Search the Community
Showing results for tags 'programming'.
Found 16 results
-
Is anyone having issues with mcam creating a new tool every time a new type of toolpath is created. Everything is identical about the tools it creates. It is frustrating to say the least. Thanks in advance.
-
Ok so I’m new to the world of lathes and I have a Mori Seiki Mt1500sz. I’m programming with mastercam and trying to avoid a crash on my new to me machine. The main spindle programming is pretty self explanatory as far as setting the work offsets and all but I’m curious about work in the sub spindle after the part is transferred. I’ve seen where G54 is used on the main and G55 is used on the sub so with that in mind, do I run the first part of the program, let it part off and return home and then stop and set G55 on the face of the part in the sub spindle or is G55 calculated from the machine position. I can do about anything on the VMC but the lathe has me a little confused and like I said I don’t wanna crash. Thanks for any help it’s appreciated
-
So I have decided I am going to share my custom macro B programs. These programs generate 3D and basic 2D shapes for CNC mills. The C variable on the radius macros is the angle of incremental rotation that you want to cut in degrees. Cool Macros.zip
- 182 replies
-
- 4
-

-

-
- custom macro b
- cnc
- (and 2 more)
-
There is a part with helical milling that involved woodruff cutter and also profiling. So I need support on generating programming codes to run the part on 5 axis programming.
-
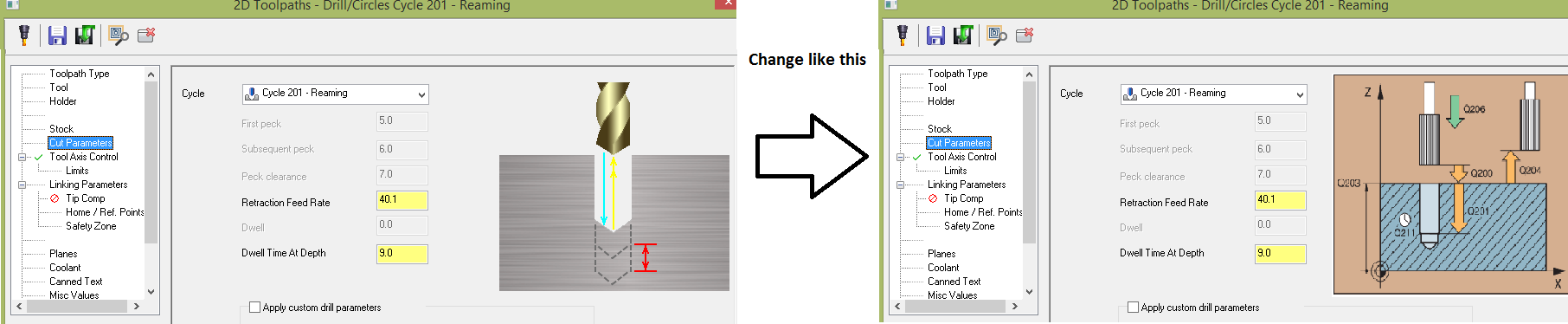
 Hi I'm looking for a way to change the Images, that describe the Cycles in drill cut parameter window. Is ther any way to customize or change them. Thanks for your attention.
Hi I'm looking for a way to change the Images, that describe the Cycles in drill cut parameter window. Is ther any way to customize or change them. Thanks for your attention.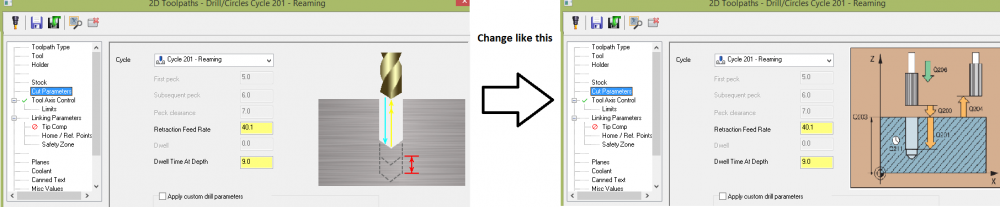
-
My transfer from main to sub is complete but I still cannot get the turning tools for the sub set. I have attached the program. The lines of read text which are used on the sub do not seem to be doing anything. The text in blue, the main spindle works along with the transfer. Is it possible the operator set the tools used on the sub incorrectly? Could I need to change a parameter bit or something? I have reached out to Mazak but have not received any word yet. Please let me know what you guys think. Thank you 1903.EIA.rtf
-
I've attached the blueprint of the part to be made and my code to machine the 5 slots in the OD. My goal is to have a program that regardless of the tool diameter, programmed radius or # of passes/DOC can be changed with relative ease. I'd like to make #527 passes where each pass is #528/#527 deep (the actual DOC is [#528/#527]/2 because the Y axis is diametrical). I've never used variables to this extent so I'm hoping y'all will look it over and critique my code. In the program I accounted for the key cutter tool radius when I programmed the tool path, so the R value on the offset screen=0. I'm cutting on the minus(-) side of Y0. Thanks in advance! 208.txt DWG.pdf
-
 I've attached the blueprint of the part to be made and my code to machine the 5 slots in the OD. My goal is to have a program that regardless of the tool diameter, programmed radius or # of passes/DOC can be changed with relative ease. I'd like to make #527 passes where each pass is #528/#527 deep (the actual DOC is [#528/#527]/2 because the Y axis is diametrical). I've never used variables to this extent so I'm hoping y'all will look it over and critique my code. In the program I accounted for the key cutter tool radius when I programmed the tool path, so the R value on the offset screen=0. I'm cutting on the minus(-) side of Y0. Thanks in advance! DWG.pdf 208.txt
I've attached the blueprint of the part to be made and my code to machine the 5 slots in the OD. My goal is to have a program that regardless of the tool diameter, programmed radius or # of passes/DOC can be changed with relative ease. I'd like to make #527 passes where each pass is #528/#527 deep (the actual DOC is [#528/#527]/2 because the Y axis is diametrical). I've never used variables to this extent so I'm hoping y'all will look it over and critique my code. In the program I accounted for the key cutter tool radius when I programmed the tool path, so the R value on the offset screen=0. I'm cutting on the minus(-) side of Y0. Thanks in advance! DWG.pdf 208.txt -
Looking for some help. I have an idea of what the MOD function does but I can't seam to find it in the control books. I am trying to help a bud convert an Okuma program over to Fanuc. Please if u could let me know what this is used for and application I would really appreciate it or if it can even be done.
-
Having trouble with a macro program I am running, it looks as follows: :O5000 (ZERO) G00 Z[#26+0.6] G00 X.0003 Y0. G00 Z[#26+0.02] G01 Z[#26-#7] F#121 X-.0132 Y-.0024 X-.0256 Y-.0072 X-.0374 Y-.0168 X-.0479 Y-.0288 X-.0574 Y-.0445 X-.065 Y-.0625 X-.0703 Y-.0817 X-.0738 Y-.1034 X-.075 Y-.125 X-.0738 Y-.1466 X-.0703 Y-.1683 X-.065 Y-.1875 X-.0574 Y-.2055 X-.0479 Y-.2212 X-.0374 Y-.2332 X-.0256 Y-.2428 X-.0132 Y-.2476 X.0003 Y-.25 X.0132 Y-.2476 X.0256 Y-.2428 X.0374 Y-.2332 X.0479 Y-.2212 X.0574 Y-.2055 X.065 Y-.1875 X.0703 Y-.1683 X.0738 Y-.1466 X.075 Y-.125 X.0738 Y-.1034 X.0703 Y-.0817 X.065 Y-.0625 X.0574 Y-.0445 X.0479 Y-.0288 X.0374 Y-.0168 X.0256 Y-.0072 X.0132 Y-.0024 X.0003 Y0. G00 Z[#26+0.6] M99 % It is a program for engraving a zero as part of a serial number. Everything goes great until I hit the M99 where it comes up with Alarm # 115 : Illegal Variable Number. Any idea why this is happening. Im running on a Fanuc controller using G65 for the macro call to pull up this program. Thanks for the help, -Adam
-
Good afternoon forum members. my company has recently purchased to Mazak intergrexs. An I630 and I200S. I have not programmed this style machines before. I am famillar with turning and milling. I program standard turret style lathes with milling and 4X horizontal and vertical mills almost daily. so I am famillar with rotating planes and features like that. a couple of questions I have is placing part inside mastercam. should I orient just like I do a lathe so that my turning will work with my milling starting from back plane which is c0. or do I orientate completely different. also several turning holders require tilting the head to operate. how is the posting getting the data to tilt the turning tool
-
I hope someone out there will have a use for this. Someone at work gave me the idea. Check it out. O5656(DIAMOND PIN MACRO) (PIN AT 0 DEGREES IS VERTICAL) (ABSOLUTE MACRO) (UNDER DEVELOPMENT) (FORMAT G65/G66 ABDTMWREFS) (A = #1 - INCLUDED ANGLE OF PIN) (60 DEGREES IS COMMON) (B = #2 - G68 ROTATION FROM 0 DEGREES) (D = #7 - DIAMETER OF PIN) (T = #20 - TOOL DIAMETER) (M = #13 - MATERIAL SIZE) (SQUARE OR ROUND) (W = #23 - WIDTH OF PIN CONTACT) (R = #18 - R PLANE) (E = #8 - END OF EM IN Z) (F = #9 - FEEDRATE) (S = #19 - # OF SPRING PASSES) (*********************************) (LIMIT SPRING PASSES TO 3.) IF[#19GT3.]THEN#19=3. (STORE CURRENT XY POSTION) #100=#5001 #101=#5002 (CALCULATE TANGENT POSITIONS) (BASED ON ARGUMENT -A-) (-X-/-I-) #102=[#23/2.]+[COS[#1/2.]*[#20/2.]] (-Y-/-J-) #123=ASIN[#23/2.]/[#7/2.] #103=[COS[#123]*[#7/2.]]+[sIN[#1/2.]*[#20/2.]] (CALCULATE FIRST POSITION -X-) #105=#102+[TAN[#1/2.]*[#103]] (CALCULATE MATERIAL CLEARANCE) #106=[#13/2.]+[#20/2.]+.1 (STORE EACH LOCATION) #110=#100-#106 #111=#101 #112=#100-#105 #113=#100-#102 #114=#101+#103 #115=#100+#102 #116=#101+#103 #117=#100+#105 #118=#101 #119=#100+#102 #120=#101-#103 #121=#100-#102 #122=#101-#103 (SET SPRING PASS COUNTER) #149=#19 (SET ROTATION) #530=#2 IF[#2GT180.]THEN#530=#2-360. G68R#530 (GOTO 1ST POSTION) G0G90X#110Y#111 Z[#8+.1] G1Z#8F#9 G41X#112 WHILE[#149GE0]DO1 IF[#149LT0]GOTO10 #149=#149-1. G1X#113Y#114 G02X#115Y#116I#102J-[#103] G1X#117Y#118 X#119Y#120 G02X#121Y#122I-[#102]J#103 G1X#112Y#111 END1 N10G1G40G90X#110 G0Z#18 G69 X#100Y#101 M99
-
i have a older machine with a anilam 3300m controller. we use surfcam which is linked to machine with a ethernet cable. at the machine, programs must be converted to conversational format before running. my question is, we are having a problem with the program randomly stopping when doing surfacing type work, followed by an error msg which reads...can bus node lost. does anyone know how to fix this issue?
-
Trying to help someone calibrate a probe on a Mitsui with no luck. I tried to store a large number into macro #100 and came up with a PS012 ALARM. Once we put in a smaller number in no problem ex: #100=1. We are thinking that one of our parameters is wrong, but I do not have any experience with those. Please if anyone has some information on it it would be greatly appreciated.
-
I searched but cant find any info on programming a horizontal from center of rotation versus using work offsets. I have been programming our two horizontals using work offsets for each side of the plate that we have up. For some reason the operators mess up finding the work offsets from time to time for what ever reason. My boss is insisting i start programming from center using no work offsets. What are your thoughts. Our typical work consist of squaring a plate of various sizes four sides with a macro type program. And when we have to put slots, lift holes or short gun drilled lines in i program them with mastercam. I am using top as center then picking the face of the edges for my front, right, back, left offsets which front and back are G54 and right and left are G55. The plate is squared on center of the pallet. I don't like programming from center with no offsets because i have to manually enter a clearance, retract, top of stock and depth. When i normally have to only enter the depth because everything else is entered as a default. The boss wants everything to be monkey proof. He doesn't want the operator to have any responsibility other then hit the go button. I am insisting that we need to at the very least be able to enter work offset.
-
Looking for job, on-line 3-axis mill programming for only 15$/h . Prefer G-code (Fanuc) or dialog (HeidenhainTNC_530). Vladimir