Search the Community
Showing results for tags 'probe'.
Found 10 results
-
 Hello everyone, I'm new to okuma programming and so far only know Heidenhain. (measuring was standard here and much easier) Is it possible to write a macro on my horizontal machine that measures / calculates the angle between two points in x and then rotates this value in the program so that I have "aligned" the workpiece? Okuma MA 600 hii with renishaw. maybe someone has such a macro? Many thanks in advance Regards Philipp
Hello everyone, I'm new to okuma programming and so far only know Heidenhain. (measuring was standard here and much easier) Is it possible to write a macro on my horizontal machine that measures / calculates the angle between two points in x and then rotates this value in the program so that I have "aligned" the workpiece? Okuma MA 600 hii with renishaw. maybe someone has such a macro? Many thanks in advance Regards Philipp -
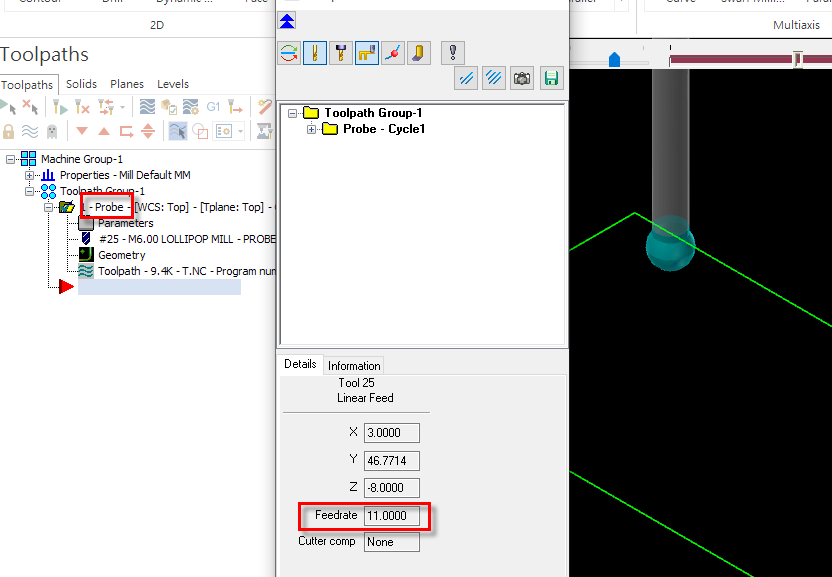
Dose anyone can teach me how can modify Mastercam Probe Backplot Feedrate ? Thanks...
-
I need to hit 3 points in the y- direction to square up a plane and call that C0. Ive done probing with fanuc easyset but Im on planet Okuma now. Any help...and I do mean ANY is much appreciated!! DM
-
Long story, was using i/o channel 4 to output my renishaw probe report. but it appears out memory card slot is fried and wont be getting fixed until next week. Im curious of other ways to get my data report like using channel 9 for the embedded ethernet? which this machine has. I cant use the rs232 port. any advise? ive read you cant use channel 5 for the data server.
-
I am going to run a new job in my lathe and come to find out that the ATP is not functioning properly. When I drop the probe arm to touch off my tools it falls too far and all of my tools shoot clear over the probe. I have lifted the arm by hand and can feel that there is a location where it feels as though the arm is supposed to stop and rest in but it falls past that spot. Has anyone had this problem before and if so what was the solution? I am trying to avoid having to call a service tech. I could touch my tools off manually, but I get mad when things I pay for don't function properly. Thanks guys. Any help is appreciated.
-
I was wondering if there was anybody out there who might have a Renishaw probe sitting in a cupboard, unused. I would love to buy a new one, but they are just sooooo expensive .I am looking at one for our machine, to inspect and probe our work, as our machine is basically sitting in a tin shed, and temperature plays a huge role on our CMS Poseidon. Looking at the Renishaw website, i'd be after maybe one of the following models: RMP40 RMP40M RMP60 RMP60M *RMP600
-
I was wondering if there was anybody out there who might have a Renishaw probe sitting in a cupboard, unused. I would love to buy a new one, but they are just sooooo expensive .I am looking at one for our machine, to inspect and probe our work, as our machine is basically sitting in a tin shed, and temperature plays a huge role on our CMS Poseidon. Looking at the Renishaw website, i'd be after maybe one of the following models: RMP40 RMP40M RMP60 RMP60M *RMP600 Cheers Justin
-
Hi guys I am trying to set up my probing/probe. I have now heard through our local Mastercam salesman that this "ad-on" software "Productivity +" ONLY functions with a Renishaw probe????? Is anyone else using the "in-built" probing software within Mastercam, using a different brand of probe? I have a MARPOSS - T25 probe. Cheers Justin
-
 Hello, I just got a case use head-head 5 axis machine with Heidenhain iTNC530 controller and probe. The 5 axis NC program I create is working well in the VeriCut simulation. But when the operator clamp the material with a C rotate by probe, the tool angle got problem as my picture. It should be a flat surface by flat end-mill machining, but my tool angle is wrong. When I use wheel to move the spindle, the X and Y can align withe the material. Is there any setting on the controller missing? Or I need to add some M code in the NC code to let the controller to add the rotate angle to the toolpath? Thank you! Hans
Hello, I just got a case use head-head 5 axis machine with Heidenhain iTNC530 controller and probe. The 5 axis NC program I create is working well in the VeriCut simulation. But when the operator clamp the material with a C rotate by probe, the tool angle got problem as my picture. It should be a flat surface by flat end-mill machining, but my tool angle is wrong. When I use wheel to move the spindle, the X and Y can align withe the material. Is there any setting on the controller missing? Or I need to add some M code in the NC code to let the controller to add the rotate angle to the toolpath? Thank you! Hans
-
I am currently using a Renishaw LP2DD probe with a stylus that is 100mm in length and has a 10mm ruby ball, the shaft is 4mm. My search speed is 10mm/s. I am using an external kinematic system with a part mounted onto the system, the probe is fixed. I cut my part and I am .017" off in my x direction and .015" in my Y direction. I am currently using no probe deflection offset. Is there a way to calculate this with out using CMM software? Thank you for you help -Austen