Search the Community
Showing results for tags 'post processor'.
Found 22 results
-
Hi everyone, I tried to use a generic Multicam post processor but when I took my program to the machine computer, my geometry was off of the table on the screen. Any help would be great.
-
 Hello everyone I'm a 17yo brazillian student at SENAI SJC SP, I'm training for the WordSkills 2026 in the modality #06 CNC turning I want to learn how to "make" ( or just have the hability to edit properly ) an post processor from 0 Can anyone send me a tip or a way to start? Sorry for my bad english
Hello everyone I'm a 17yo brazillian student at SENAI SJC SP, I'm training for the WordSkills 2026 in the modality #06 CNC turning I want to learn how to "make" ( or just have the hability to edit properly ) an post processor from 0 Can anyone send me a tip or a way to start? Sorry for my bad english -
Our shop just got a hold of a new HAAS rotary axis (HRT-310) for our VM-6 machining center, and I'm still new to the multiaxis package as I've only been using it a few months now and just updated to mcam2022 last week. Using a generic HAAS 4X post processor provided by our reseller, so far I've been able to cut some basic wood carvings running multiaxis toolpaths on 3D scan geometry of antique furniture carvings. It's been working fine until sometimes my post will forget a feed rate on random blocks during continuous 4x movements when inverse feed movements should be happening. This causes my HAAS to give a "NO FEED RATE" alarm. When I checked with our resellers and they checked my control definition settings they said everything looks fine it should be posting out inverse feed time, and that it must be a setting on the machine or "something weird" with my toolpath geometry. I know the machine will alarm with no feed rate is given on every block, and I know get this alarm with even simple geometry as well. It's been weeks now and still haven't found any solution to this. Customer needs their part that's been chucked up while I scratch my head trying to get some code that doesnt make my machine alarm randomly in the middle of a 3 hr long program.
-
Hello Community, What are misc values in the post processor? When do we use them? When do we not use them?
-
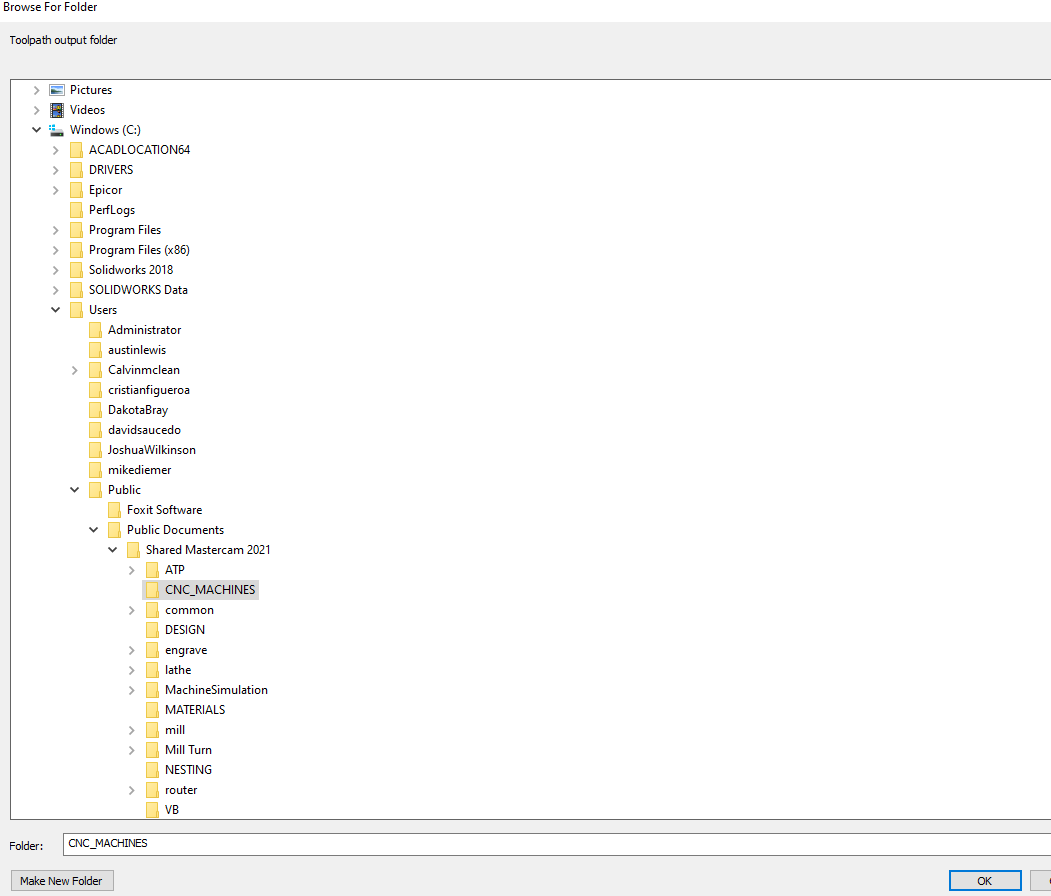
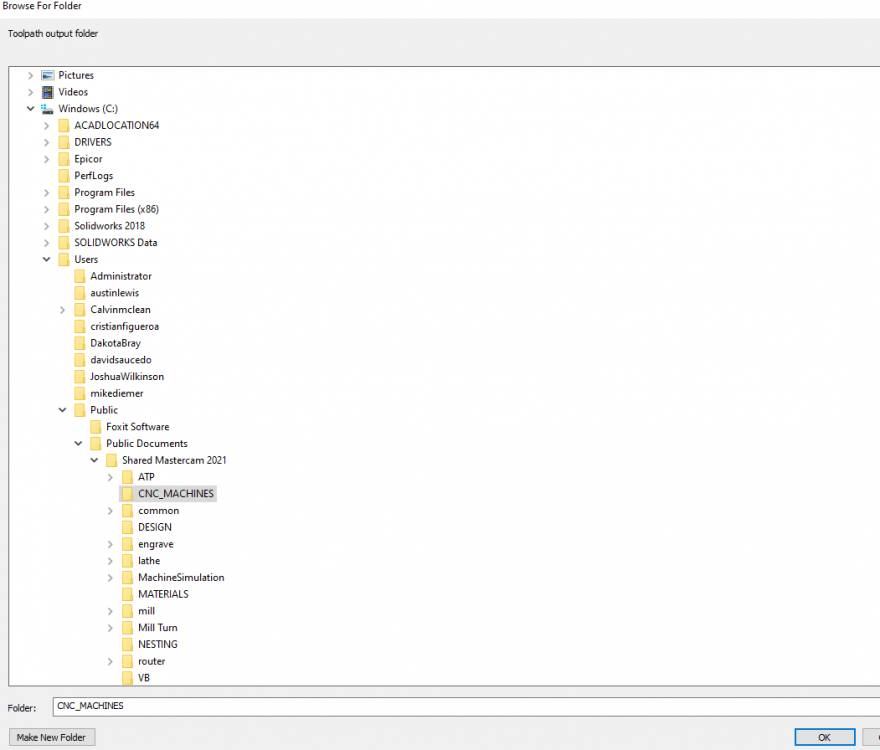
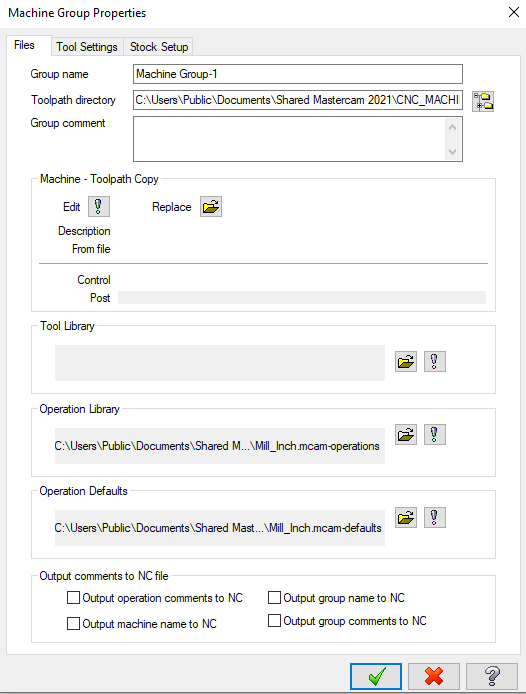
Hello, My name is Calvin, this is my first time posting on this forum and I’d really appreciate any help I can get! Recently, the company I work for upgraded from mastercam 2019 to 2021 and we did get new posts. All of the programmers including myself have encountered several issues with how mastercam looks for the post. Mastercam seems to always look in the wrong location for the control definition and post files. I’ve watched several videos and still I can’t get it to work. Part of the issue may be that I have 2 workstations (desktop and laptop) and I need to be able to transition the same mastercam file between both locations and save at each location and different points in time. I really need help on where I should have my post and control definition located as well as how to get mastercam to forget previous locations for the post and control definition. With mastercam 2019 we used to have our post and control definition located in a shared drive folder and now 2021 is still looking for that same folder although now we have the files located as follows: C/ users/ public/ documents/shared mastercam 2021/ mill. I’m not sure how clear my questions are but any advise would be much appreciated. This issue is really bumming me out and I’m very lost on how to solve it. Thank you!!
-
My version of Mastercam is 3D Router. Is there a way to get the mill post files to convert to Router. Like converting the MPmaster mill post to a router post? I really need some help with simple post-editing and am having a hard time learning from videos. There is so much information. My Routers basically run with a HAAS heading, I need to add a few more codes to the heading and ending nothing complex, I just want to learn it myself. Why does Mastercam seem to keep post-editing a secret only for resellers? I spent plenty of $ on the software and I want to know how to use it properly.
-
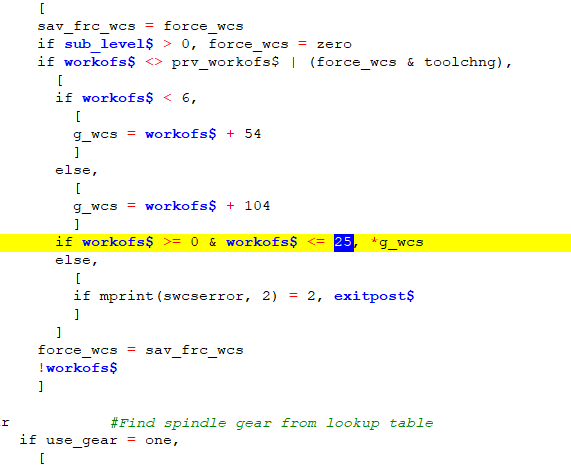
Hello, I need to know how to change the generic Haas post processor to output extended work offsets PAST G129 in a G154 P## format. I found the place where it normally stops posting after the 25th extended offset and changed it to 104 (which would be G154 P99) but unfortunately the HAAS does not read the offsets past G129. So, I need to know how to either change ALL extended offsets to the G154 P## format OR change offsets past G129 to the G154 P## format. Any help would be great, and of course this is urgent as I am cross country doing this setup.
-
 Hello everyone, I have a 5axis wire-arc CNC machine for additive manufacturing. I am using APlus plugin for creating toolpaths. It has a specific post processor. My problem is that the dimensions of the parts of machine and span of the axis dont match my real CNC machine. I would be grateful if anyone could help me understand how this can be solved. Is there any inbuilt function or method in Mastercam to modify the machines or will I need to modify the post processor? Thank you
Hello everyone, I have a 5axis wire-arc CNC machine for additive manufacturing. I am using APlus plugin for creating toolpaths. It has a specific post processor. My problem is that the dimensions of the parts of machine and span of the axis dont match my real CNC machine. I would be grateful if anyone could help me understand how this can be solved. Is there any inbuilt function or method in Mastercam to modify the machines or will I need to modify the post processor? Thank you -
 Hello all, I am trying to add macro variables into my Haas post for my Next Gen controller. What I'm trying to add is the macro variables tied to the "tool type", "approximate length", approximate diameter", "edge height measure", and "probe type". I have been modifying the MPfan post. I will try to do my best explaining all the things I have done so far, as I believe I'm getting close... Starting with my pwrttparam$ section of my post, added the following code: if prmcode$ = 20007, my_holder_length = rparsngl(sparameter$, 13) #Define holder overall length if prmcode$ = 20007, my_holder_projection = rparsngl(sparameter$, 12) #Define tool projection if prmcode$ = 20004, my_tool_diameter = rparsngl(sparameter$, 5) #Define tool diameter if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) #Define tool type The italics are my custom variables That I defined a the beginning of my post. Here is what these look like: my_holder_length : 0 #Define holder overall length my_holder_projection : 0 #Define tool projection my_tool_diameter : 0 #Define tool diameter my_tool_type : 0 #Define tool type my_probe_type : 0 #Define probe type my_tool_type_set : 0 #Define if tool type is set my_edge_height : 0 #Define edge measure height And here is my formatting i made for how I want it to post out: fmt "#5180_ = " 2 my_total_holder #Custom note format my_total_holder = my_holder_length + my_holder_projection #Custom note combination fmt "#5000_ = " 4 my_tool_type #Custom note format B fmt "#5200_ = " 3 my_tool_diameter #Custom note format D fmt "#5260_ = " 4 my_probe_type #Custom note format C fmt "#5220_ = " 2 my_edge_height #Custom note format K The underscore is where I would have to manually change the underscore for the proper tool number. For example, for tool one, the correct macro variable for "tool type" would be #50001. Now having to change the underscore myself isn't my biggest concern, although if anyone has ideas on how they can be sequential per tool that would be really cool! This will make more sense later when I show my post. Next is the changes I made to my ptooltable. [if my_tool_type_set < 1,] [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 2, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 3, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 4, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 5, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 6, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 7, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 8, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 9, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 10, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 11, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 12, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 13, my_tool_type = 3, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 14, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 15, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 16, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 17, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 18, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 19, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] my_tool_diameter, e$ my_total_holder, e$ [if my_tool_type = 1, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 2, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 3, my_probe_type = 1, my_probe_type, e$] [if my_tool_type = 4, my_probe_type = 3, my_probe_type, e$] [if my_tool_type = 5, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 6, my_probe_type = 3, my_probe_type, e$] [if my_probe_type = 3, my_edge_height = 0.05, my_edge_height, e$] [if my_edge_height = 0, my_edge_height, e$] my_tool_type = 0 #Reset tool type my_probe_type = 0 #Reset probe type my_edge_height = 0 #Reset edge height my_tool_type_set = 0. #Reset tool type set The first section is my way of taking the information pulled from this: (if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) ) and convert it into the numbers used in the haas control. I know its messy but it kinda works.. Anyways, here's what my post looks like with 7 different tools being used. ( T1 | .250 X 2.125RCH SQ 3FL ALUMINUM C5 | H1 ) #5000_ = 4 #5200_ = .25 #5180_ = 6.0222 #5260_ = 3 #5220_ = .05 ( T2 | .062 X .312RCH BALL 3FL | H2 ) #5000_ = 6 #5200_ = .062 #5180_ = 3.391 ( T3 | .040 X .400RCH BALL 3FL | H3 ) #5200_ = .04 ( T4 | .250 90DEG SPOT DRILL | H4 ) #5000_ = 5 #5000_ = 2 #5200_ = .25 #5180_ = 3.1517 #5260_ = 2 #5220_ = 0. ( T5 | 1.6MM DRILL | H5 ) #5000_ = 1 #5200_ = .063 #5180_ = 2.6875 ( T6 | M2 X 0.4 TAP | H6 ) #5000_ = 2 #5200_ = .0787 #5180_ = 2.75 ( T7 | .031 X .156RCH SQ 3FL | H7 ) #5000_ = 4 #5200_ = .031 #5180_ = 3.141 #5260_ = 3 #5220_ = .05 M0 T1 and T7 post perfect, but the other ones all have problems. This is where I'm stuck. I'm new to this whole post editing thing, so any knowledge and help you can give would be amazing.
Hello all, I am trying to add macro variables into my Haas post for my Next Gen controller. What I'm trying to add is the macro variables tied to the "tool type", "approximate length", approximate diameter", "edge height measure", and "probe type". I have been modifying the MPfan post. I will try to do my best explaining all the things I have done so far, as I believe I'm getting close... Starting with my pwrttparam$ section of my post, added the following code: if prmcode$ = 20007, my_holder_length = rparsngl(sparameter$, 13) #Define holder overall length if prmcode$ = 20007, my_holder_projection = rparsngl(sparameter$, 12) #Define tool projection if prmcode$ = 20004, my_tool_diameter = rparsngl(sparameter$, 5) #Define tool diameter if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) #Define tool type The italics are my custom variables That I defined a the beginning of my post. Here is what these look like: my_holder_length : 0 #Define holder overall length my_holder_projection : 0 #Define tool projection my_tool_diameter : 0 #Define tool diameter my_tool_type : 0 #Define tool type my_probe_type : 0 #Define probe type my_tool_type_set : 0 #Define if tool type is set my_edge_height : 0 #Define edge measure height And here is my formatting i made for how I want it to post out: fmt "#5180_ = " 2 my_total_holder #Custom note format my_total_holder = my_holder_length + my_holder_projection #Custom note combination fmt "#5000_ = " 4 my_tool_type #Custom note format B fmt "#5200_ = " 3 my_tool_diameter #Custom note format D fmt "#5260_ = " 4 my_probe_type #Custom note format C fmt "#5220_ = " 2 my_edge_height #Custom note format K The underscore is where I would have to manually change the underscore for the proper tool number. For example, for tool one, the correct macro variable for "tool type" would be #50001. Now having to change the underscore myself isn't my biggest concern, although if anyone has ideas on how they can be sequential per tool that would be really cool! This will make more sense later when I show my post. Next is the changes I made to my ptooltable. [if my_tool_type_set < 1,] [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 2, my_tool_type = 5, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 3, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 4, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 5, my_tool_type = 2, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 6, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 7, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 8, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 9, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 10, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 11, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 12, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 13, my_tool_type = 3, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 14, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 15, my_tool_type = 1, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 16, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 17, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 18, my_tool_type = 6, my_tool_type_set = 1, my_tool_type, e$] [if my_tool_type_set < 1,] [if my_tool_type = 19, my_tool_type = 4, my_tool_type_set = 1, my_tool_type, e$] my_tool_diameter, e$ my_total_holder, e$ [if my_tool_type = 1, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 2, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 3, my_probe_type = 1, my_probe_type, e$] [if my_tool_type = 4, my_probe_type = 3, my_probe_type, e$] [if my_tool_type = 5, my_probe_type = 2, my_probe_type, e$] [if my_tool_type = 6, my_probe_type = 3, my_probe_type, e$] [if my_probe_type = 3, my_edge_height = 0.05, my_edge_height, e$] [if my_edge_height = 0, my_edge_height, e$] my_tool_type = 0 #Reset tool type my_probe_type = 0 #Reset probe type my_edge_height = 0 #Reset edge height my_tool_type_set = 0. #Reset tool type set The first section is my way of taking the information pulled from this: (if prmcode$ = 20004, my_tool_type = rparsngl(sparameter$, 2) ) and convert it into the numbers used in the haas control. I know its messy but it kinda works.. Anyways, here's what my post looks like with 7 different tools being used. ( T1 | .250 X 2.125RCH SQ 3FL ALUMINUM C5 | H1 ) #5000_ = 4 #5200_ = .25 #5180_ = 6.0222 #5260_ = 3 #5220_ = .05 ( T2 | .062 X .312RCH BALL 3FL | H2 ) #5000_ = 6 #5200_ = .062 #5180_ = 3.391 ( T3 | .040 X .400RCH BALL 3FL | H3 ) #5200_ = .04 ( T4 | .250 90DEG SPOT DRILL | H4 ) #5000_ = 5 #5000_ = 2 #5200_ = .25 #5180_ = 3.1517 #5260_ = 2 #5220_ = 0. ( T5 | 1.6MM DRILL | H5 ) #5000_ = 1 #5200_ = .063 #5180_ = 2.6875 ( T6 | M2 X 0.4 TAP | H6 ) #5000_ = 2 #5200_ = .0787 #5180_ = 2.75 ( T7 | .031 X .156RCH SQ 3FL | H7 ) #5000_ = 4 #5200_ = .031 #5180_ = 3.141 #5260_ = 3 #5220_ = .05 M0 T1 and T7 post perfect, but the other ones all have problems. This is where I'm stuck. I'm new to this whole post editing thing, so any knowledge and help you can give would be amazing. -
Can somebody please help me I'm having issues with creating a macro sub-program using g91 for Engraving I'm having an issue with the i j k being an absolute value instead of an incremental value so can somebody please tell me how to change the post processor to where it post out in incremental value
-
Post request removed
-
Hello, We currently run Mastercam 2017 and have a Haas ST-10Y C-Axis lathe we are having minor post related issues. When sending code to the machine with C-Axis toolpaths such as "Cross Contour" milling operations, the code generates a "G18" which our operator claims to be reason for the machine to alarm out. When manually editing to a "G19", the program runs flawlessly. I was wondering how I go about adjusting the generic post in Mastercam to utilize "G19" as opposed to "G18" by default. We program many machines, so I am taking the operators word that this is the problem as I have had no time of my own to investigate the issues personally. *** P.S. - The generic post we are using is "GENERIC HAAS ST 4X MT LATHE" and was suggested by a Mastercam support tech. Regards
-
 Hello, We have a Haas VM-3 mill with a 5th axis TR160 trunnion on its way and I was wondering if any of the generic posts in Mastercam were adequate in posting for this particular machine definition? If not, can anyone point me in the right direction of getting a post? Thanks
Hello, We have a Haas VM-3 mill with a 5th axis TR160 trunnion on its way and I was wondering if any of the generic posts in Mastercam were adequate in posting for this particular machine definition? If not, can anyone point me in the right direction of getting a post? Thanks -
To all, I have visited this form many times learning a lot about editing my post and a few dif things However I am stumped now. I Have programmed with mastercam for over 20 yrs and our latest version of MC is X3 because my boss wont let me upgrade to the newest ver but we really dont need it cause what we have works and have not bought a new machine in yrs until a few months ago. We bought a new Haas VF3 and I know there is a lot of ppl out there that dont like them but I love it for now. Anyway to my point, I have a good working post and have been moding it to fit my needs. I added a custom drill cycle to peck tap and Have got that to work how I like but I also want to add a Programmable stop so I dont have to manually edit the Program every time. Right now I just do a normal drill cycle in the location I want my stop to get this code: G0 G17 G40 G49 G80 G90 ( 3/8 DOWELL | ) T19 M6 G0 G90 G54 X-1.3939 Y.1561 S0 M5 G43 H19 Z2. G98 G81 Z-.5 R0. F110. G80 M5 G91 G28 Z0. Then I edit it to look like this: G0 G17 G40 G49 G80 G90 ( 3/8 DOWELL | ) T19 M6 G0 G90 G54 X-1.3939 Y.1561 G43 H19 Z2. G1 Z-.5 F110. M00 G91 G28 Z0. How can I add a custom drill cycle to post out what I edit? Like I said before I did add a peck tap cycle to the post like this: pdrlcst$ #Custom drill cycles 8 - 19 (user option) if drillcyc$ = 9, [ numpeck = peck2$, [ peck_cnt = numpeck initial_calc = (depth$ - tosz$) / peck_cnt strt_depth = (tosz$ + initial_calc) calc_depth = (depth$ - tosz$) calc_peck = calc_depth / numpeck #"(PECK tapping CYCLE)", e$ pcan1, pbld, n$, *sgdrlref, *sg84, pdrlxy, *strt_depth, pcout, prdrlout, *feed, strcantext, e$ count = peck_cnt ] pass = 1 WHILE count > 1, [ sub_depth = strt_depth + (calc_peck * pass) pbld, n$, *sg84, *sub_depth, *refht_a, e$ pass = pass + 1 count = count - 1 ] #pbld, n$, sg84, pfzout, *refht_a, e$ pcom_movea ] and it works like I want thanks to the sample of John Paris post I just had to change a little to get to work for me. My question is what would I use to output the code I need as shown above in my edited code, also where and how would I add it to the PST file to still use my peck tap and also a stop under the custom drill cycle section? Any Ideas? Thanks, Brian Pugh Mastercam x3
-
I.T. has finally decided to give me a new computer, so in the mean time I figured it would be a great idea to update from X5 to X8...I would download X9 online, but you pretty much have to be the IT leader in this company with every admin privilege known to man to do such a task; Long story short our reseller sent us an X8 install a while back and it's easier for me to go the disc install route, I'll update to X9 or 10 when we get a hard install disc. Question I have is, do I need to update my post from X5 to X8...any significant changes, or can I use the same post from X5 when I update?
-
 I downloaded the mpaster X8 post processor. Updated post, control, and machine def to X9. Trying to use the post for a 4 axis HMC (B rotary axis). I make the Top plane the WCS, Front plane is the Tplane --- no B axis index (should be B0.0) when i post. However everything seems to be working fine when I change the Tplane to another plane. In this case I do get B index moves, which is what I want: WCS Top, with Tplane Right outputs B90.0 WCS Top, Tplane Back -- B180 WCS Top, Tplane Left -- B-90.0 Is there a way to get the post to output B0.0 ? thanks Bret
I downloaded the mpaster X8 post processor. Updated post, control, and machine def to X9. Trying to use the post for a 4 axis HMC (B rotary axis). I make the Top plane the WCS, Front plane is the Tplane --- no B axis index (should be B0.0) when i post. However everything seems to be working fine when I change the Tplane to another plane. In this case I do get B index moves, which is what I want: WCS Top, with Tplane Right outputs B90.0 WCS Top, Tplane Back -- B180 WCS Top, Tplane Left -- B-90.0 Is there a way to get the post to output B0.0 ? thanks Bret -
I am looking for a list of variables/postblocks that Mastercam uses when posting. Specifically I am looking for ones that relate to the tool group, WCS, and operation name. I would like to add them in to my programs as comments so that operators know what is going on. I can do that part, I just need the list. Thanks.
-
 I am working with a university and am setting up a new VMC, a SMTCL 850E. It has a tool magazine so the post must have the M6 on a seperate line and then call up the next tool # Anyone have someting like that? I am curently useing a generic Fanuc Post. Still running X5 Thanks for any help. Bill
I am working with a university and am setting up a new VMC, a SMTCL 850E. It has a tool magazine so the post must have the M6 on a seperate line and then call up the next tool # Anyone have someting like that? I am curently useing a generic Fanuc Post. Still running X5 Thanks for any help. Bill -
Hi! I urgently need a post processor for Mastercam V9, x2 or x6 for machine Deckel Maho DMC 63V with Siemens 810 / 840D. Thanks
-
I'm curious as to who has ever heard of this type of machine with this control. I've got a call in to my local Mastercam reseller to see if they have a post available for this. The machine is a 5-axis router but we only need a 3-axis post.
-
I have a lathe post that works very well for our Okuma Lathe, but it is only with V8, we have X5 and would like to be able to use the same post processor, i thought using the C-Hook update Post would work but it doesn't seem to be doing that...Any help would be great!
-
Happy New Year Everyone! I wanted to take a moment and let everyone know that I'm putting together a class for 5 Axis Post Processing. This first 5X Post class will be a "basic" introduction to 5X Post editing. http://www.eapprentice.net/shop/live-training/mastercam-mp-post-processors-5-axis/ In this class I'll be taking the Generic Fanuc 5X Mill Post, and configuring it for two different machine types; a trunnion style machine (table/table), and a gantry style machine (head/head). In addition to basic configuration, we'll be going over all the important post settings and learning how to control the post output using Misc values. We'll spend some time discussing Vector and Matrix math, and create our own (very simple) 5X Post Processor from scratch, so you can see how the vector and matrix functions work. Finally we'll spend some time looking at the processing of the Generic Fanuc 5X Mill Post, and examine which post blocks we can use to override output and add custom features to the post. This would include 5X Cutter Compensation, Dynamic Work Offset, High Speed Codes, ect. This course will be geared towards Mastercam users that already have some knowledge of post edititing. A suggested prerequisite would be my basic post course "MP101", or hands-on post editing experience. Like all Eapprentice courses, each class will be recorded and uploaded to the Eapprentice site so they are available to you forever as a reference. We'll also be holding "Office Hours" sessions that give you time to ask questions about your own post edits, and receive help and feedback from me during these live sessions. This class will be a great opportunity to learn advanced post techniques and understand how the Generic Fanuc 5X Mill post really works. Thanks and best regards, Colin Gilchrist