Search the Community
Showing results for tags 'post'.
-
So, I think this is unusual, or maybe I'm a newb. This is the first time I've run into this problem which leads me to believe I accidentally changed something without knowing. I'm selecting several toolpaths to post for my program. Mastercam wants to post one of my toolpaths by itself, it wont post with the rest of the group. What did I mess up here? Thanks Nick
-
How do I modify my post to output the Program Number to the NC File in X4? The NC file always shows O0000?
-
 Hey yall, I am attempting to update a generic Haas VF- TR post to accommodate my UMC 750. I have all the rotary axis and directions set, but I am getting this weird rapid motion between operations when the rotary repositions, instead of retracting and doing one single rotation, it seems to be attempting to track the x,y,z moves with the rotation. See the attached NC code, I've deleted a lot of the fluff to make it easier to read. I am fairly green at post editing, where do I need to be looking in the post to fix this? Thank you! Cole haas post test vftr.NC Generic Haas VF-TR_Series 5X Mill.pst
Hey yall, I am attempting to update a generic Haas VF- TR post to accommodate my UMC 750. I have all the rotary axis and directions set, but I am getting this weird rapid motion between operations when the rotary repositions, instead of retracting and doing one single rotation, it seems to be attempting to track the x,y,z moves with the rotation. See the attached NC code, I've deleted a lot of the fluff to make it easier to read. I am fairly green at post editing, where do I need to be looking in the post to fix this? Thank you! Cole haas post test vftr.NC Generic Haas VF-TR_Series 5X Mill.pst -
Hi all, i juste made a post that converts any grooves to thread. So you can make ,buttrest, acme, round or any form of thread with a grooving tool. Really easy to use. Contact me if you need it [email protected] Cheers
-
Example 1 mm of chamfer X50. Z1. G1 x52. Z-1. F. 1 A axis X50. G1 X52. A-135. F. 1 (WE NEED THIS TYPE OF POST) HELP ME FRIENDS THANK YOU❤
-
Hello, I am using an older version of mastercam X3 from 2007. I use an assortment of older machines so every post I've had to edit to make it work, however, I am having some trouble getting my edits to do what I want this time and after looking everywhere and spending several hours trial error all I have is error.. What I want to do is move some of the comments around. I want to remove the properties - " " from the operation manager from showing up before a tool change to save memory. I want to move it to the header area under "program number", "created on", and above "material". I have tried an assortment of ways but nothing works so far. How would I go about this? The reason I want it moved above is because I'm not always the one running the machine so we always check the program for which machine it's supposed to be used on so we don't crash. The issue is that I have to manually add this line in ever single time and it's a little tedious OR I completely forget... For the life of me I can't figure out what to do because any time i move the line comment$ and pcan it removes all the checked (from machine file check boxes) to my comment area but leaves them on consecutive tools ... If anyone can help that would be great.
-
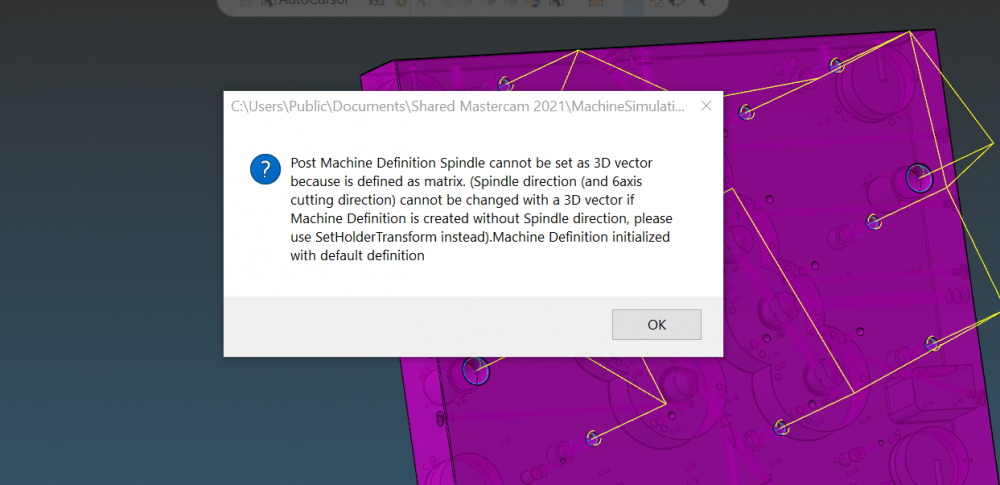
 I'm at my wits end with mastercam. Was trying to set up my machine simulation to try and verify some can syces, and I kept getting this error even now when I open verify. and then after running my simulation and I close out the screen, the window turns black and mastercam crashes and I need to do a Ctrl-Alt-Delete just to close it. This happens almost 4 to 5 times a day. If any one out their can explain to me what's going on and how to fix it that would help out tremendously. My IT department has no clue about this issue and my reseller has not gotten back to me so I'm stuck with this crippling problem. Any help would be appreciated.
I'm at my wits end with mastercam. Was trying to set up my machine simulation to try and verify some can syces, and I kept getting this error even now when I open verify. and then after running my simulation and I close out the screen, the window turns black and mastercam crashes and I need to do a Ctrl-Alt-Delete just to close it. This happens almost 4 to 5 times a day. If any one out their can explain to me what's going on and how to fix it that would help out tremendously. My IT department has no clue about this issue and my reseller has not gotten back to me so I'm stuck with this crippling problem. Any help would be appreciated.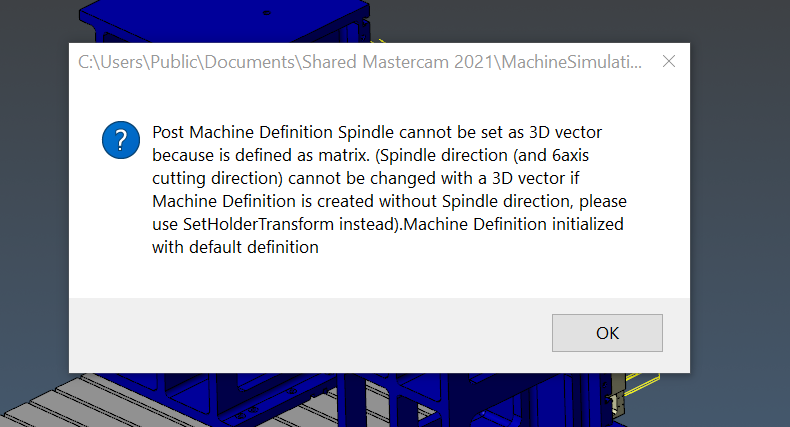
-
 Hi, I'm having an issue with an old post processor for an AXYZ router with an A2MC controller. Ever since the post processor was created, we have added a tool to our library. The router has 3 heads and each head has its own M code for mister coolant On/Off. Head #2 & #3 have exclusive tools that we leave in there and head #1 is where we swap the rest of the tools. So basically we need the post to go "if Tool #4 is called, activate mister for head #3, if tool #2 is called, activate mister for head #2, etc. I looked up the post in notepad and I found the following: # Coolant M code selection sm09 : "M09" #Coolant Off sm08 : "M418" #Mister tool On # 1-5-6-7 sm08_1 : "M420" #Mister tool On # 2 sm08_2 : "M424" #Mister tool On # 4 sm09_1 : "M419" #Mister tool Off # 1-5-6-7 sm09_2 : "M421" #Mister tool Off # 2 sm09_3 : "M425" #Mister tool Off # 4 scoolant : "" #Target for string fstrsel sm09 coolant$ scoolant 7 -1 As you can see, each head has its own set of M code. Head #1 is M418/419, Head #2 is M420/421 and Head #3 is M424/425. We now have a tool #9 and I don't know how to add it to head #1's pool of available tools (it currently triggers on tool #1-5-6-7). How do I tell the post processor to trigger M418/419 on tool #9 as well? I looked everywhere and couldn't find anything. Thank you very much for your time
Hi, I'm having an issue with an old post processor for an AXYZ router with an A2MC controller. Ever since the post processor was created, we have added a tool to our library. The router has 3 heads and each head has its own M code for mister coolant On/Off. Head #2 & #3 have exclusive tools that we leave in there and head #1 is where we swap the rest of the tools. So basically we need the post to go "if Tool #4 is called, activate mister for head #3, if tool #2 is called, activate mister for head #2, etc. I looked up the post in notepad and I found the following: # Coolant M code selection sm09 : "M09" #Coolant Off sm08 : "M418" #Mister tool On # 1-5-6-7 sm08_1 : "M420" #Mister tool On # 2 sm08_2 : "M424" #Mister tool On # 4 sm09_1 : "M419" #Mister tool Off # 1-5-6-7 sm09_2 : "M421" #Mister tool Off # 2 sm09_3 : "M425" #Mister tool Off # 4 scoolant : "" #Target for string fstrsel sm09 coolant$ scoolant 7 -1 As you can see, each head has its own set of M code. Head #1 is M418/419, Head #2 is M420/421 and Head #3 is M424/425. We now have a tool #9 and I don't know how to add it to head #1's pool of available tools (it currently triggers on tool #1-5-6-7). How do I tell the post processor to trigger M418/419 on tool #9 as well? I looked everywhere and couldn't find anything. Thank you very much for your time -
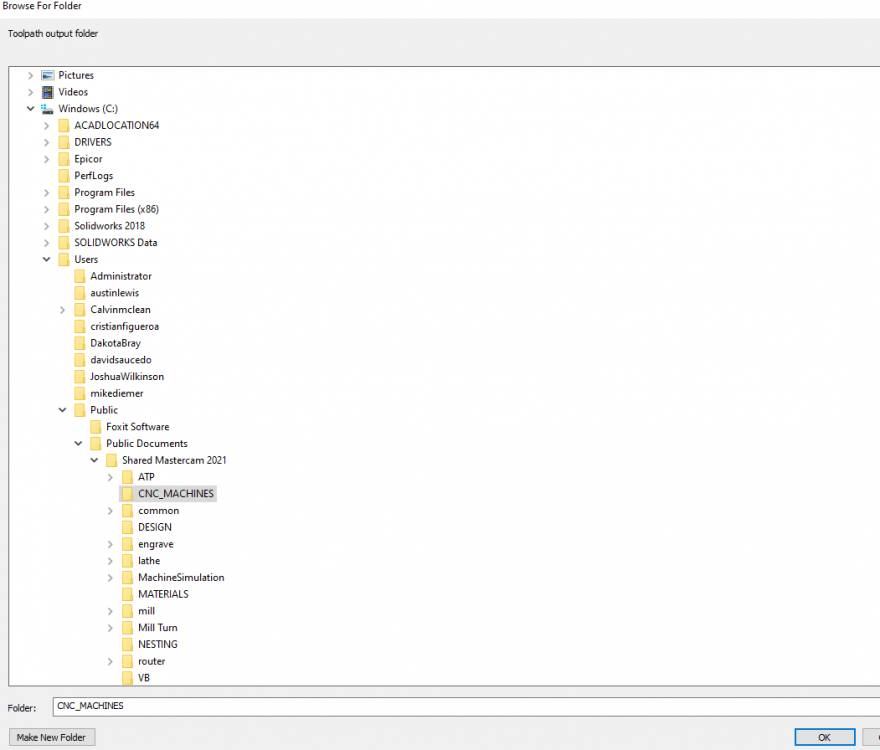
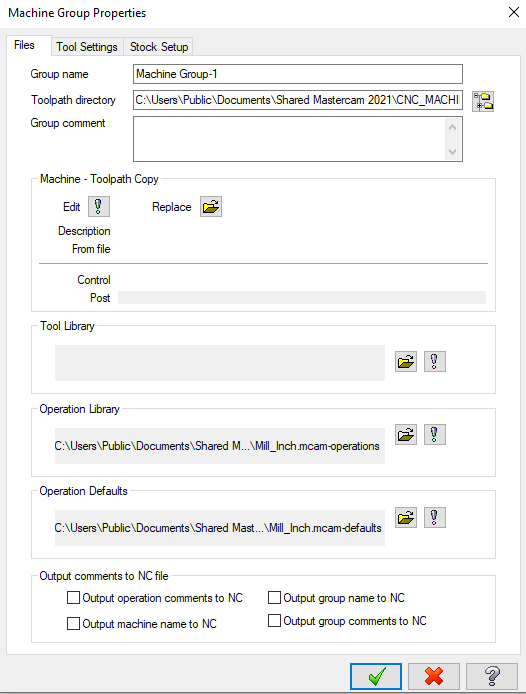
Hello, My name is Calvin, this is my first time posting on this forum and I’d really appreciate any help I can get! Recently, the company I work for upgraded from mastercam 2019 to 2021 and we did get new posts. All of the programmers including myself have encountered several issues with how mastercam looks for the post. Mastercam seems to always look in the wrong location for the control definition and post files. I’ve watched several videos and still I can’t get it to work. Part of the issue may be that I have 2 workstations (desktop and laptop) and I need to be able to transition the same mastercam file between both locations and save at each location and different points in time. I really need help on where I should have my post and control definition located as well as how to get mastercam to forget previous locations for the post and control definition. With mastercam 2019 we used to have our post and control definition located in a shared drive folder and now 2021 is still looking for that same folder although now we have the files located as follows: C/ users/ public/ documents/shared mastercam 2021/ mill. I’m not sure how clear my questions are but any advise would be much appreciated. This issue is really bumming me out and I’m very lost on how to solve it. Thank you!!
-
 Mastercam Machine Definition - what is it, why do I need it, and how do I use it??? I decided to make this post to help answer the all too frequent questions that pop up related to the Machine Definition, and what role it plays in configuring post processor output. The Machine Definition is a Graphic User Interface that was created by CNC Software to give Mastercam some "intelligence" about the type of machine you are using. There is a distinction that I'm making here between the "Mastercam" interface (where you create Tool Paths) and the Post Processor, that formats your Tool Paths into NC code. When the Machine Definition "format" was created and added to the Mastercam Interface, there was a set of "components" that were developed, along with an "Axis Combination" utility. Together, these form the basic setup to let Mastercam have some "Awareness" of the capabilities of your particular machine. The main issue that confuses the average user is how CNC Software went about "hooking up" certain functions inside Mastercam to work with the Post Processor. If you've had any experience going from 3X, to 4X or 5X, programming a multi-spindle lathe, or even trying to move a program from a Vertical machine to a Horizontal machine, then you've probably been exposed to the Machine Definition issue. In order to understand some of the issues, it helps to get a little historical perspective on how Post Processors are handled. First, Mastercam used to ship with a whole bunch of Post Processors. These posts were "removed" from the Mastercam Installation disks, starting with the Mastercam X series. (or was it X2, I can't remember...) The reason I believe was to help combat piracy, since Mastercam isn't worth that much without a working Post Processor... So you have a situation where Mastercam had a huge "library" of posts, and these were moved to the "Post Installation Program", which is an "exe" file that is available from your Reseller. All of these posts have accompanying Machine Definition Files and Control Definition Files that have to be maintained. This is in addition to the "Generic Fanuc" Post Processors, that are the "template" files for most post processor development projects. Because the Machine Definition was added to Mastercam after Version 9, much of the "Tool Path" functionality and the available post processors, had all been developed without the need or use of a "Machine Definition" or "Control Definition". I've already covered a little bit about Control Definitions, especially how to set the "Default Values", so I won't get into much of the CD. When the Machine Definition Files were added to Mastercam, a decision was made to only "hook up" certain features of the Machine Definition to the Post Processor. This was done (I believe) mainly for practical reasons. It takes a great deal of development time and testing to hook up even one "feature" of the Machine Definition to work with the "template" style posts. 4 Axis vs. 5 Axis One of the biggest differences with how the Machine Definition is handled is the difference between 4X and 5X Post Processors. To understand this difference, it helps to know some info about how the post works internally. With "MP" based Post Processors, there is a huge difference in how Rotary values are calculated. With a 4 Axis Post, the MP.DLL "post engine" makes all of the 4th Axis rotary calculations, based on the orientation of your Tool Plane's Z Axis component. MP will take either the "Top" plane, or the "Front" plane, and use that plane for the "Rotary Zero" plane orientation. When MP "sees" a change in the Tool Plane orientation, it will automatically calculate the new rotary position for you. This happens "behind the scenes", and is based on the value of the Post Variable 'rotaxtyp$'. Since there is a bunch of stuff being calculated "automatically" for you, one of the things that CNC Software was able to do was say "Ok, if you are using a 4X Post, we can make some basic assumptions about your setup." For Mill, this means on a 4X machine you are limited to a machine that is either Vertical or Horizontal. The other limitation is that your Rotation Axis must be Orthogonal, about the X or Y axis. (aligned with +X, -X, +Y, or -Y). For Router, the 4X Rotary is about the Z axis. You cannot use X or Y, only "Z" as the rotation axis for a 4X Router post. For a 4X Machine, (Mill or Router), the Post has logic that reads the "Positive" rotation direction (CW or CCW), and the "type" of axis. (Continuous vs. Index) None of the 4th Axis Posts (Mill, Router, Vertical, or Horizontal) have "Rotary Limits" hooked up inside the post. Only the 5X Post has any concept of "Rotary Limits" built into it. Lathe Mastercam Lathe is the one area of the product that they spent a great deal of time "hooking up", but not in some of the ways you would expect. For a 4X Lathe, Mastercam will handle up too a Dual Turret, Dual Spindle machine, using only the "Generic Fanuc 4X MT_Lathe" Post. On the Machine Definition side, the Post does not read settings from the "components" of the Machine Definition, which is a little confusing at first. What is read is on the "tool path" side, and it is the "Axis Combination" that is read at the "Tool Path" level. That means when you are creating a Lathe path (or Live Tool Milling), you must select the "Axis Combination" to tell Mastercam what set of components (spindle and turret) are being selected. Moreover, you also have to setup the Tool Definition independently (there are turret/spindle settings for top/bottom, and left/right that are not read from the Axis Combination settings.) That said, once you've picked a "Axis Combination", and set the "type" of cut you are doing, there are string settings internal to the post that control the setup and output for all the different turret/spindle combinations. No matter what you mess with inside the Machine Definition, you will not be changing the output in the Post Processor. (A few things like "Max Spindle Speed" for the Lathe Spindles do get picked up and read from the MD, but the NC output is not usually configured this way.) 5 Axis Posts So the Elephant in the Room that I often get asked about is the 5 Axis Post. The Generic Fanuc 5X Mill Post is actually a feat of engineering genius. I say that because "out of the box", it has the capability to support almost any imaginable configuration of 5X machine. The Post is built using "switches" that are numeric variables inside the post processor. These "switches" control the configuration of the NC machine, including the type of machine (Head/Head, Head/Table, Table/Table, or "Nutating" configuration.) Once you specify the "basic machine type", then you configure the Rotary Axis orientation and zero positions, and setup the Rotary Axis Limits. All of these settings are read from inside the Post Processor. The 5X Post has the least amount of features that are "hooked up" to the Machine Definition. "Coolant" is still configured inside the Machine Definition for the Generic Fanuc 5X Mill Post, and some other basic settings like "Linear Rapid Rate". Other than a few parameters though, the bulk of the configuration does not involve the Machine Definition file at all... Part of the issue that is created with the 5X Machine Definition files however is "compatibility" inside Mastercam. There is some logic that actually checks the capabilities of your Axis Combinations, against the existing tool paths you have in your Mastercam file. If a conflict is found, Mastercam will not let you "replace" your MD file. So sometimes it is necessary to add a 3rd Rotary axis to your Axis Combination, to get around that issue. So why even have the MD, if it isn't "hooked up" to everything? The MD is actually a powerful tool, in the hands of a post developer that knows what they are doing. There are many 3rd Party Post Providers like In-House Solutions and Postability, that create their own Posts. These Posts are fully configured to read all the settings "correctly" from the Machine Definition file. I think the main issue is just time and development priorities. Rather than updating the "old stuff", which includes the "MP-based" post processors, it seems that the focus is on the new Mill-Turn product, and the MP.NET language. Another reason is to support "Right Angle Head" or Block Drill attachments. If you have had any exposure to the MP.NET product, you would see that all of the machines being built do use the MD architecture. So, in summary: The MD gives you the architecture to "hook up" component properties to the Post Processor, but most of the functionality is left for you, or your Reseller, to make use of. Axis Combinations are used by the "Tool Paths" themselves. This info is "available" to the Post, but not "hooked up" by default. CNC Software did hook up the 4 Axis Posts, to read some, but not all, of the parameters for the 4th Axis Rotary Settings. For 4X Mills, only Vertical or Horizontal are allowed, and must rotate about X+, X-, Y+, or Y-. The Generic Fanuc 4X MT_Lathe post makes the most use of Axis Combinations, but still relies on the internal variable settings to configure the post. The 4X Router post is the only 4X post that supports a 4X on the Z Axis. (Right Angle Head style). A Programmable 4th Axis, mounted on Z, is not supported in the Mill Posts. The Machine Definition does support Mill Machines using Right Angle Heads, where the offset is done only in XYZ, and the "station" or orientation of the tool is "fixed". So basically, a 3X Mill, using a RAH is supported in the Machine Definition, and by using the "Get angled head" function inside the Tool Path itself. The 5X Post DOES NOT read any Rotary Settings from the MD. This is setup inside the Post itself. Very few settings are read from the MD in the 5X Post. You can "hook this up" yourself, but that requires advanced skills in post editing. You must configure the 5X post, using the variables at the top of the post. Almost all "new" development is being done using the Machine Definition, so at some point this "disconnect" of stuff being "hooked up", or not, will go away. 3rd Party Post Developers, Resellers, and advanced users have the ability to use the MD if they choose to. With MP.NET, it is possible to hook up "Simulation" to the MD, and load in Component Models. This will let you build a machine, and drive it inside Machine Simulation. Well, I hope that helps clear up any confusion or misconceptions about the Machine Definition File inside Mastercam... Best regards, Colin Gilchrist
Mastercam Machine Definition - what is it, why do I need it, and how do I use it??? I decided to make this post to help answer the all too frequent questions that pop up related to the Machine Definition, and what role it plays in configuring post processor output. The Machine Definition is a Graphic User Interface that was created by CNC Software to give Mastercam some "intelligence" about the type of machine you are using. There is a distinction that I'm making here between the "Mastercam" interface (where you create Tool Paths) and the Post Processor, that formats your Tool Paths into NC code. When the Machine Definition "format" was created and added to the Mastercam Interface, there was a set of "components" that were developed, along with an "Axis Combination" utility. Together, these form the basic setup to let Mastercam have some "Awareness" of the capabilities of your particular machine. The main issue that confuses the average user is how CNC Software went about "hooking up" certain functions inside Mastercam to work with the Post Processor. If you've had any experience going from 3X, to 4X or 5X, programming a multi-spindle lathe, or even trying to move a program from a Vertical machine to a Horizontal machine, then you've probably been exposed to the Machine Definition issue. In order to understand some of the issues, it helps to get a little historical perspective on how Post Processors are handled. First, Mastercam used to ship with a whole bunch of Post Processors. These posts were "removed" from the Mastercam Installation disks, starting with the Mastercam X series. (or was it X2, I can't remember...) The reason I believe was to help combat piracy, since Mastercam isn't worth that much without a working Post Processor... So you have a situation where Mastercam had a huge "library" of posts, and these were moved to the "Post Installation Program", which is an "exe" file that is available from your Reseller. All of these posts have accompanying Machine Definition Files and Control Definition Files that have to be maintained. This is in addition to the "Generic Fanuc" Post Processors, that are the "template" files for most post processor development projects. Because the Machine Definition was added to Mastercam after Version 9, much of the "Tool Path" functionality and the available post processors, had all been developed without the need or use of a "Machine Definition" or "Control Definition". I've already covered a little bit about Control Definitions, especially how to set the "Default Values", so I won't get into much of the CD. When the Machine Definition Files were added to Mastercam, a decision was made to only "hook up" certain features of the Machine Definition to the Post Processor. This was done (I believe) mainly for practical reasons. It takes a great deal of development time and testing to hook up even one "feature" of the Machine Definition to work with the "template" style posts. 4 Axis vs. 5 Axis One of the biggest differences with how the Machine Definition is handled is the difference between 4X and 5X Post Processors. To understand this difference, it helps to know some info about how the post works internally. With "MP" based Post Processors, there is a huge difference in how Rotary values are calculated. With a 4 Axis Post, the MP.DLL "post engine" makes all of the 4th Axis rotary calculations, based on the orientation of your Tool Plane's Z Axis component. MP will take either the "Top" plane, or the "Front" plane, and use that plane for the "Rotary Zero" plane orientation. When MP "sees" a change in the Tool Plane orientation, it will automatically calculate the new rotary position for you. This happens "behind the scenes", and is based on the value of the Post Variable 'rotaxtyp$'. Since there is a bunch of stuff being calculated "automatically" for you, one of the things that CNC Software was able to do was say "Ok, if you are using a 4X Post, we can make some basic assumptions about your setup." For Mill, this means on a 4X machine you are limited to a machine that is either Vertical or Horizontal. The other limitation is that your Rotation Axis must be Orthogonal, about the X or Y axis. (aligned with +X, -X, +Y, or -Y). For Router, the 4X Rotary is about the Z axis. You cannot use X or Y, only "Z" as the rotation axis for a 4X Router post. For a 4X Machine, (Mill or Router), the Post has logic that reads the "Positive" rotation direction (CW or CCW), and the "type" of axis. (Continuous vs. Index) None of the 4th Axis Posts (Mill, Router, Vertical, or Horizontal) have "Rotary Limits" hooked up inside the post. Only the 5X Post has any concept of "Rotary Limits" built into it. Lathe Mastercam Lathe is the one area of the product that they spent a great deal of time "hooking up", but not in some of the ways you would expect. For a 4X Lathe, Mastercam will handle up too a Dual Turret, Dual Spindle machine, using only the "Generic Fanuc 4X MT_Lathe" Post. On the Machine Definition side, the Post does not read settings from the "components" of the Machine Definition, which is a little confusing at first. What is read is on the "tool path" side, and it is the "Axis Combination" that is read at the "Tool Path" level. That means when you are creating a Lathe path (or Live Tool Milling), you must select the "Axis Combination" to tell Mastercam what set of components (spindle and turret) are being selected. Moreover, you also have to setup the Tool Definition independently (there are turret/spindle settings for top/bottom, and left/right that are not read from the Axis Combination settings.) That said, once you've picked a "Axis Combination", and set the "type" of cut you are doing, there are string settings internal to the post that control the setup and output for all the different turret/spindle combinations. No matter what you mess with inside the Machine Definition, you will not be changing the output in the Post Processor. (A few things like "Max Spindle Speed" for the Lathe Spindles do get picked up and read from the MD, but the NC output is not usually configured this way.) 5 Axis Posts So the Elephant in the Room that I often get asked about is the 5 Axis Post. The Generic Fanuc 5X Mill Post is actually a feat of engineering genius. I say that because "out of the box", it has the capability to support almost any imaginable configuration of 5X machine. The Post is built using "switches" that are numeric variables inside the post processor. These "switches" control the configuration of the NC machine, including the type of machine (Head/Head, Head/Table, Table/Table, or "Nutating" configuration.) Once you specify the "basic machine type", then you configure the Rotary Axis orientation and zero positions, and setup the Rotary Axis Limits. All of these settings are read from inside the Post Processor. The 5X Post has the least amount of features that are "hooked up" to the Machine Definition. "Coolant" is still configured inside the Machine Definition for the Generic Fanuc 5X Mill Post, and some other basic settings like "Linear Rapid Rate". Other than a few parameters though, the bulk of the configuration does not involve the Machine Definition file at all... Part of the issue that is created with the 5X Machine Definition files however is "compatibility" inside Mastercam. There is some logic that actually checks the capabilities of your Axis Combinations, against the existing tool paths you have in your Mastercam file. If a conflict is found, Mastercam will not let you "replace" your MD file. So sometimes it is necessary to add a 3rd Rotary axis to your Axis Combination, to get around that issue. So why even have the MD, if it isn't "hooked up" to everything? The MD is actually a powerful tool, in the hands of a post developer that knows what they are doing. There are many 3rd Party Post Providers like In-House Solutions and Postability, that create their own Posts. These Posts are fully configured to read all the settings "correctly" from the Machine Definition file. I think the main issue is just time and development priorities. Rather than updating the "old stuff", which includes the "MP-based" post processors, it seems that the focus is on the new Mill-Turn product, and the MP.NET language. Another reason is to support "Right Angle Head" or Block Drill attachments. If you have had any exposure to the MP.NET product, you would see that all of the machines being built do use the MD architecture. So, in summary: The MD gives you the architecture to "hook up" component properties to the Post Processor, but most of the functionality is left for you, or your Reseller, to make use of. Axis Combinations are used by the "Tool Paths" themselves. This info is "available" to the Post, but not "hooked up" by default. CNC Software did hook up the 4 Axis Posts, to read some, but not all, of the parameters for the 4th Axis Rotary Settings. For 4X Mills, only Vertical or Horizontal are allowed, and must rotate about X+, X-, Y+, or Y-. The Generic Fanuc 4X MT_Lathe post makes the most use of Axis Combinations, but still relies on the internal variable settings to configure the post. The 4X Router post is the only 4X post that supports a 4X on the Z Axis. (Right Angle Head style). A Programmable 4th Axis, mounted on Z, is not supported in the Mill Posts. The Machine Definition does support Mill Machines using Right Angle Heads, where the offset is done only in XYZ, and the "station" or orientation of the tool is "fixed". So basically, a 3X Mill, using a RAH is supported in the Machine Definition, and by using the "Get angled head" function inside the Tool Path itself. The 5X Post DOES NOT read any Rotary Settings from the MD. This is setup inside the Post itself. Very few settings are read from the MD in the 5X Post. You can "hook this up" yourself, but that requires advanced skills in post editing. You must configure the 5X post, using the variables at the top of the post. Almost all "new" development is being done using the Machine Definition, so at some point this "disconnect" of stuff being "hooked up", or not, will go away. 3rd Party Post Developers, Resellers, and advanced users have the ability to use the MD if they choose to. With MP.NET, it is possible to hook up "Simulation" to the MD, and load in Component Models. This will let you build a machine, and drive it inside Machine Simulation. Well, I hope that helps clear up any confusion or misconceptions about the Machine Definition File inside Mastercam... Best regards, Colin Gilchrist- 17 replies
-
- 14
-

-
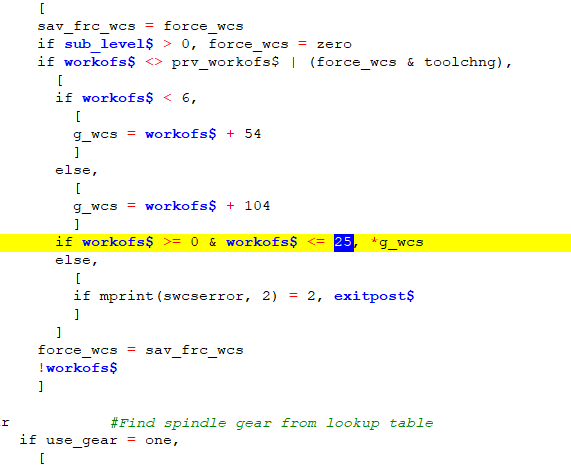
Hello, I need to know how to change the generic Haas post processor to output extended work offsets PAST G129 in a G154 P## format. I found the place where it normally stops posting after the 25th extended offset and changed it to 104 (which would be G154 P99) but unfortunately the HAAS does not read the offsets past G129. So, I need to know how to either change ALL extended offsets to the G154 P## format OR change offsets past G129 to the G154 P## format. Any help would be great, and of course this is urgent as I am cross country doing this setup.
-
Hello. I am extremely new to Mastercam, so forgive me if I don't make a lot of sense. I am working on a lathe part that also requires multi-axis milling. I've been tackling it for quite some time now. It is very important to note that I am doing this for work and on a company laptop. Said laptop is also being used by other programmers, for other machines (I am trying to program this part for an OKUMA.) When I tried to post my G-code yesterday, I noticed that the feeds for the multi-axis milling portion of the job had drastically changed. I am talking a difference of about 100-150 (I am not quite sure where to see what the units are). I did not make any changes to the program, I even tried posting the code from a similar (almost identical) project that I know was using the correct feeds before. Same thing happened. My theory is that one of the other programmers made a change to the software that I am not aware of. The code, however, seems to be ok- seems to be generated for OKUMA. Any ideas?
-
 I tried generic Fanuc, MPRouter posts but keep getting error numbers that won't let the program run. Error20 Error24 Error33 Error9. The working sample runs, the other is mine and has errors as shown in the last program from Candle. I'm sure this has been a topic before. Thank you for the help. working sample gcode.nc EMASTERTEST.NC emastererrors.nc
I tried generic Fanuc, MPRouter posts but keep getting error numbers that won't let the program run. Error20 Error24 Error33 Error9. The working sample runs, the other is mine and has errors as shown in the last program from Candle. I'm sure this has been a topic before. Thank you for the help. working sample gcode.nc EMASTERTEST.NC emastererrors.nc -
 Good afternoon, I'm wondering if it would be possible to alter my 5 axis post to output "C" for the table on the trunion instead of "B"? I've been manually editing my posts to fix this issue but like most of my problems here I'm sure I'm just a few clicks away from saving myself all sorts of time.
Good afternoon, I'm wondering if it would be possible to alter my 5 axis post to output "C" for the table on the trunion instead of "B"? I've been manually editing my posts to fix this issue but like most of my problems here I'm sure I'm just a few clicks away from saving myself all sorts of time. -
1,451 downloads
Mplmaster is based on CNC Software's master lathe post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for X7. It's our master configurable lathe post. You may also download instructions for: Installing a post Updating a previous version to X7 Email feedback to our Post Department. Special Features X7 specific parameter updates to maintain previous functionality X coolant support X comment support Compatible with machine def changes for machine configurations Y-axis C-axis and required output type [*]File header tool table [*]Sets work offset style in post, not in Misc Values [*]G12.1, G07.1 output format [*]G12.1 paths don't need to start at C0, approach with X and C then z [*]Cross mill from top or front plane [*]Part transfer with spindle synch [*]Spindle synch roughed in [*]Indexing mode setup [*]Lathe and Mill drill cycles setup, longhand output for drill and peck (No G81/G82) [*]Enhanced tapping [*]Type 1 and Type 2 G71 roughing support [*]Feed G code at toolchange [*]End Constant Surface Speed paths with RPM output [*]Mill/Drill feed in Unit/Rev support [*]Canned threading options thdang = rad2deg$ * thdangle$ #lead-in angle thdang = rad2deg$ * thda1$ #half of the thread angle thdang = rad2deg$ * thda2$ #thread angle (full included angle) [*]Forced R output for arcs in G07.1 [*]Clamp and Brake code output with overrides [*]G28/G30 home select [*]Addressed - cross cutting operation with rotary axis turned on, post output matches backplot [*]Addressed - full arc moves on face with rotary axis turned onFree -

724 downloads
Mplmaster is based on CNC Software's master lathe post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for X8. It's our master configurable lathe post. You may also download instructions for: Installing a post Updating a previous version to X7/8 Email feedback to our Post Department. Special Features X8 specific parameter updates to maintain previous functionality X coolant support X comment support Compatible with machine def changes for machine configurations Y-axis C-axis and required output type [*]File header tool table [*]Sets work offset style in post, not in Misc Values [*]G12.1, G07.1 output format [*]G12.1 paths don't need to start at C0, approach with X and C then z [*]Cross mill from top or front plane [*]Part transfer with spindle synch [*]Spindle synch roughed in [*]Indexing mode setup [*]Lathe and Mill drill cycles setup, longhand output for drill and peck (No G81/G82) [*]Enhanced tapping [*]Type 1 and Type 2 G71 roughing support [*]Feed G code at toolchange [*]End Constant Surface Speed paths with RPM output [*]Mill/Drill feed in Unit/Rev support [*]Canned threading options thdang = rad2deg$ * thdangle$ #lead-in angle thdang = rad2deg$ * thda1$ #half of the thread angle thdang = rad2deg$ * thda2$ #thread angle (full included angle) [*]Forced R output for arcs in G07.1 [*]Clamp and Brake code output with overrides [*]G28/G30 home select [*]Addressed - cross cutting operation with rotary axis turned on, post output matches backplot [*]Addressed - full arc moves on face with rotary axis turned onFree -
Version 1.1
1,107 downloads
Mplmaster is based on CNC Software's master lathe post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for X9. It's our master configurable lathe post. You may also download instructions for: Installing a post Updating a previous version to X7/8 Email feedback to our Post Department. Special Features X9 specific parameter updates to maintain previous functionality X coolant support X comment support Compatible with machine def changes for machine configurations Y-axis C-axis and required output type [*]File header tool table [*]Sets work offset style in post, not in Misc Values [*]G12.1, G07.1 output format [*]G12.1 paths don't need to start at C0, approach with X and C then z [*]Cross mill from top or front plane [*]Part transfer with spindle synch [*]Spindle synch roughed in [*]Indexing mode setup [*]Lathe and Mill drill cycles setup, longhand output for drill and peck (No G81/G82) [*]Enhanced tapping [*]Type 1 and Type 2 G71 roughing support [*]Feed G code at toolchange [*]End Constant Surface Speed paths with RPM output [*]Mill/Drill feed in Unit/Rev support [*]Canned threading options thdang = rad2deg$ * thdangle$ #lead-in angle thdang = rad2deg$ * thda1$ #half of the thread angle thdang = rad2deg$ * thda2$ #thread angle (full included angle) [*]Forced R output for arcs in G07.1 [*]Clamp and Brake code output with overrides [*]G28/G30 home select [*]Addressed - cross cutting operation with rotary axis turned on, post output matches backplot [*]Addressed - full arc moves on face with rotary axis turned onFree -

Version 1.1
698 downloads
Mplmaster is based on CNC Software's master lathe post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for 2018. It's our master configurable lathe post. You may also read instructions for: Installing a post Email feedback to our Post Department.Free -
Version 1.0.0
545 downloads
Mplmaster is based on CNC Software's master lathe post - Mplfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click the download button above to download Mplmaster for 2019. It's our master configurable lathe post. You may also read instructions for: Installing a post Email feedback to our Post Department.Free -
Am I the only one that has been having this problem? For no reason that I can figure out, the home / ref. points I input inside the toolpath parameters do not show up consistently when I post. This is a problem because if I use them, it is to avoid a crash.
- 23 replies
-
- 1
-
-
- Home / Ref. Points
- Post
- (and 1 more)
-
Version 1.0.0
1,218 downloads
Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for 2019 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. You may also download instructions for: Installing a post Email feedback to our Post Department.Free -
 Hello , I have a x minus machine and when i post a canned turning cycle the U value is a + number. I need U- on OD and U+ on ID cycles.
Hello , I have a x minus machine and when i post a canned turning cycle the U value is a + number. I need U- on OD and U+ on ID cycles. -
I have been trying to use the tooltable output to let our setup guys and operators know what type of comp is used. We use either "control" or "wear" depending on the machine (I know, I'm trying to get everyone to use wear, but it's going to take some time) - The problem I've noticed is that the post will only catch the comp value from the first operation of each tool. This becomes a problem when the first op might not use any comp. For example; using a drill cycle with an endmill to peck the center of a feature & then follow with a contour toolpath. It would also be useful to scan all the toolpaths and give an error if the same tool is using different comp types in multiple ops. Can anyone tell me how to go about this? My post modifying skills are pretty decent; I've added a few misc. ops and tweaked thing here & there. Thank-you. -John
-
Version 1.0.0
1,462 downloads
Mpmaster is based on CNC Software's master mill post - Mpfan - but offers additional features. eMastercam.com is operated by In-House Solutions Inc. - Authorized Canadian Distributor. Please do not email post requests or support questions. For post requests or support contact your local reseller. Click "Download" to download the following: Mpmaster for 2018 - our master configurable 4-axis G-code post. Rotary settings are configured in the Machine Definition. Note: separate horizontal and vertical posts provided. You may also download instructions for: Installing a post Email feedback to our Post Department.Free -
I hope I get this all right, this is my first post here. I would like to incorporate some of the Setup Sheet information into my part programs (project #, part #, rev., etc.). Is it possible to extract this info via variables in the post? I know I can prompt for inputs during the posting process (and have done this), but this has to be repeated each time I post the job. Any help is appreciated.