Search the Community
Showing results for tags 'tolerance'.
Found 5 results
-
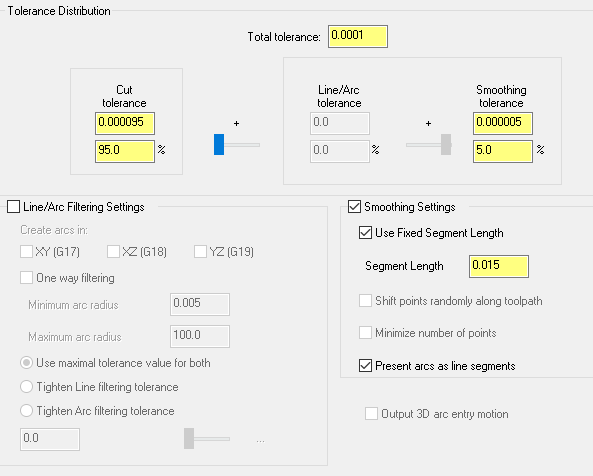
Is there ever a situation to set the total tolerance to .0001? See above png for our current settings... Problem is setting this to .0001 takes a long time to generate with the equal scallop toolpath in mastercam. If we set this tolerance to .001, will it effectively achieve the same results? This is my guess
-
Hi guys, I recently got a base plate model that came in 100% Spline Wireframe. So every hole I need to drill has no useful selectable geometry. I googled converting splines to arcs and found a video by "GiangTheTool"(what a surprise the guy has a mcam video for everything) he shows how to use the toolpath generated with certain settings and backplot you can save your toolpath geometry. My problem is that I cannot get my Arc Filter / Tolerance setting to give me smooth Arcs from my toolpath It just keeps converting to tiny line segments. So If you guys have any good techniques for converting splines to arcs or how to control Arc Filter / Tolerance to output mostly Arcs I would love to hear it! Btw all the holes in my part are under 1/2 inch diameter. Please help me
-
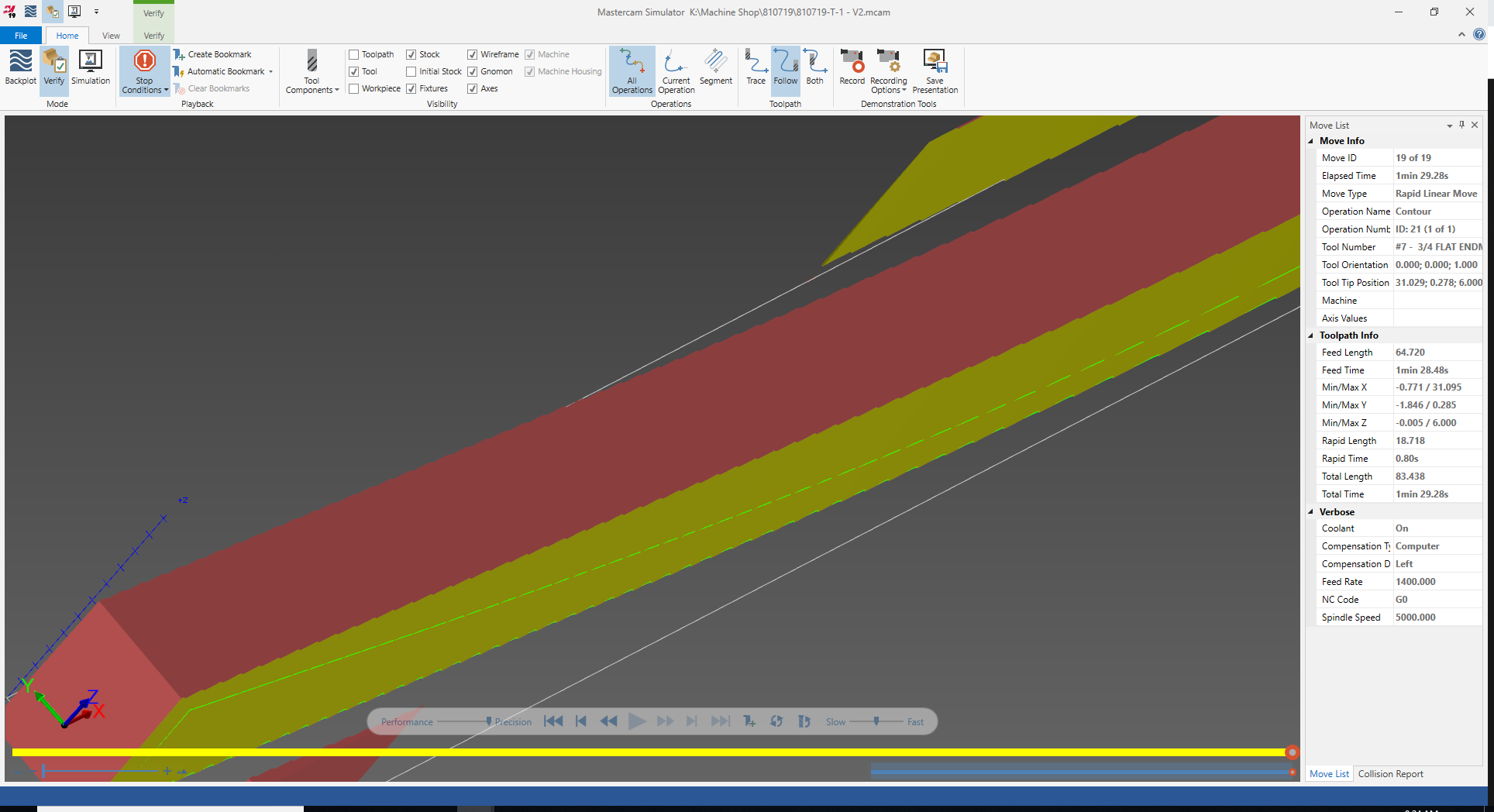
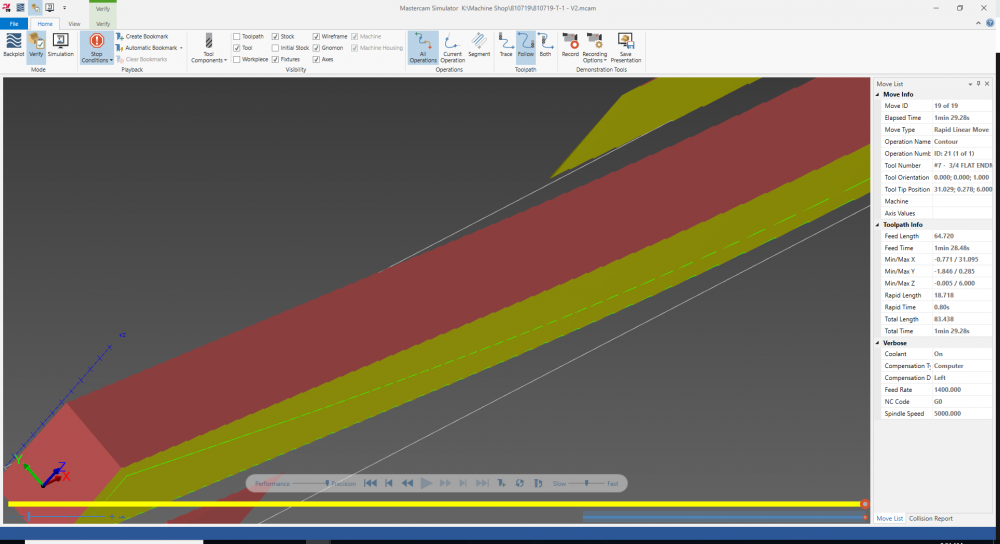
Hello Friends, I recently got a new job. My old workplace had MC X6 and my new workplace has 2019. I am having trouble increasing the accuracy of the visualization in the "Verify" window. In X6, I could just go to the options and specify the tolerance I wanted. I have not been able to find a way to do that in 2019. I have noticed in 2019 that there is a "Performance-------Precision" slider which I have all the way to precision. I am trying to verify a part's surface finish toolpaths and realized that the window I was looking at was very pixelated. I have attached a picture of the simulation of a simple arc cut that turned out very pixelated. How do I increase the precision beyond what the slider can give me? Is 2019's verify less precise than X6? Many thanks!
-
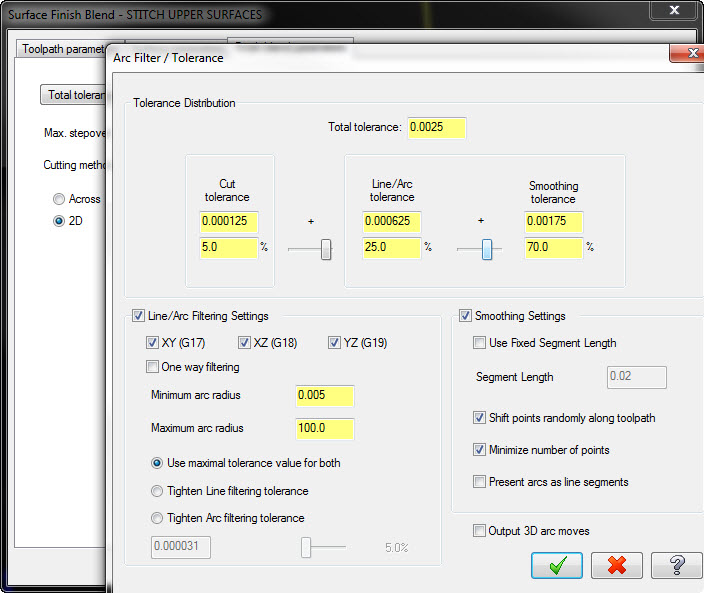
Hi everyone, At my shop we do a lot of high speed surface finishing on aluminum parts and we're struggling with the arc filter/tolerance fields to get the smoothest possible toolpath. What I would like to know is what settings other programmers have found success with? Right now we've figured out kind of a sweet spot with our total tolerance at .0025", arc filtering on and the sliders biased between 5-50% cut tolerance, and the right slider all the way to "smoothing". Are we not using this properly? We understand arc filtering for 2D high speed toolpaths but the surface finish with paths like scallop, blend, etc. are what's giving us the most trouble. I've uploaded a screen cap of what our typical settings have looked like. If anyone could offer better insight as to how these settings affect surface toolpaths it would really help out a lot. Our local dealer and most Mastercam applications guys haven't been much help to us. Thanks in advance.

- 25 replies
-
- 1
-

-
- arc filter
- tolerance
- (and 1 more)
-
Hello, I’m having a problem with my tolerances in Mastercam X8 and X9. I want to mill a workpiece in a clamping position where it contains contours with radii of 25000mm. The maximum arc radius, in the arc filter / tolerance tab in every toolpath operation, is set to a maximum of 15000,01mm. The result is a toolpath where a long radius is cut in many segments of several mm. You can see this with the backplot toolpath option (display endpoints button on), and will result in a bad finish on the machine. Is there a way so that I can change this maximum value? If not, is there a simple workaround for this problem? I know I can shorten the segments with smoothing turned on in the tolerance tab, but this doesn’t give me a good enough result on my machine.