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 8, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 9, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 10, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 11, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 12, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 13, my_tool_type = 3, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 14, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 15, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 16, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 17, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 18, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 19, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] my_tool_diameter, e$ my_total_holder, e$ [if my_tool_type = 1, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 2, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 3, my_probe_type = 1, my_probe_type, e$] [if my_tool_type = 4, my_probe_type = 3, my_probe_type, e$] [if my_tool_type = 5, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 6, my_probe_type = 3, my_probe_type, e$] [if my_probe_type = 3, my_edge_height = 0.05, my_edge_height, e$] [if my_edge_height = 0, my_edge_height, e$] my_tool_type = 0 #Reset tool type my_probe_type = 0 #Reset probe type my_edge_height = 0 #Reset edge height my_tool_type_set = 0. #Reset tool type set The first section is my way of taking the information pulled from this: (if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) ) and convert it into the numbers used in the haas control. I know its messy but it kinda works.. Anyways, here's what my post looks like with 7 different tools being used. ( T1 | .250 X 2.125RCH SQ 3FL ALUMINUM C5 | H1 ) #5000_ = 4 #5200_ = .25 #5180_ = 6.0222 #5260_ = 3 #5220_ = .05 ( T2 | .062 X .312RCH BALL 3FL | H2 ) #5000_ = 6 #5200_ = .062 #5180_ = 3.391 ( T3 | .040 X .400RCH BALL 3FL | H3 ) #5200_ = .04 ( T4 | .250 90DEG SPOT DRILL | H4 ) #5000_ = 5 #5000_ = 2 #5200_ = .25 #5180_ = 3.1517 #5260_ = 2 #5220_ = 0. ( T5 | 1.6MM DRILL | H5 ) #5000_ = 1 #5200_ = .063 #5180_ = 2.6875 ( T6 | M2 X 0.4 TAP | H6 ) #5000_ = 2 #5200_ = .0787 #5180_ = 2.75 ( T7 | .031 X .156RCH SQ 3FL | H7 ) #5000_ = 4 #5200_ = .031 #5180_ = 3.141 #5260_ = 3 #5220_ = .05 M0 T1 and T7 post perfect, but the other ones all have problems. This is where I'm stuck. I'm new to this whole post editing thing, so any knowledge and help you can give would be amazing.
Hello all, I am trying to add macro variables into my Haas post for my Next Gen controller. What I'm trying to add is the macro variables tied to the "tool type", "approximate length", approximate diameter", "edge height measure", and "probe type". I have been modifying the MPfan post. I will try to do my best explaining all the things I have done so far, as I believe I'm getting close... Starting with my pwrttparam$ section of my post, added the following code: if prmcode$ = 20007, my_holder_length = rparsngl(sparameter$, 13) #Define holder overall length if prmcode$ = 20007, my_holder_projection = rparsngl(sparameter$, 12) #Define tool projection if prmcode$ = 20004, my_tool_diameter = rparsngl(sparameter$, 5) #Define tool diameter if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) #Define tool type The italics are my custom variables That I defined a the beginning of my post. Here is what these look like: my_holder_length : 0 #Define holder overall length my_holder_projection : 0 #Define tool projection my_tool_diameter : 0 #Define tool diameter my_tool_type : 0 #Define tool type my_probe_type : 0 #Define probe type my_tool_type_set : 0 #Define if tool type is set my_edge_height : 0 #Define edge measure height And here is my formatting i made for how I want it to post out: fmt "#5180_ = " 2 my_total_holder #Custom note format my_total_holder = my_holder_length + my_holder_projection #Custom note combination fmt "#5000_ = " 4 my_tool_type #Custom note format B fmt "#5200_ = " 3 my_tool_diameter #Custom note format D fmt "#5260_ = " 4 my_probe_type #Custom note format C fmt "#5220_ = " 2 my_edge_height #Custom note format K The underscore is where I would have to manually change the underscore for the proper tool number. For example, for tool one, the correct macro variable for "tool type" would be #50001. Now having to change the underscore myself isn't my biggest concern, although if anyone has ideas on how they can be sequential per tool that would be really cool! This will make more sense later when I show my post. Next is the changes I made to my ptooltable. [if my_tool_type_set < 1,] [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 2, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 3, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 4, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 5, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 6, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 7, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 8, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 9, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 10, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 11, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 12, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 13, my_tool_type = 3, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 14, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 15, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 16, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 17, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 18, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 19, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] my_tool_diameter, e$ my_total_holder, e$ [if my_tool_type = 1, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 2, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 3, my_probe_type = 1, my_probe_type, e$] [if my_tool_type = 4, my_probe_type = 3, my_probe_type, e$] [if my_tool_type = 5, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 6, my_probe_type = 3, my_probe_type, e$] [if my_probe_type = 3, my_edge_height = 0.05, my_edge_height, e$] [if my_edge_height = 0, my_edge_height, e$] my_tool_type = 0 #Reset tool type my_probe_type = 0 #Reset probe type my_edge_height = 0 #Reset edge height my_tool_type_set = 0. #Reset tool type set The first section is my way of taking the information pulled from this: (if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) ) and convert it into the numbers used in the haas control. I know its messy but it kinda works.. Anyways, here's what my post looks like with 7 different tools being used. ( T1 | .250 X 2.125RCH SQ 3FL ALUMINUM C5 | H1 ) #5000_ = 4 #5200_ = .25 #5180_ = 6.0222 #5260_ = 3 #5220_ = .05 ( T2 | .062 X .312RCH BALL 3FL | H2 ) #5000_ = 6 #5200_ = .062 #5180_ = 3.391 ( T3 | .040 X .400RCH BALL 3FL | H3 ) #5200_ = .04 ( T4 | .250 90DEG SPOT DRILL | H4 ) #5000_ = 5 #5000_ = 2 #5200_ = .25 #5180_ = 3.1517 #5260_ = 2 #5220_ = 0. ( T5 | 1.6MM DRILL | H5 ) #5000_ = 1 #5200_ = .063 #5180_ = 2.6875 ( T6 | M2 X 0.4 TAP | H6 ) #5000_ = 2 #5200_ = .0787 #5180_ = 2.75 ( T7 | .031 X .156RCH SQ 3FL | H7 ) #5000_ = 4 #5200_ = .031 #5180_ = 3.141 #5260_ = 3 #5220_ = .05 M0 T1 and T7 post perfect, but the other ones all have problems. This is where I'm stuck. I'm new to this whole post editing thing, so any knowledge and help you can give would be amazing. -
New spindle put in 70 days ago. Yesterday it started screaming about noon. 10000 RPM got real loud. TSC couldnt keep the spindle cool enough so even the tool change was LOUD. Haas was called, be in today or Monday. Spindle # 5 comming up! VM-3 2010 version. By the way. It's on Hass nickle. 90 day warranty applies. We take care of this machine, but it breaks down way to often. Hows a Doosan hold up?
-
 Hi guys My name is Glen, I am new at emastercam and new to cnc lathe machines. i just have a question regarding tapping with live tooling( radial). I can back plot it and everything seems fine but when i post it machine error NO SPINDLE SPEED. This is the G codes for the drilling and tapping, i only have problem with tapping. thanks in advance
Hi guys My name is Glen, I am new at emastercam and new to cnc lathe machines. i just have a question regarding tapping with live tooling( radial). I can back plot it and everything seems fine but when i post it machine error NO SPINDLE SPEED. This is the G codes for the drilling and tapping, i only have problem with tapping. thanks in advance
-
Hi guys My name is Glen, I am new at emastercam and new to cnc lathe machines. i just have a question regarding tapping with live tooling( radial). I can back plot it and everything seems fine but when i post it machine error NO SPINDLE SPEED. This is the G codes for the drilling and tapping, i only have problem with tapping. thanks in advance
-
Hey all, I am hooking up an aftermarket 4th axis to my HAAS VF-0 Mill and use Mastercam to program it. What Im missing is how does, or where does Mastercam have a "BUTTON" to initiate the rotation? I have MC2018.
-
 Hi, We have Renishaw probe subprograms installed on our HAAS machine and they all call out P9000 codes, and when we post from Mastercam/Renishaw ProductivityPlus we are getting P2000 codes. The Machine gives us a Alarm 314. I changed the programs into the 9000 range but it still gives us a P9109A1 which also gives us the Alarm 314. Does anyone have a solution to this problem? Testing REV2..NC
Hi, We have Renishaw probe subprograms installed on our HAAS machine and they all call out P9000 codes, and when we post from Mastercam/Renishaw ProductivityPlus we are getting P2000 codes. The Machine gives us a Alarm 314. I changed the programs into the 9000 range but it still gives us a P9109A1 which also gives us the Alarm 314. Does anyone have a solution to this problem? Testing REV2..NC -
Hello. Im running out of ideas so i decided i would ask on this forum about my "experiance". Recently we've come across an interesting chamfer feature after trying to chamfer the other side of the part (2nd operation)...and its repeating on every part. The chamfer is missaligned . I dont even know how to explain it... lets say im trying to chamfer a square and a hole 0.5mm equally. When i do it on the first operation that works perfectlly fine but after the second operation( when you turn the part around for the facing and chamfering the other side) the chamfer is wrong to say the least . The chamfer is ...well...like it would be offseted or something and the direction excludes the operators mistake/inacuracy of positioning. for example it would be -1.5 in +y direction(biger champfer on north side of square) and none existent in -y direction on the outside conture(square) and completly opposite on the inside(hole) , -1.5 in -y direction(biger chamfer on south side of the hole). Im using mastercam x9 to program and haas vm3 is the machine. Tool is D=8 carbide chamfer mill and up until a week or so ago...everything was how it was suppose to be. The programed code is excatlly the same as it was the tool was replaced but there shouldnt be a difference. The anomaly just makes no logic to me. Perfect chamfer on first operation and this ...abomination on second. Can anyone shed some light on me ?
-
I'm new to code but not mastercam and need to know how to get my engraving code to work on an old haas vf-2. I really don't know what I'm doing here and need this code changed or explained to me so I know why it's not working. The error is "invalid gcode" and here's the code: % O0105 (AR15 ENGRAVING) (DATE=DD-MM-YY - 13-03-18 TIME=HH:MM - 14:35) (MCX FILE - D:\CAMPBELL ARMS\AR15\LOWER RECEIVER PART 1 CORRECT 2.MCAM) (NC FILE - E:\FOLDER4\SEND.TXT) (MATERIAL - ALUMINUM INCH - 7075) (T17|0.25 ENGRAVING BIT|H17|D17|TOOL DIA. - .25) N100 G20 N110 G0 G17 G40 G49 G80 G90 N120 T17 M6 N130 G0 G90 G54 X.568 Y-1.545 S6112 M3 N140 G43 H17 Z1.3505 N150 M8 N160 G47 P0 (CAM-00####) X2 Y2 I90 J0.5 R0.1 Z-0.001 F30 E10 N170 G0 Z1.3505 N180 M5 N190 G91 G28 Z0. M9 N200 G28 Y0. N210 M30 % The machine stops at N160 G47 for the invalid gcode pop up. I appreciate any help I can get on this!
-
 Hi everyone, I had a Haas tech in the other day working in my VF 5 fixing an acceleration issue on the Y and X axes of the machine. He was able to solve it completely but for some reason the pocket return speed and delay are way longer than what they were. I'm just asking if anyone knows the parameter #'s that control this as the Haas tech is on assignment elsewhere for the next few weeks. Thanks, -Adam
Hi everyone, I had a Haas tech in the other day working in my VF 5 fixing an acceleration issue on the Y and X axes of the machine. He was able to solve it completely but for some reason the pocket return speed and delay are way longer than what they were. I'm just asking if anyone knows the parameter #'s that control this as the Haas tech is on assignment elsewhere for the next few weeks. Thanks, -Adam -
Hi All, Awaiting Delivery of our Haas UMC-750 and speaking to our Local Mastercam Rep, I was told that there are 3 different posts that they sell for this machine. They asked if I wanted the CNC Software version, the In-House version or the Postology version. Can those who are currently using these weigh in and share any specifics you like , love or hate about any of the 3 as well as any known limitations, bugs or special features? I would love to know your experience with them before making a decision. If by some strange circumstance, one of you happens to own all 3 of them concurrently and can objectively compare them to each other (I know I am dreaming), I will buy us a pitcher of beer for the opportunity to pick your brain!
-
Hi, I'm a newbie at using G68, so having some issues. i have a square casting that has a round boss on the bottom, i have to hold the round boss and machine the square. i want to use G68 to make sure I'm machining square but also need to set the G54 in the middle of the square casting not of the round boss. i have written what i thought would work but I'm having issues with where the controller stores the macro angular change. I have tried using a G54 for the datum and G55 for just the angle but they store in the same place and keep over writing. % O0 (SQUARE PILOT) (T25|6MM PROBE|H25) (T6|10 MAPAL|H6) (T10|16. AZSTAR BALL ENDMILL|H10) G21 G00 G17 G40 G49 G80 G90 (PROBE) T25 M06 (move from centre) G00 G90 G54 X-46. Y-46. G43 H25 Z20. Z10. G01 Z5. F1000. G01 Z-20. F1000. (corner probe) G00 G90 G65 P9023 A15. I50. J50. B1. S54. G00 Z50. G91 G28 Z0. G00 G90 G54 X37.5 Y37.5 G43 H25 Z20. G00 Z10. G01 Z5. F1000. (centre probe) G00 G90 G65 P9023 A16. X75. Y75. Z-20. S54. G00 Z50. M05 G91 G28 Z0. M01 G21 G0 G17 G40 G49 G80 G90 (10mm MAPAL VH) T6 M6 G0 G90 G54 X-39.105 Y-45.617 S4800 M3 G43 H6 Z50. T10 M8 (READ G68 R#189) G68 X0 Y0 R#189 Z5. G1 Z-7. F1000. X-40.214 Y-42.636 F1100.
-
Ok so now I feel dumb. I am trying to program a Haas DT30 with a TRT100 5 axis rotary. I have a simple facing toolpath which doesn't require any rotation. Planes are set correct. When I post code it is creating a 5 axis tool path. Now I can select the generic fanuc post and it posts out fine. I have narrowed it down to the post and I can not for the life of me figure out why it is doing this. Anyone have this issue? All other tool paths seem fine except for the facing.
-
I am going to run a new job in my lathe and come to find out that the ATP is not functioning properly. When I drop the probe arm to touch off my tools it falls too far and all of my tools shoot clear over the probe. I have lifted the arm by hand and can feel that there is a location where it feels as though the arm is supposed to stop and rest in but it falls past that spot. Has anyone had this problem before and if so what was the solution? I am trying to avoid having to call a service tech. I could touch my tools off manually, but I get mad when things I pay for don't function properly. Thanks guys. Any help is appreciated.
-
I was told last Thursday we are buying 2 new machines so we can pull in the major outside work. 2 Haas VM-5SS were budgeted.These are loaded including the new scrap conveyers. I was never asked about tthe buy, but was told I was to be involved in the selection. Didnt happen. I program, run and do the light maintaince on out VM-3 asd SL-10. So long story short, we can look at other machines. We need 2 x 50" min in "X" travel. Looked at Mori. I could get one for the price of 2 Haas. OUch ! Looked at Hardige( Bridgeport is what the mill machines are called now) Same price as Haas. Dont know how good they are. Doosan ? I havent called yet. but will in a bit. How good are the mills? I see a OM control. VM6500 is close. Any Idea guys. This is going to happen real fast. (Well ok, its the midwest) I see machines on the floor in January. Machineguy. By the way, I dont know if the Haas VM-5SS can run hard 2 shifts, 5 days a week and stay running. Tolerance is +/- .002. Im concerned about mismatch on the long runs from cold to hot. We are air conditioned here.
-
Comrades, I have been searching for machining and manufacturing industry-related wall posters to hang in our programming room. Believe or not, I have been have trouble doing so. I called Hass, Mori seki and Cimtech. Those company's said they would look into it; that has been weeks ago. By posters I mean mastercam and machine tool company advertisements types. I can make my own, but there is nothing like the industry posters grew up with. Does anyone know where I can find some posters or wall decals? Thank you, John B