Search the Community
Showing results for tags 'transform'.
Found 9 results
-
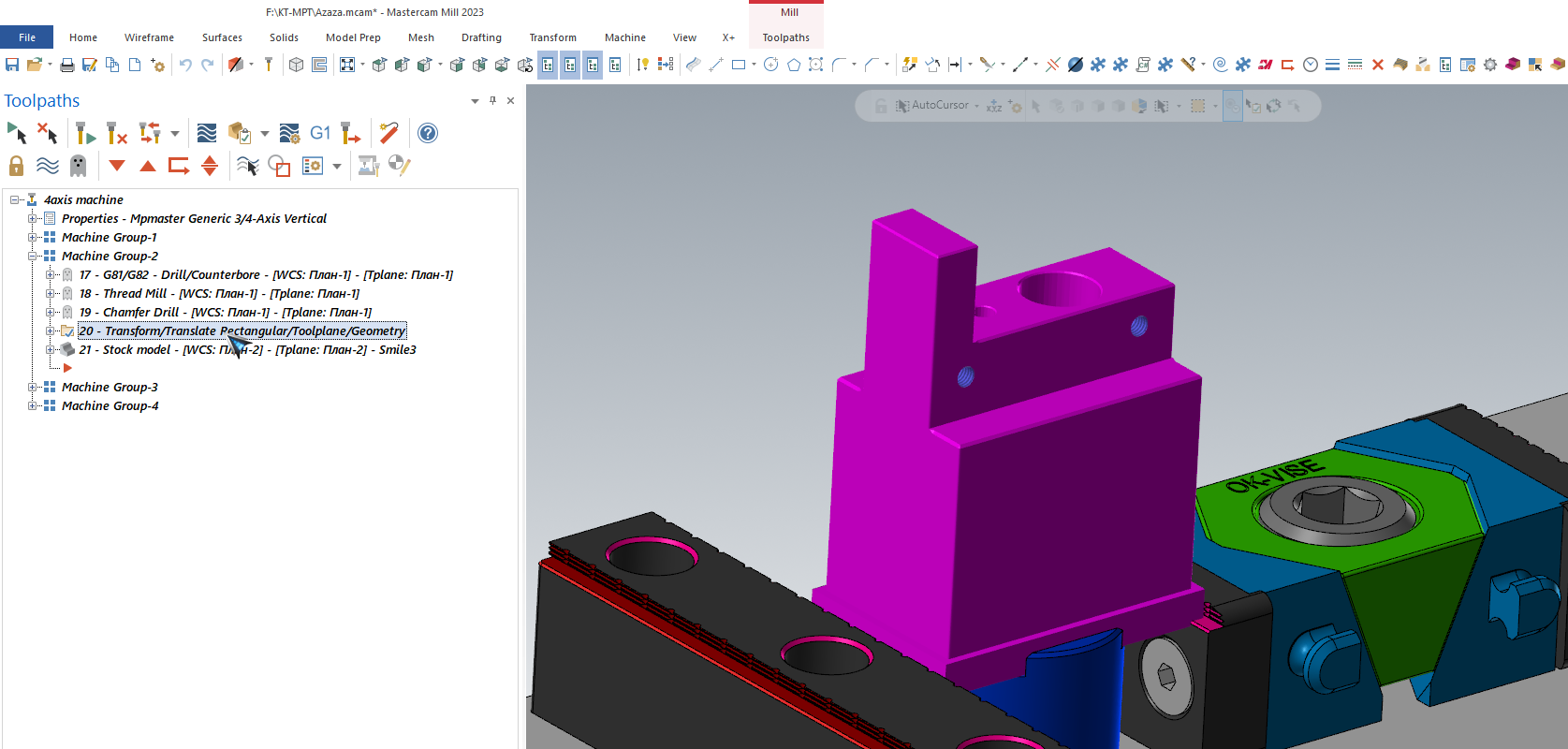
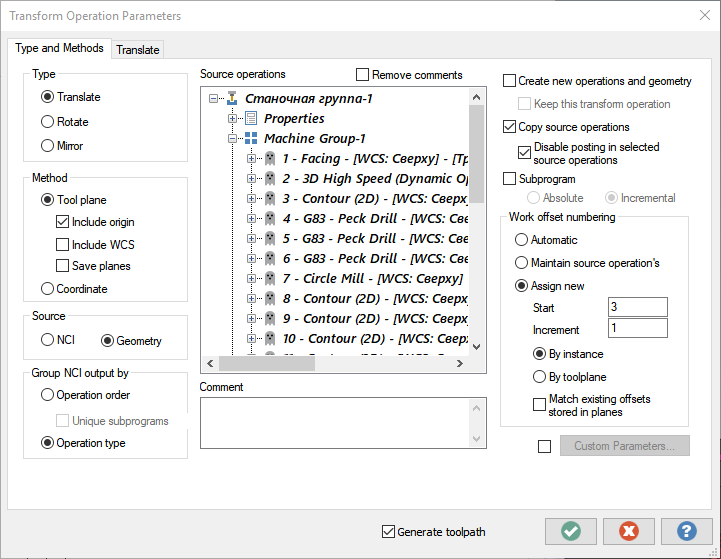
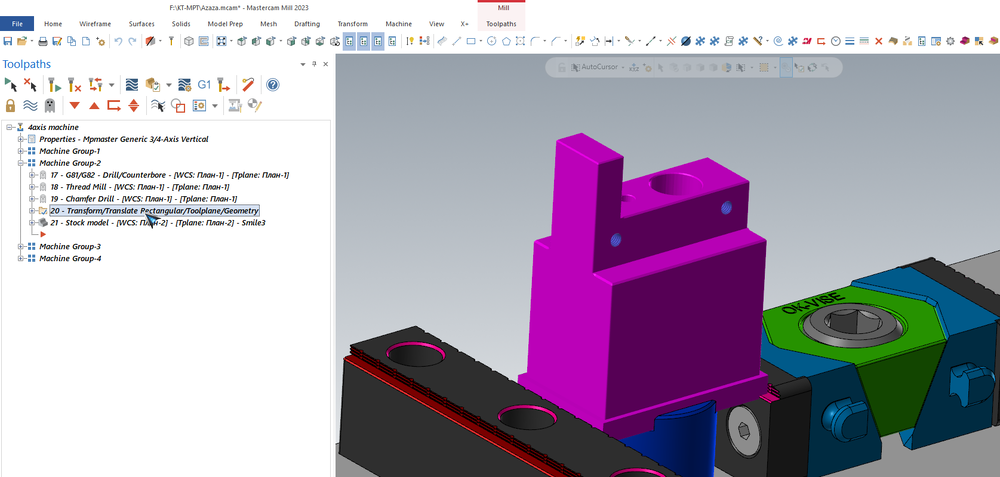
Guys, explain to me why the Chamfer Drill strategy shows different values during the transformation through NCI / Geom. Is this a bug? Mastercam 2023 Update3 Azaza.mcam
-
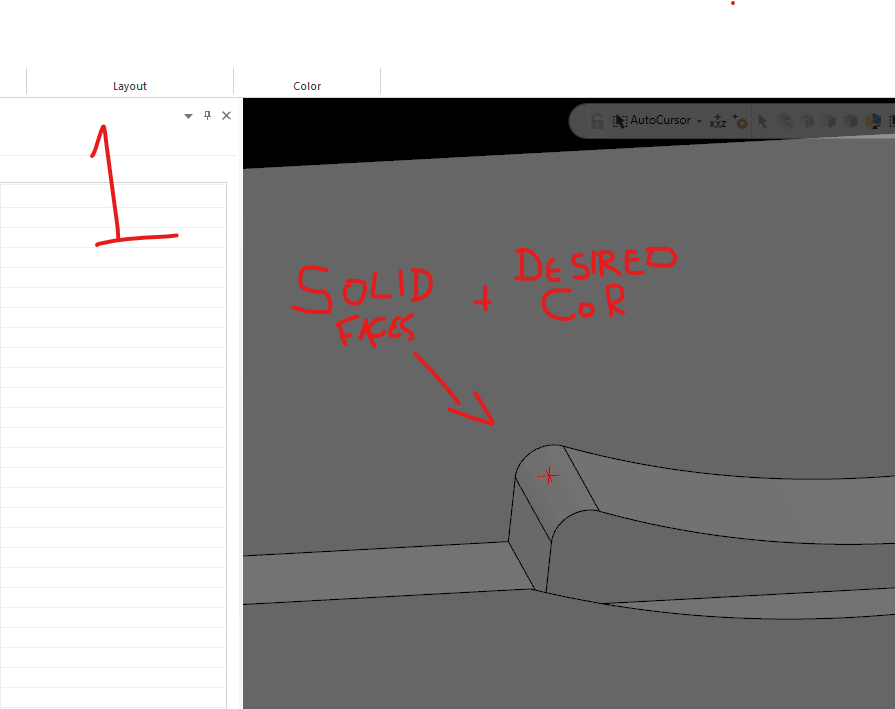
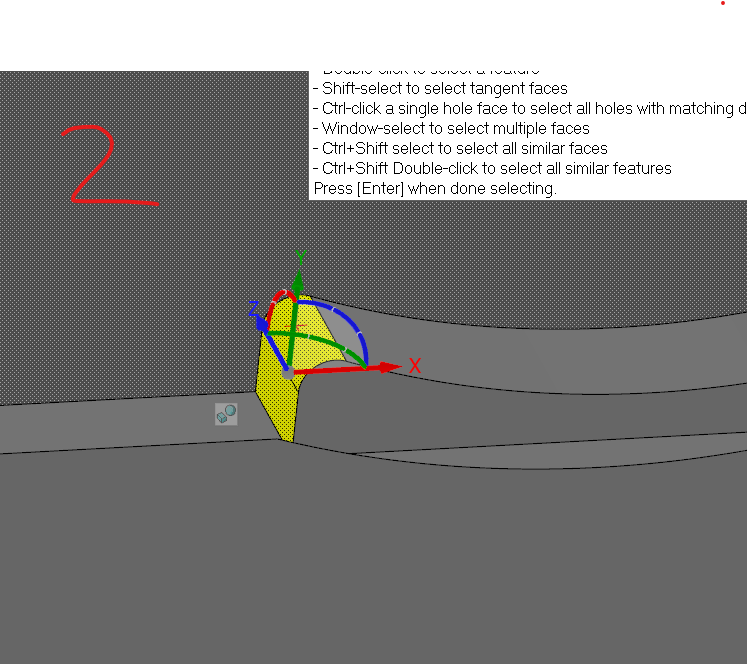
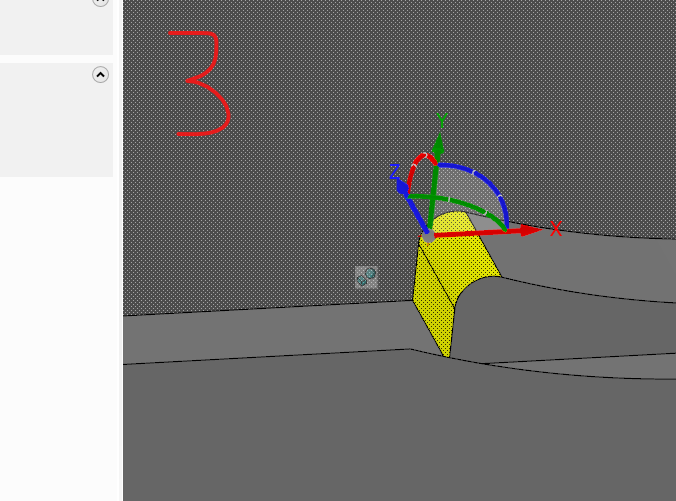
Disclaimer/Info: MC 2022, with a native solid made by extruding wireframes. Using the Move command to select the faces. Trying to use Move to rotate the outer vertical faces of the pocket shown in (fig. 1) to make a little room for the part in the jaw. The corner rads and back face will locate it enough, so I don't want contact on the sides. When I select the faces I want to rotate (fig. 2), I get a gnomon to specify the origin of the transform. Unlike other transforms, the first movement of the grey dot where the axes meet applies a transform op to the faces (fig.3) - I would expect this action to only move the gnomon to my desired center of rotation/transform, and then be able to rotate the selection. Is there a way to move the gnomon to a point without moving my geo? Or are my CAD expectations showing through for this tool?
-
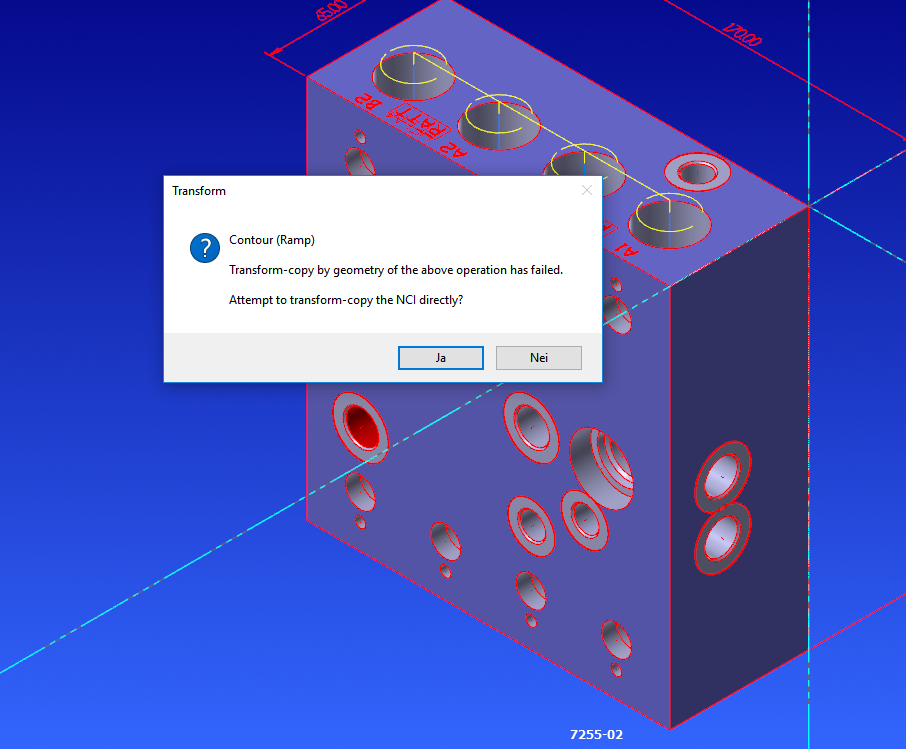
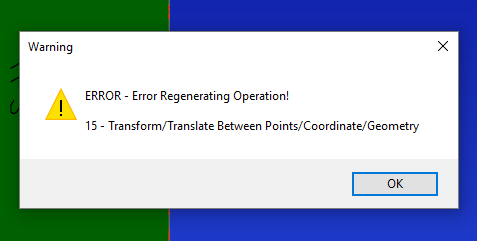
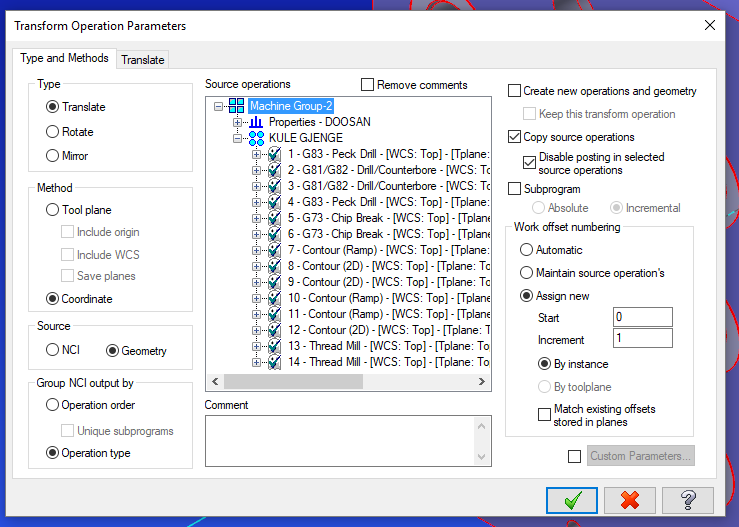
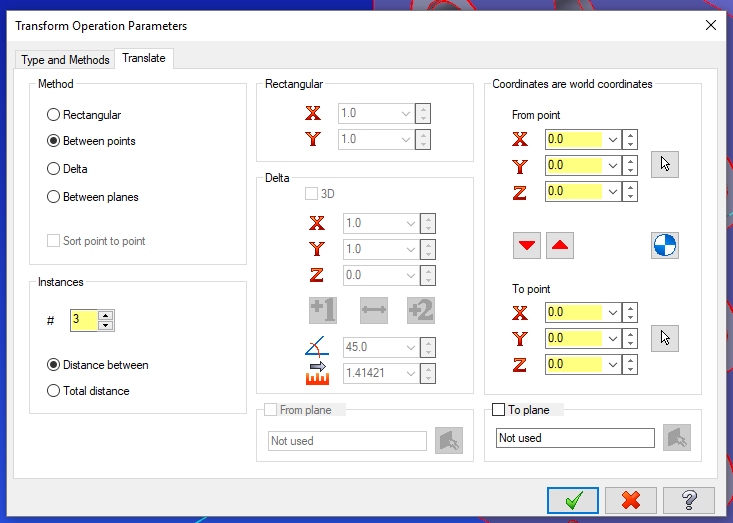
Hi! First of all I like to kindly ask for some help, and bear with me as it is my first post here of a question so if this forum is the wrong place i apologize in advance. Finally get my post processor up and running in 2018, and did the switch from X9. I have some trouble with some files in 2017 and now 2018 when open files with transform operation When i open some of the files created in X9 and earlier in 2018 I get this message: If I choose yes it will regenerate the operations and let me post the G codes, If I chose no it will give me this ERROR message I choose geometry and not NCI as source, and just copy the source operations, not making new, and are using G54-G57 between points for a 4 vice setup. this is the settings: The Gcodes produced is not any different in X9 post or 2018 Post. the G codes is correct and I think I can still use the settings only with NCI as source. Any suggestions on this?
-
Does anyone know of a good way to pattern/transform operations for something that needs to both rotate and move along an axis. all of the cuts are the same. currently we use a translate between planes for each cut sometimes hundreds of pattern operations (also trying to prevent lots of tool changes) but i was wanting to find a better method.
-
Hello everyone, I hope that this isn't just me, or that I am missing a simple setting, but I feel like I am going crazy. Every time I create a primitive block (which I do often for raw stock representation) the primitive dialog defaults to surfaces. I have never wanted surfaces and I swear it used to default to solid... Is there a way to default it to solids? Also, similar issue with certain transforms. I often use the "fit" transform, to center a part in my material, and I never want it to copy. I want it to default to move, but every time, I have to click the radio button over... Mastercam gurus, please tell me there is a fix for this! Thanks in advance
-
So I can't get 15069 and 15070 to read in X6, I know - stuck in the past. It seems odd that 15557 will read but not the others. I'm trying to capture the op_id of the first and last operation in a Transform toolpath. I've tried multiple ways but this should work: pwrttparam$ #Information from parameters if prmcode$ = 15557, transyes = rpar(sparameter$,1) #this works if prmcode$ = 15069, xformbeg = rpar(sparameter$,1) #these don't if prmcode$ = 15070, xformend = rpar(sparameter$,1) #these don't I also tried in the pparameter$ post block Any ideas guys?
-
hi, Can anyone see the below problem. If 1018 (Subprogram Start Definition) and 1019 (Subprogram end definition) not present in (above) 1st operation NCI file and present in 2nd operation in same NCI file. Mastercam automatically assign the 2nd operation value if 1018 not present in 1st operation. Can anyone know how to avoid values of 1018 if not required ? hint : If post seperate operation than no problem But I want to post both operation in single file. Thanks in advance. Regards. Mohsin
-
I'm using the mpmaster post on a VMC with 4th axis to program simple slots at 30 increments around a part. Is there any easier way to post out absolute subprograms? Currently, I'm posting it with incremental subprograms so the main program is correct then posting it with absolute so I can cut and paste the first absolute subprogram. Otherwise, I just have 12 of the same subprograms with different numbers. We do this daily and it's alot of time spent doing these little edits.
-
 Hello, I am programming a tombstone (horizontal B axis) where there are multiple identical parts on each face of the tombstone (four parts on B0 which are then copied around to the additional sides). My approach is to program one side of the tombstone completely and then use a transform (by toolplane) operation for each tool to rotate the toolpath operations around the tombstone. This works great and posts out nicely except when it comes to work coordinate system numbering. I have tried many variations of manipulating the wcs function in both the transform operation(s) as well as the WCS-View Manager but the result is that Mastercam will post out one addition WCS per additional tool plane regardless of the number of parts or WCS's used in the original operations. Everything else (B angles etc.) is posting perfectly. So I decided I could solve this by adding a few features in the post processor using the custom parameters available in the Transform operation. I set the number of parts per side as a miscellaneous integer in the Transform / custom parameters dialog and accessed it in the post via trans_mi2$. I created a variable and indexed it by 1 each time the tombstone rotated, multiplied it by the number of parts in trans_mi2$ and added it to workofs$ for the WCS output. I had to set the Transform work offset numbering type to "Maintain source operations" which gave me an error (WCS used in more than one view) during posting but the output successfully incremented the work offset numbering to give each part on each side it's own unique work offset number which incremented sequentially. So here's the problem... I can't figure out how to reset it. It continually adds to the work offset numbering so it only works if I start at one point and work around the tombstone sequentially. I have multiple views on the part and not every tool will be able to cut in the same sequential order as the previous tool(s). If I could figure out how to tell it to "start over" I could design the work offset numbering (or add more work coordinate systems as numbering start points) to make it post complete with no hand edits but as for now I will either have to hand edit the program or scrap the Transform operations and program each side individually just for the proper work offset numbering. The post debugger shows me that trans_mi2$ stays modal so when the Transform operation is complete and another "conventional" operation starts, the value in trans_mi2$ is in effect (setting off the logic that told it to index the WCS number) so the numbering just continues to increment. I've tried several techniques to "reset" the numbering with no success. The only thing that works is a tool change so I could select "Force tool change" but that wouldn't be very ideal. Here are some details of what I have and what I've done... Mastercam X7 16.2.0.4 The post is a customized version based on the Generic Haas 4X Mill.pst [post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V16.00 P0 E1 W16.00 T1398767629 M16.00 I0 O0 # Post Name : Generic Haas 4X Mill.pst # Product : Mill # Machine Name : Haas # Control Name : Hass # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 13.0 Some snippets of how the indexing works... trans_mi2temp = trans_mi2$ if mi1$ > one, [ if trans_mi2temp > 0 , [ if (prv_indx_out <> fmtrnd(indx_out)) | (prv_cabs <> fmtrnd(cabs)), #index wcs on rotate [ pwcs_index = trans_mi2temp * index_val ] sav_frc_wcs = force_wcs if sub_level$ > 0, force_wcs = zero if workofs$ <> prv_workofs$ | (force_wcs & toolchng), [ if workofs$ < 6, [ g_wcs = workofs$ + 54 + pwcs_index *g_wcs ] else, [ p_wcs = workofs$ - five + pwcs_index "G54.1", *p_wcs ] ] force_wcs = sav_frc_wcs !workofs$ ] else, #normal output and also the variable which is set in the post block that indexes the tombstone... index_val = index_val + 1 If you're still with me here maybe you can give me some ideas? I've made it work but how do I shut it off without a tool change? I've tried using other variables as flags to say "STOP" but so far it hasn't worked.
Hello, I am programming a tombstone (horizontal B axis) where there are multiple identical parts on each face of the tombstone (four parts on B0 which are then copied around to the additional sides). My approach is to program one side of the tombstone completely and then use a transform (by toolplane) operation for each tool to rotate the toolpath operations around the tombstone. This works great and posts out nicely except when it comes to work coordinate system numbering. I have tried many variations of manipulating the wcs function in both the transform operation(s) as well as the WCS-View Manager but the result is that Mastercam will post out one addition WCS per additional tool plane regardless of the number of parts or WCS's used in the original operations. Everything else (B angles etc.) is posting perfectly. So I decided I could solve this by adding a few features in the post processor using the custom parameters available in the Transform operation. I set the number of parts per side as a miscellaneous integer in the Transform / custom parameters dialog and accessed it in the post via trans_mi2$. I created a variable and indexed it by 1 each time the tombstone rotated, multiplied it by the number of parts in trans_mi2$ and added it to workofs$ for the WCS output. I had to set the Transform work offset numbering type to "Maintain source operations" which gave me an error (WCS used in more than one view) during posting but the output successfully incremented the work offset numbering to give each part on each side it's own unique work offset number which incremented sequentially. So here's the problem... I can't figure out how to reset it. It continually adds to the work offset numbering so it only works if I start at one point and work around the tombstone sequentially. I have multiple views on the part and not every tool will be able to cut in the same sequential order as the previous tool(s). If I could figure out how to tell it to "start over" I could design the work offset numbering (or add more work coordinate systems as numbering start points) to make it post complete with no hand edits but as for now I will either have to hand edit the program or scrap the Transform operations and program each side individually just for the proper work offset numbering. The post debugger shows me that trans_mi2$ stays modal so when the Transform operation is complete and another "conventional" operation starts, the value in trans_mi2$ is in effect (setting off the logic that told it to index the WCS number) so the numbering just continues to increment. I've tried several techniques to "reset" the numbering with no success. The only thing that works is a tool change so I could select "Force tool change" but that wouldn't be very ideal. Here are some details of what I have and what I've done... Mastercam X7 16.2.0.4 The post is a customized version based on the Generic Haas 4X Mill.pst [post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V16.00 P0 E1 W16.00 T1398767629 M16.00 I0 O0 # Post Name : Generic Haas 4X Mill.pst # Product : Mill # Machine Name : Haas # Control Name : Hass # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 13.0 Some snippets of how the indexing works... trans_mi2temp = trans_mi2$ if mi1$ > one, [ if trans_mi2temp > 0 , [ if (prv_indx_out <> fmtrnd(indx_out)) | (prv_cabs <> fmtrnd(cabs)), #index wcs on rotate [ pwcs_index = trans_mi2temp * index_val ] sav_frc_wcs = force_wcs if sub_level$ > 0, force_wcs = zero if workofs$ <> prv_workofs$ | (force_wcs & toolchng), [ if workofs$ < 6, [ g_wcs = workofs$ + 54 + pwcs_index *g_wcs ] else, [ p_wcs = workofs$ - five + pwcs_index "G54.1", *p_wcs ] ] force_wcs = sav_frc_wcs !workofs$ ] else, #normal output and also the variable which is set in the post block that indexes the tombstone... index_val = index_val + 1 If you're still with me here maybe you can give me some ideas? I've made it work but how do I shut it off without a tool change? I've tried using other variables as flags to say "STOP" but so far it hasn't worked.
.thumb.jpg.288c6746239bea42d27c034c09c2a7a1.jpg)