Search the Community
Showing results for tags 'tapping'.
Found 8 results
-
Gentlemen, while I have good knowledge op taps I'm running into an issue with over loading when tap is trying to reverse out of hole. We started out with standard 59/64 drill and a tapping depth of .920.... Spindle overloaded. Moved to 59/64 drill and a tapered 1.0 EM with 1.5 Deg. Draft to reduce some of the load.... Spindle overloaded. So next is to increase RPM to decrease spindle load but what is the safest RPM to Increase this to and generate more power.. If it all fails I'll thread mill. Below is code I'm using. ( 3/4-14 NPT TAP | TOOL - 4 | DIA. OFF. - 4 | LEN. - 4 | TOOL DIA. - 1.05 ) ( TAPS HOLE ON B0. SIDE ) T4 M01 M6 M01 G0 G90 X1.5 Y10.25 S238 M3 G43 H4 Z12. M8 G94 G98 G84.2 Z7.0853 R8.5407 F17. G80 G94 M9 M5 G91 G30 Z0. Y0. G30 X0. Y0. G30 X0. M30 Kindest regards, Jean
-
I am making parts for a company out of tungsten. They have a 1/4-28 unjf-3b thread. I am giving 2 gages the 3b gage to check the pitch of the thread and a 2b gage to check the depth. My tap goes the correct amount of turns but the 2b depth gage does not. Need at least 23 turns for proper depth I get 24 with the tap but only 16 with the gage any suggestions. I've tried retapping, reaming the hole after the tapping to get rid of any tapper but still only get to like 19 turns of the gage.
-
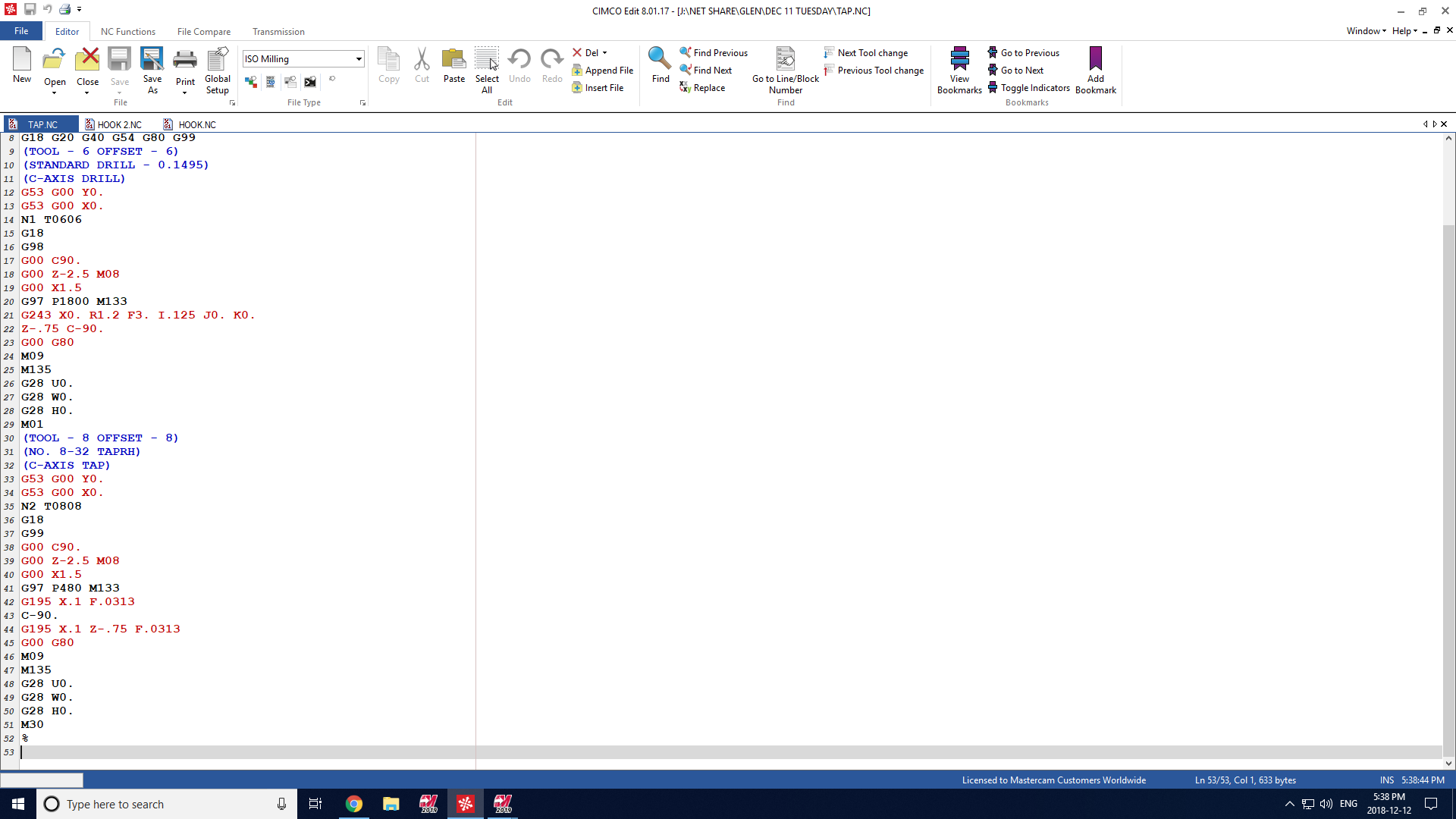
 Hi guys My name is Glen, I am new at emastercam and new to cnc lathe machines. i just have a question regarding tapping with live tooling( radial). I can back plot it and everything seems fine but when i post it machine error NO SPINDLE SPEED. This is the G codes for the drilling and tapping, i only have problem with tapping. thanks in advance
Hi guys My name is Glen, I am new at emastercam and new to cnc lathe machines. i just have a question regarding tapping with live tooling( radial). I can back plot it and everything seems fine but when i post it machine error NO SPINDLE SPEED. This is the G codes for the drilling and tapping, i only have problem with tapping. thanks in advance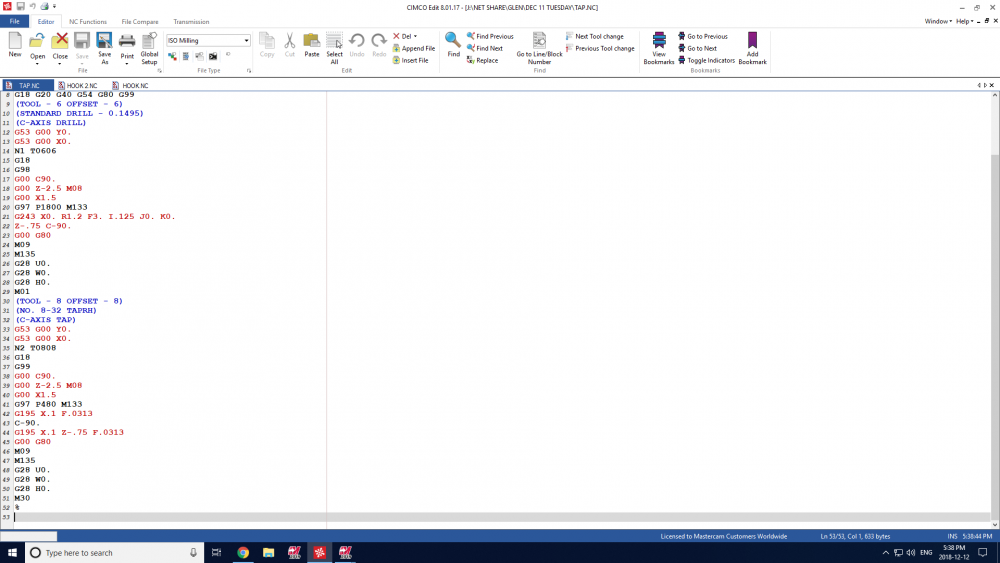
-
Hi guys My name is Glen, I am new at emastercam and new to cnc lathe machines. i just have a question regarding tapping with live tooling( radial). I can back plot it and everything seems fine but when i post it machine error NO SPINDLE SPEED. This is the G codes for the drilling and tapping, i only have problem with tapping. thanks in advance
-
Does anyone know of a way to stop tapping mid-cycle on a Seicos 16m controller on a Hitachi Seiki HG630II? We use floating tapping heads and can stop on other machines, but not this one.
-
Hi, I am new to this forum, so hope someone can help me! Is there any way of checking for a collision when Tapping (M5), I have just noticed that when running verification with collision detection active, Mastercam 2017 is NOT detecting a collision when the hole is not Drilled with tapping size (dia 4.2mm) I have tried modifying the minor diameter of the tap from 0 to 4,2 with no success. Many thanks
-
I have a bunch a holes in my part that need to be drilled and tapped for their respective Helicoils. 6-32, 8-32, 10-32 and 1/4-20. If I'm correct the Helicoil taps have the same pitch as the threads you are trying to helicoil right? So when I enter my pitch of .03125 (6-32, 8-32, 10-32) into Mastercam everything should be fine using a helicoil tap correct?
-
 Hi guys, Here's what we need. a 6-32 tapped hole thru cast 1/4" thick. Thread minor has to be .109 to .112. Hole is made with .125 carbide drill. The roll tap give a nice minor dia, but were eating thru the taps like no tomorrow. The operator has been going thru about 8 taps a shift. Originally the program had the tap rpm set to 1000 with a feed of 37.5. I thought that was way too fast. the first couple flutes on the tap would get burned up in no time. So i slowed the S&F down. But I dont think I slowed it down enough. Currently its set at S750 F23.4375. I was reading thru some of these forums and many people said that the max rpm for small dia tapping was around 200-250 rpm. If I need to slow the tap down to prolong its life, then I guess thats what i have to do. Only thing that will affect is longer cycle times. What are your thoughts on this issue? Could I start with a smaller hole and use a plug tap? Is it the coolant? What variables am i missing? Thanks, Matt
Hi guys, Here's what we need. a 6-32 tapped hole thru cast 1/4" thick. Thread minor has to be .109 to .112. Hole is made with .125 carbide drill. The roll tap give a nice minor dia, but were eating thru the taps like no tomorrow. The operator has been going thru about 8 taps a shift. Originally the program had the tap rpm set to 1000 with a feed of 37.5. I thought that was way too fast. the first couple flutes on the tap would get burned up in no time. So i slowed the S&F down. But I dont think I slowed it down enough. Currently its set at S750 F23.4375. I was reading thru some of these forums and many people said that the max rpm for small dia tapping was around 200-250 rpm. If I need to slow the tap down to prolong its life, then I guess thats what i have to do. Only thing that will affect is longer cycle times. What are your thoughts on this issue? Could I start with a smaller hole and use a plug tap? Is it the coolant? What variables am i missing? Thanks, Matt