Search the Community
Showing results for tags 'help'.
-
Can anyone tell me how to convert rapid moves to a set feed rate using mastercam18? i have 5000 lines of code and for whatever my reason my lathe wont accept it with rapid moves. when i convert the first couple rapid moves to feed it runs fine. the code is good, machine doesnt alarm out, it just sits there when it gets to the first rapid move. i included the code. the last line is when it just sits there doing nothing. but will orientate initially just fine O0000(TEST) (DATE-01-08-22 10:20 AM) G20 (TOOL-9OFFSET-9) ( 1/16 BALL ENDMILL) (DOOSAN C-AXIS LATHE) G54 N9 T0909 G98 M23 M90 G0 C103.638 (has no problem with initial orientation) M88 G0 X5.2 Z-.4242 M8 G97 S2500 M51 X4.9 G1 X4.6933 F1. X4.6923 Z-.3935 C102.87 F139.71 C108.321 F195.37 X4.6913 Z-.3628 C108.325 F1. X4.9 F50. G0 X5.2 Z-.3935 C108.321 (this is where it sits there, if i change it to a G01 with a feed it does fine)
-
 Hello everyone, I'm new to okuma programming and so far only know Heidenhain. (measuring was standard here and much easier) Is it possible to write a macro on my horizontal machine that measures / calculates the angle between two points in x and then rotates this value in the program so that I have "aligned" the workpiece? Okuma MA 600 hii with renishaw. maybe someone has such a macro? Many thanks in advance Regards Philipp
Hello everyone, I'm new to okuma programming and so far only know Heidenhain. (measuring was standard here and much easier) Is it possible to write a macro on my horizontal machine that measures / calculates the angle between two points in x and then rotates this value in the program so that I have "aligned" the workpiece? Okuma MA 600 hii with renishaw. maybe someone has such a macro? Many thanks in advance Regards Philipp -
Hello all, I am new to mastercam and have made custom tools on solidworks and am trying to import them into mastercam but am running into some issues. When I import the part into the custom import field as a step file the part looks nothing like it does when I open it in mastercam or solidworks. The tools I use are custom tooling special made so there are no files I can just download. Any help would be appreciated. What I made ---> What mastercam produced---> Thank you
-
I'm sure this has been brought up a few thousand times, but I just need to remove the A0 from the g-code so I don't need to edit it. Thank you for your help. N100 G20 N110 G0 G17 G40 G49 G80 G90 N120 T215 M6 N130 G0 G90 G54 X0. Y0. A0. S305 M3 N140 G43 H215 Z2. N150 G98 G84 Z-.525 R.1 F33.9556 N160 G80 N170 M5 N180 G91 G28 Z0. N190 G28 X0. Y0. A0. N200 M30
-
Hello. I would like to rough this pocket by ramping all the way down, in multiple stepovers, with a high feed face mill. I cant figure out which feature to use, I am using Mastercam 2021 2D/3D. Thank you! Andreas F Validate
-
So I have this 2019 mastercam file that will no longer open. I have tried on two different computers, mastercam just crashes right away. The file size is 150mbs, and doesn't seems too large for the computer. The debugg log is outputting "Matrix33::IsValid() - Invalid matrix - MatrixError::LeftHand". I need this file to open, my machine is down waiting for this to be resolved.

-
Hi there, We are an aerospace shop and we are considering Verisurf for our inspection department metrology equipment. Curious if anyone on here has used it in the past or is currently using it and what do you think of it. Did it truly help the way you were hoping? We currently have one lead inspector who uses PC-Dmis and if he ever leaves we are screwed. From what I have seen in videos and what i have played with in the free version it is super super intuitive. Plus, it sits in the Mastercam Platform making transitions easier. It is a little spendy but if a machine sits for an hour or more at a time waiting on a first article then it won't take long to see returns. Thanks for the info!
-
Hey all, This is my first post here. I'll skip pleasantries and get right to what I need help with. So far I have learned a ton from this forum, a really great group of people with a ton of knowledge. At our shop we have an M560 Mill and we want to start running some 5axis or at least 3+2. We went out and picked up a Tsudakoma TWA-160 Trunnion. The way we have it set in the machine is on the +X far side of the table with the actual body running in Y if that makes sense. Basically The table would tip down towards -X. I cannot seem to find anything on finding the center of rotation for a Trunnion that goes +30 -110. Would you "Trust" the manufactures claim that it's 55mm below the top of the table (minus Subplate) or how do you find that out. I have quite a few years of 3 axis and 4 axis lathe (machining and programming) experience, but this has me a little stumped. If you could help even just point me in the right direction to find the information on my own, I'd greatly appreciate it.
-
 Can anyone help with this error? This came up creating a new 3d turning tool in the manager. Whenever I try to load my step file or even use a solid created within Mastercam for the insert or holder, I get this parasolid error 922. It doesn't matter what body/complexity I try to use. I've tried restarting my computer, reinstalling Mastercam, and used the check solid feature on the tool bodies, which returned the bodies were okay. Thanks in advance.
Can anyone help with this error? This came up creating a new 3d turning tool in the manager. Whenever I try to load my step file or even use a solid created within Mastercam for the insert or holder, I get this parasolid error 922. It doesn't matter what body/complexity I try to use. I've tried restarting my computer, reinstalling Mastercam, and used the check solid feature on the tool bodies, which returned the bodies were okay. Thanks in advance. -
 Hello all, I am trying to add macro variables into my Haas post for my Next Gen controller. What I'm trying to add is the macro variables tied to the "tool type", "approximate length", approximate diameter", "edge height measure", and "probe type". I have been modifying the MPfan post. I will try to do my best explaining all the things I have done so far, as I believe I'm getting close... Starting with my pwrttparam$ section of my post, added the following code: if prmcode$ = 20007, my_holder_length = rparsngl(sparameter$, 13) #Define holder overall length if prmcode$ = 20007, my_holder_projection = rparsngl(sparameter$, 12) #Define tool projection if prmcode$ = 20004, my_tool_diameter = rparsngl(sparameter$, 5) #Define tool diameter if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) #Define tool type The italics are my custom variables That I defined a the beginning of my post. Here is what these look like: my_holder_length : 0 #Define holder overall length my_holder_projection : 0 #Define tool projection my_tool_diameter : 0 #Define tool diameter my_tool_type : 0 #Define tool type my_probe_type : 0 #Define probe type my_tool_type_set : 0 #Define if tool type is set my_edge_height : 0 #Define edge measure height And here is my formatting i made for how I want it to post out: fmt "#5180_ = " 2 my_total_holder #Custom note format my_total_holder = my_holder_length + my_holder_projection #Custom note combination fmt "#5000_ = " 4 my_tool_type #Custom note format B fmt "#5200_ = " 3 my_tool_diameter #Custom note format D fmt "#5260_ = " 4 my_probe_type #Custom note format C fmt "#5220_ = " 2 my_edge_height #Custom note format K The underscore is where I would have to manually change the underscore for the proper tool number. For example, for tool one, the correct macro variable for "tool type" would be #50001. Now having to change the underscore myself isn't my biggest concern, although if anyone has ideas on how they can be sequential per tool that would be really cool! This will make more sense later when I show my post. Next is the changes I made to my ptooltable. [if my_tool_type_set < 1,] [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 2, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 3, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 4, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 5, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 6, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 7, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 8, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 9, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 10, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 11, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 12, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 13, my_tool_type = 3, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 14, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 15, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 16, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 17, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 18, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 19, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] my_tool_diameter, e$ my_total_holder, e$ [if my_tool_type = 1, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 2, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 3, my_probe_type = 1, my_probe_type, e$] [if my_tool_type = 4, my_probe_type = 3, my_probe_type, e$] [if my_tool_type = 5, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 6, my_probe_type = 3, my_probe_type, e$] [if my_probe_type = 3, my_edge_height = 0.05, my_edge_height, e$] [if my_edge_height = 0, my_edge_height, e$] my_tool_type = 0 #Reset tool type my_probe_type = 0 #Reset probe type my_edge_height = 0 #Reset edge height my_tool_type_set = 0. #Reset tool type set The first section is my way of taking the information pulled from this: (if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) ) and convert it into the numbers used in the haas control. I know its messy but it kinda works.. Anyways, here's what my post looks like with 7 different tools being used. ( T1 | .250 X 2.125RCH SQ 3FL ALUMINUM C5 | H1 ) #5000_ = 4 #5200_ = .25 #5180_ = 6.0222 #5260_ = 3 #5220_ = .05 ( T2 | .062 X .312RCH BALL 3FL | H2 ) #5000_ = 6 #5200_ = .062 #5180_ = 3.391 ( T3 | .040 X .400RCH BALL 3FL | H3 ) #5200_ = .04 ( T4 | .250 90DEG SPOT DRILL | H4 ) #5000_ = 5 #5000_ = 2 #5200_ = .25 #5180_ = 3.1517 #5260_ = 2 #5220_ = 0. ( T5 | 1.6MM DRILL | H5 ) #5000_ = 1 #5200_ = .063 #5180_ = 2.6875 ( T6 | M2 X 0.4 TAP | H6 ) #5000_ = 2 #5200_ = .0787 #5180_ = 2.75 ( T7 | .031 X .156RCH SQ 3FL | H7 ) #5000_ = 4 #5200_ = .031 #5180_ = 3.141 #5260_ = 3 #5220_ = .05 M0 T1 and T7 post perfect, but the other ones all have problems. This is where I'm stuck. I'm new to this whole post editing thing, so any knowledge and help you can give would be amazing.
Hello all, I am trying to add macro variables into my Haas post for my Next Gen controller. What I'm trying to add is the macro variables tied to the "tool type", "approximate length", approximate diameter", "edge height measure", and "probe type". I have been modifying the MPfan post. I will try to do my best explaining all the things I have done so far, as I believe I'm getting close... Starting with my pwrttparam$ section of my post, added the following code: if prmcode$ = 20007, my_holder_length = rparsngl(sparameter$, 13) #Define holder overall length if prmcode$ = 20007, my_holder_projection = rparsngl(sparameter$, 12) #Define tool projection if prmcode$ = 20004, my_tool_diameter = rparsngl(sparameter$, 5) #Define tool diameter if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) #Define tool type The italics are my custom variables That I defined a the beginning of my post. Here is what these look like: my_holder_length : 0 #Define holder overall length my_holder_projection : 0 #Define tool projection my_tool_diameter : 0 #Define tool diameter my_tool_type : 0 #Define tool type my_probe_type : 0 #Define probe type my_tool_type_set : 0 #Define if tool type is set my_edge_height : 0 #Define edge measure height And here is my formatting i made for how I want it to post out: fmt "#5180_ = " 2 my_total_holder #Custom note format my_total_holder = my_holder_length + my_holder_projection #Custom note combination fmt "#5000_ = " 4 my_tool_type #Custom note format B fmt "#5200_ = " 3 my_tool_diameter #Custom note format D fmt "#5260_ = " 4 my_probe_type #Custom note format C fmt "#5220_ = " 2 my_edge_height #Custom note format K The underscore is where I would have to manually change the underscore for the proper tool number. For example, for tool one, the correct macro variable for "tool type" would be #50001. Now having to change the underscore myself isn't my biggest concern, although if anyone has ideas on how they can be sequential per tool that would be really cool! This will make more sense later when I show my post. Next is the changes I made to my ptooltable. [if my_tool_type_set < 1,] [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 2, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 3, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 4, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 5, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 6, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 7, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 8, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 9, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 10, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 11, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 12, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 13, my_tool_type = 3, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 14, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 15, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 16, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 17, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 18, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 19, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] my_tool_diameter, e$ my_total_holder, e$ [if my_tool_type = 1, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 2, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 3, my_probe_type = 1, my_probe_type, e$] [if my_tool_type = 4, my_probe_type = 3, my_probe_type, e$] [if my_tool_type = 5, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 6, my_probe_type = 3, my_probe_type, e$] [if my_probe_type = 3, my_edge_height = 0.05, my_edge_height, e$] [if my_edge_height = 0, my_edge_height, e$] my_tool_type = 0 #Reset tool type my_probe_type = 0 #Reset probe type my_edge_height = 0 #Reset edge height my_tool_type_set = 0. #Reset tool type set The first section is my way of taking the information pulled from this: (if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) ) and convert it into the numbers used in the haas control. I know its messy but it kinda works.. Anyways, here's what my post looks like with 7 different tools being used. ( T1 | .250 X 2.125RCH SQ 3FL ALUMINUM C5 | H1 ) #5000_ = 4 #5200_ = .25 #5180_ = 6.0222 #5260_ = 3 #5220_ = .05 ( T2 | .062 X .312RCH BALL 3FL | H2 ) #5000_ = 6 #5200_ = .062 #5180_ = 3.391 ( T3 | .040 X .400RCH BALL 3FL | H3 ) #5200_ = .04 ( T4 | .250 90DEG SPOT DRILL | H4 ) #5000_ = 5 #5000_ = 2 #5200_ = .25 #5180_ = 3.1517 #5260_ = 2 #5220_ = 0. ( T5 | 1.6MM DRILL | H5 ) #5000_ = 1 #5200_ = .063 #5180_ = 2.6875 ( T6 | M2 X 0.4 TAP | H6 ) #5000_ = 2 #5200_ = .0787 #5180_ = 2.75 ( T7 | .031 X .156RCH SQ 3FL | H7 ) #5000_ = 4 #5200_ = .031 #5180_ = 3.141 #5260_ = 3 #5220_ = .05 M0 T1 and T7 post perfect, but the other ones all have problems. This is where I'm stuck. I'm new to this whole post editing thing, so any knowledge and help you can give would be amazing. -
Hello, I am looking for a way to rough out stock in an undercut situation using multi axis but also using stock recognition. Attached is the simplified MC file that I am working on. This is going to be run on an Integrex i300. When the file gets opened you can see the real part that I need to make on "level 1". "level 2" has the model I need (+.01" everywhere) prior to finish turning the inside. I've been messing around with this for some time now and I've gotten close as you can see in the toolpaths and stock "model 2" but i want to believe there is a much better way to do this. I am afraid of tool burial approaching the way i have it programmed now. "Stock Model 1", on level 3, is roughly what the stock will look like before I start cutting the undercut. Straight walls all the way to the bottom on the part. I scaled down the part to do some test cuts on aluminum first so that's why levels 3998-4001 have smaller geometry. The real part is copper so that's why I am milling and not turning. Is there a way to use multi axis toolpaths while using stock recognition on a feature like this? I want it to start at the straight walls and work its way in to the angled walls while not colliding with things (obviously). The real part will be using Tool #3 (1"ball em). With only .800 of flute so I will need to take depth cuts down to the floor. Note that i dont have to use the ball too the entire length. I can use multiple tools including bull end mills( T#1) if it makes things easier in the top section of the ID of the part. Any and all help is appreciated. Let me know if I left anything important out that you need to know. MULTI-AXIS.pdf MULTI-UNDERCUT.ZIP
-
Hi All, I could really use some help. I am cutting honeycomb and for the life of me I cannot get my lead/lag angle to apply to my toolpath entry. I have tried 5X flowline and parallel. I have a 1.5deg lead angle on the tool path but get my tool path to enter with the angle applied. Thank you,
-
Hi, Im new at the forum, Im having a problem with Mastercam 2017 in windows 10 the problem is that I've already installed twice mastercam 2017 and when I try to verify the machining (simulate) gives me this error " C-Hook not found... C:/ Program files/mcam2017/chooks/MachSim.DLL " Anybody with the same issue that can help? Thank you
-
Hi. i´ve been trying to find out how the mastercam update service works, at this time we are blocking most websites and i´m trying to find out what site/ip to open so that we might update mastercam. i have tryed mastercam.com and all sub sites without succes. Does anyone know this site/ip? Thanks in advance.
-
So I am trying to figure out why the program is not posting to the correct starting A axis point (or atleast in reason)! I am using mastercam x6/7 and digitized an intake manifold with 8 runners. Once the program is posted from the top view it is great but to get to the bottom half of the runner it should be starting at -245 and its starting at like 94. I played around with some parameter numbers but it wouldn't work so just took it out of the machine, flipped it over, and started digitizing again....what am I missing? On cylinder heads I am able to work this way without any issue but this manifold is being a pain- however I must figure out the solution for next time or it will drive me crazy.......thank you in advance! I am working in a centroid cnc A532 5 axis machine if that matters.
-
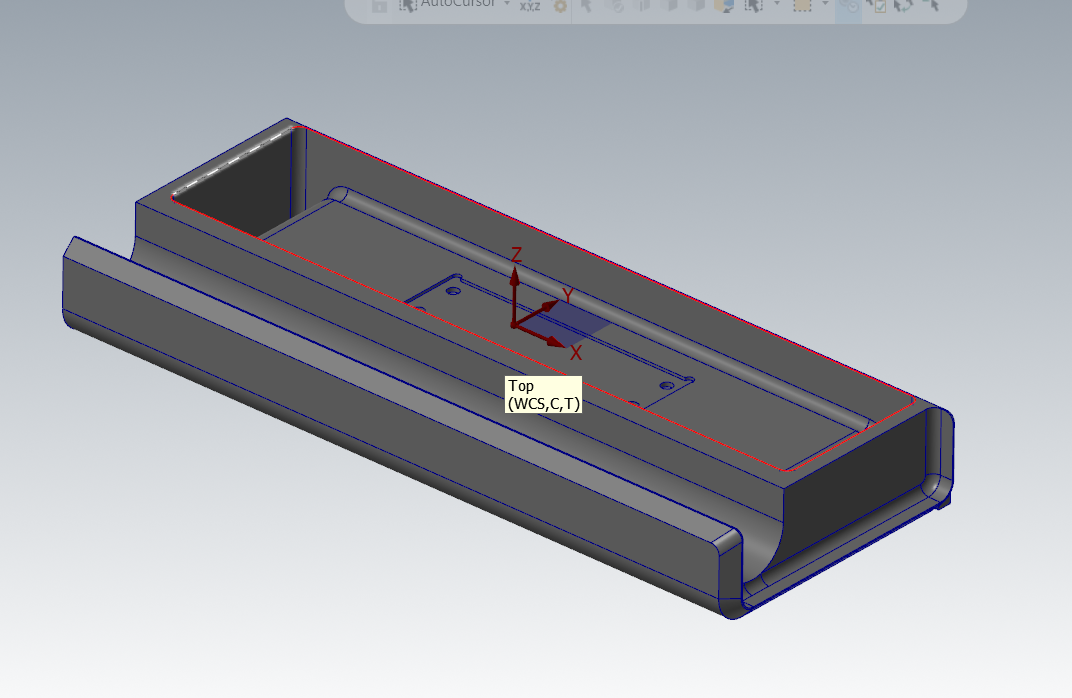
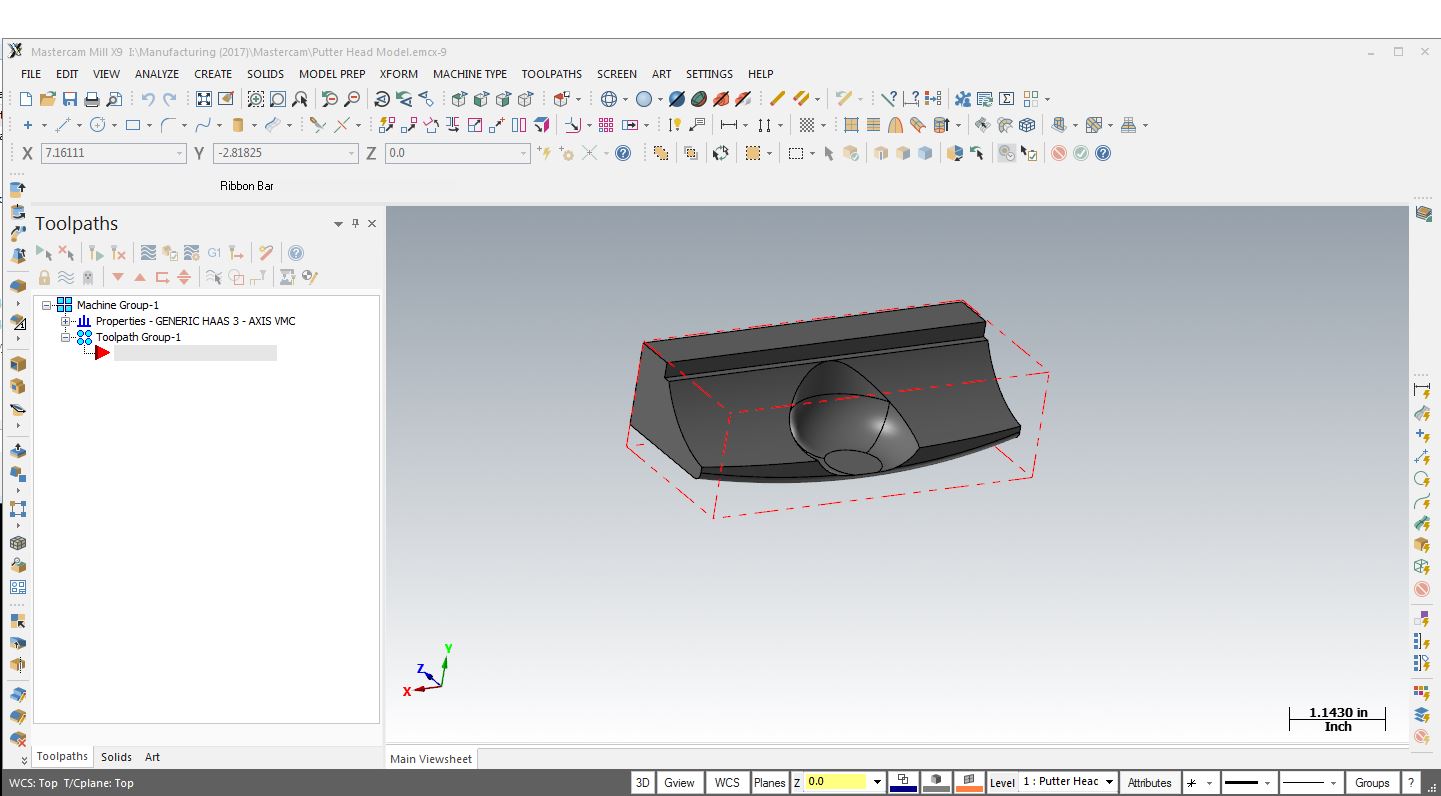
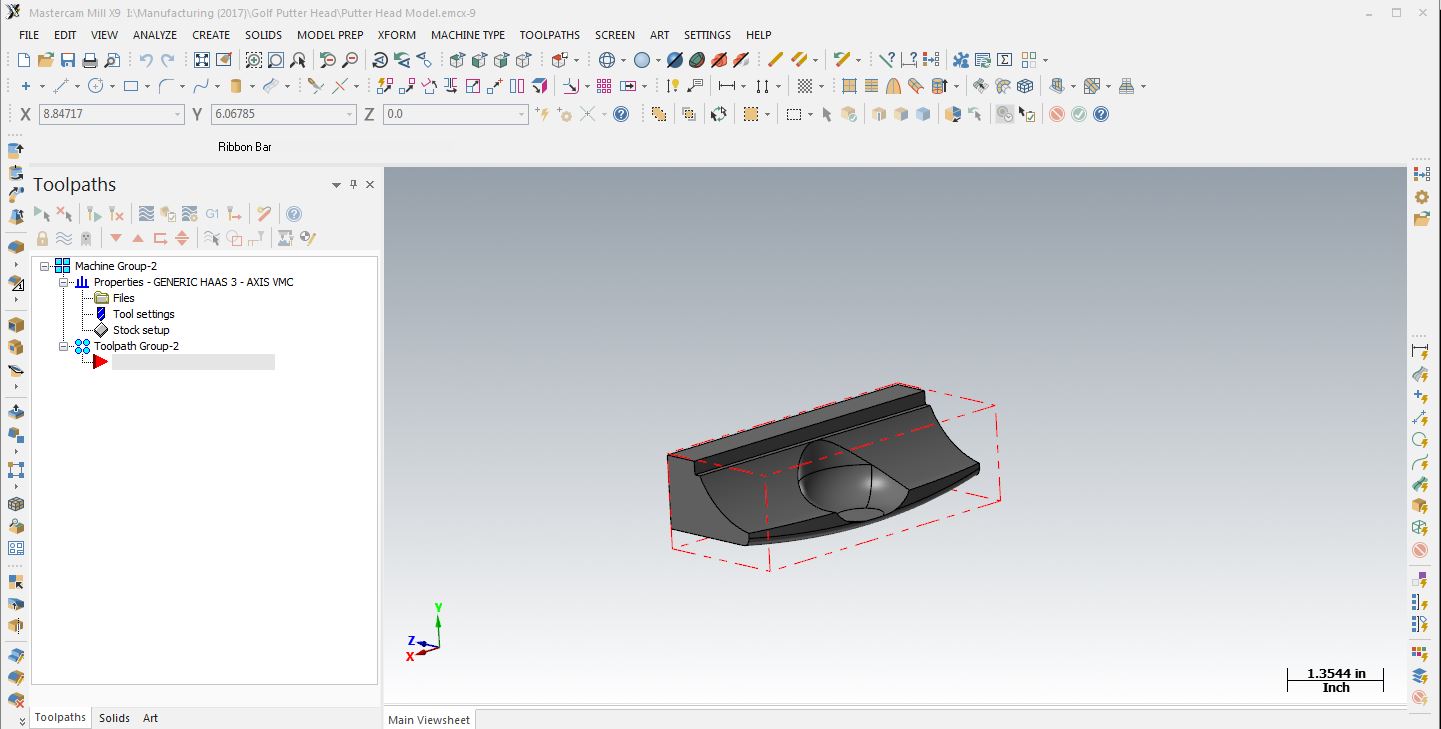
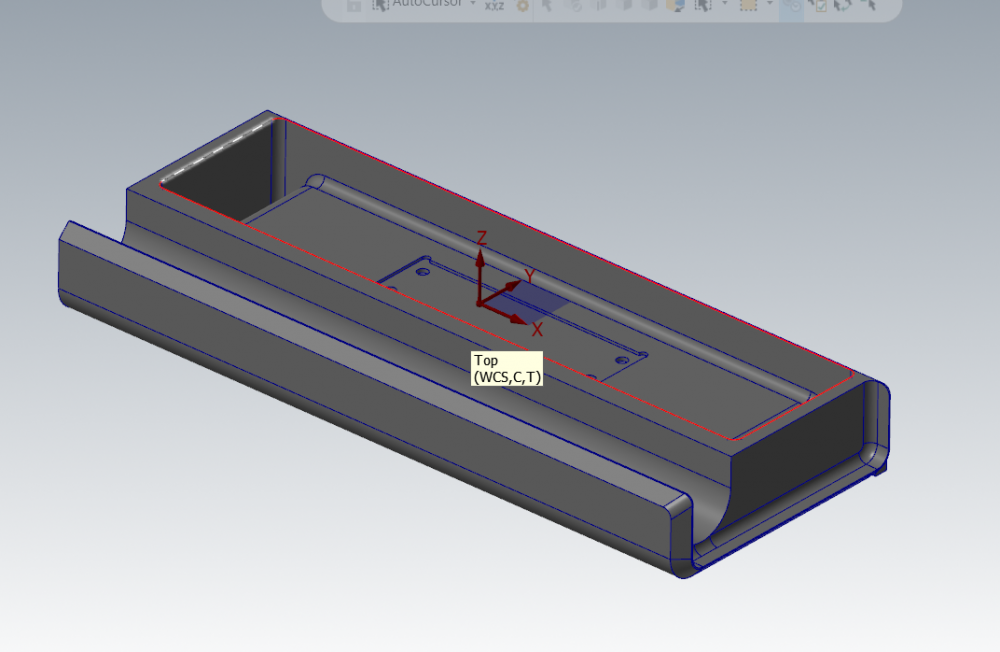
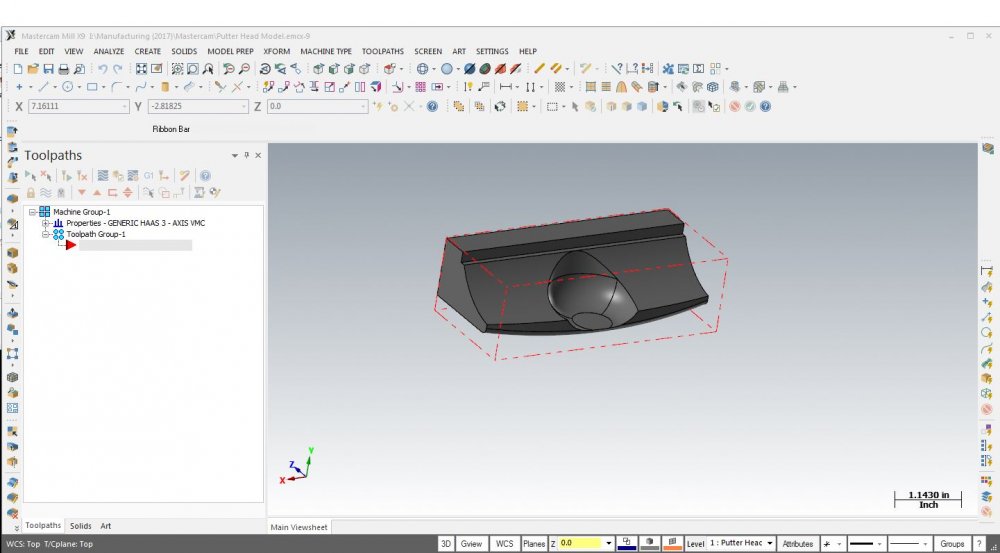
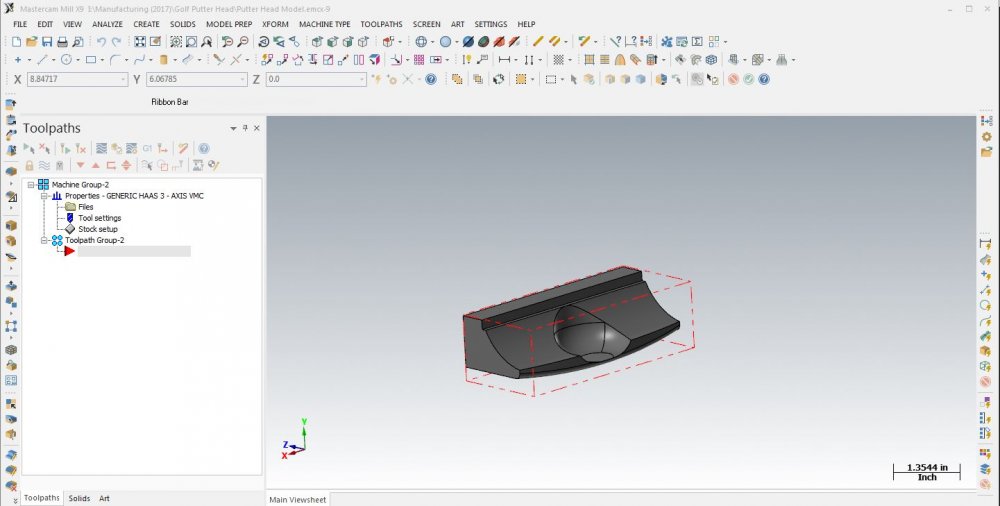
Im new to mastercam an am making a golf putter head for my grade 12 manufacturing project. i need help on how to set up and where to even start on this program. What do i set for my toolpath? How do i select a side to start cutting first? I have imported my putter head from autodesk inventor, but where do i go from here? Thanks
-
Im new to mastercam an am making a golf putter head for my grade 12 manufacturing project. i need help on how to set up and where to even start on this program. What do i set for my toolpath? How do i select a side to start cutting first? I have imported my putter head from autodesk inventor, but where do i go from here? Thanks
-

Mastercam X9 HLE (Home Learning Edition) Crashing
KartEnthusiast posted a topic in Educational Forum
Hello to whomever reads this, I am a student just beginning learn Mastercam. I am using Mastercam X9 HLE (Home Learning Edition) and it worked for a few weeks with no problem. Now it doesn't even open and directs me to the crash report message in the picture I uploaded. I have submitted the forms in the crash report twice and nothing happened. I have also tried uninstalling and re-installing it, but it still sends me to the crash report. Anyone have any advice on how to get it running again? My sincerest thanks, KartEnthusiast
-
I seem to be having troubles getting a saw toolpath to work. Im trying to cut horizontal slices out of a block with a saw blade and i want my toolpath to plunge from the side (it is a saw, so naturally...), but mastercam is treating my saw as an endmill (i created a new slotting tool) also its keeping the entire face of the saw tangent to my surfaces, when it should keep the saw edge tangent to the surfaces. Is there a way to change this? How do i get mastercam to treat my tool as a saw blade rather than an endmill. Im relatively new to mastercam so i apologize if there is some obvious solution, but i cant seem to find any information. Thank you!
-
I am using the nesting command to get many different part on to one sheet as efficiently as possible. the problem i am running into is that several of the sheets have parts that are very similar, and after they are cut out it will be hard to identify which part is which. I would like to set up the machine to go through and write with a marker an identification number before the part is cut out. The problem i am running into is when I nest the writing command (either engraving or contour) with the contour command for the larger part, the writing command doesn't stay inside of the part, and is just nested on its own. any advice on how i can end up with labeled nested parts?
-
Hi, I am trying to machine a mold for a blade and having trouble with multiple errors such as: 1. A solid with at least one serious fault has been created, keep it anyway? 2. Operation can not be performed on sheet body solids Im trying to fill the cavity to be able to machine the surface, then in a separate set up machine the cavity. I've tried some different things but i am not sure how to do this or fix these errors. Attached is the file, thanks! Mold Half 1-OLD.mcx-8
-
Thank you for reading, I'm struggling with this 5 axis curve tool axis control using HAAS Trunnion. The tool-path I'm using is Multi-axis Curve with tool axis control "Point". Using the point for tool control look okay, but the tool angles which makes a chamfered part edge. I also tried using lines parallel to the part edge for tool control, but the tool path was all over the place. I even tried using a drive surface near the parts center, but I failed to get and good results. The part matl is hydroformed 6061 at .063 thick. Could someone please see if you can get this to work and school me on what it is I'm not doing right. For all I know I could be using the wrong toolpath or this part cannot be multi-axis milled. The MCX-8 file is attached / backup link sheet_metal_curve_mcx8.zip -------------------------- The picture below shows the edge I want need to machine. -------------------------------- Extra view John
-
Hi Members I need help with Heidenhain program start Block : BLK Form 0.1 and BLK Form 0.2. What does 0.1 and 0.2 represent? Thks. in advance. newbie70
-
Hi Members I need help with BSPT and BSPP tapping lib. I also checked C-Hook, couldn't find any lib for BSPT and BSPP. Iam running X7. THKS in adv. newbie70
-
Hi Members I need help with taper thread. No matter what size the taper thread is? What I learnt in school is 1 line format using G76 thread cycle where X is the minor diameter of long end. However, when I am using Mcam, G76 thread cycle , X comes up as minor diameter of short end even though my setup is for minor diameter of long end. My query is, do I need to edit this in mcam post to manual programming setting or leave it as it is? Thks in Advance Newbie