Search the Community
Showing results for tags 'wcs'.
Found 13 results
-
 Hi does anyone know how to disable the WCS blue plane square that shows up in MCAM 2020? Also I run Mastercam at work with our HASP on a server, we have three seats. Every time we update to a new version, whichever configuration settings for WCS color gets saved first seems to be locked in. For instance I use a black background color with a green WCS, if someone saves a file with the default grey white gradient background with dark blue WCS first I am unable to change my WCS to green. It changes the background color to black but my WCS stays dark blue even though in my configuration colors it shows that I selected green...Please help this has been driving me nuts for a minute!
Hi does anyone know how to disable the WCS blue plane square that shows up in MCAM 2020? Also I run Mastercam at work with our HASP on a server, we have three seats. Every time we update to a new version, whichever configuration settings for WCS color gets saved first seems to be locked in. For instance I use a black background color with a green WCS, if someone saves a file with the default grey white gradient background with dark blue WCS first I am unable to change my WCS to green. It changes the background color to black but my WCS stays dark blue even though in my configuration colors it shows that I selected green...Please help this has been driving me nuts for a minute!
-
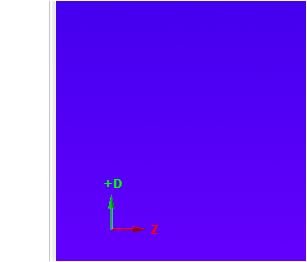
Going from X9 to 2019 seeing issue with WCS D+ Z+ plane selection appears not to be working. In V9 when selected the screen indictor would switch to D/Z and when analyzing a feature it would give the results in diametrical. In 2019 when clicked on nothing appears to happen. Tested in 2018 as well with same results. Is there now a step I am missing? Thanks
-
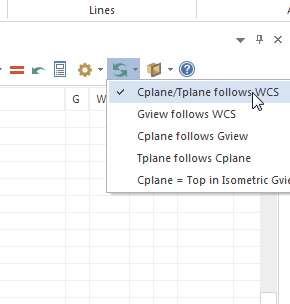
Hello Noticed this with 2018 and now also on 2019 version. Have configured when creating a new WCS also T and C plane follows, just like I want it. Continuing from that and creating a new machine group it changes the T and C plane to TOP plane, why? For me when importing operations I want it to stay on the planes I already created once before otherwise I manually have to change the parameters on all imported operation. This was never an issue on X9 for example. Perhaps not a big deal if you work on a larger project but atleast when creating 50+ WCS everyday its alot of modding. Any idea why mastercam reverts back to TOP plane when starting a new machine group? Matias...
-
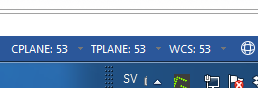
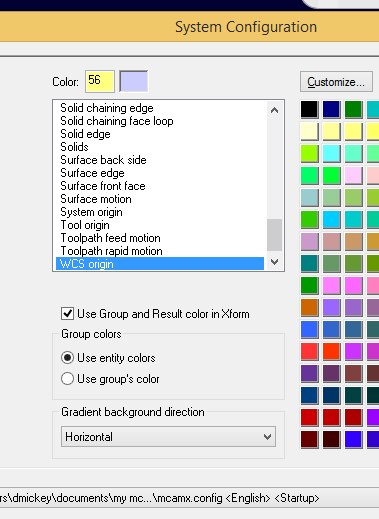
 I like to have a very dark blue background, so I'd like to make the WCS icon brighter. The WCS color in the configuration is not having any effect. What am I missing? Pls see screen grabs.
I like to have a very dark blue background, so I'd like to make the WCS icon brighter. The WCS color in the configuration is not having any effect. What am I missing? Pls see screen grabs.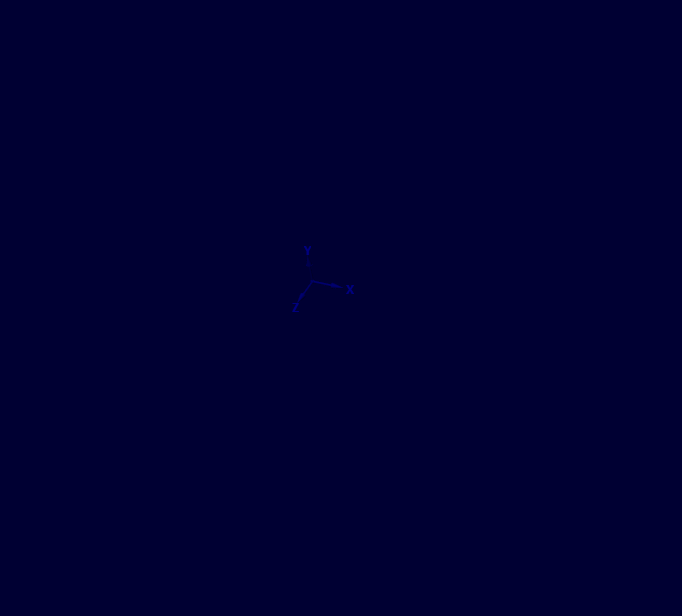
-
Hello all, I am having an issue where I want to position a hole pattern on the back construction plane. I run a horizontal so wcs top t/cplane back. Drill operation I pick three planar holes but when I post first hole is good, second b-360. and x and y is off third hole is b90. and x and y is off. Is there a better way I can prevent this in the future.
-
I couldn't find an answer to this already posted (maybe because it's obvious to everyone else!) and I'm just about frustrated enough to ask for advice. I'm putting together parts drawings for clients and subcontractors and am having a hell of a time integrating my isometric solid drawing with my 2-D top-and-side view dimensional layout. I figured I could just rotate the solid 45 degrees on x and 35.264 degrees on z it would read isometric from a top view...but things get squirrely when I try to xform rotate w/parts already at an angle; even when I rotate my WCS to mirror the first rotation. Since this is a pretty standard presentation for mechanical drawings (and because every chapter of the Mastercam tutorials starts with a similar drawing!) I'm sure there's a simple way to do this, but it has eluded me thus far. Any help is appreciated.
-
I also posted this on the new mastercam forum. I have always used this setting under the planes menu in the status bar and now it is causing me problems. Can you guys try this to see if you get the same results. I opened up an MCX file not sure which older version it was but it was before there was a version extension on them. I always turn on the planes ALWAYS=WCS setting to make changing between WCS faster.This particular file has some surface rough pocket toolpaths that when regenerated result in no toolpath. The strange thing is if I turn off the Planes ALWAYS=WCS setting the toolpaths regenerate fine. I can switch that setting back and forth and every time it is on the toolpaths will not regenerate. Sure looks like a bug that needs fixing to me. Thanks, Kevin C.
-
 Hello, I briefly would like to point out that I use the machining terminology of my shop which may be elementary to some. I have never posted a question in a forum before. Please feel free to correct me. At our shop we draw and or import our customers models at MC's origin adjusting for MRZP if needed and leave them there. We then program the part to totality from there using the WCS/View like anyone else. So, for example If my part is on a trunnion and requires the part to flip 180 about Y axis I simply make a WCS to cut the other side while the part stays put. This makes programming easy for me. One issue with this method is that when I out put files from my second op to Vericut or MC machine sim the models are upside down. Its not a big issue, but a innovative having make rotated models in MC or rotating them in Vericut. Its this method the normal or is there different way of handling this? Screen shot of one of my projects below.
Hello, I briefly would like to point out that I use the machining terminology of my shop which may be elementary to some. I have never posted a question in a forum before. Please feel free to correct me. At our shop we draw and or import our customers models at MC's origin adjusting for MRZP if needed and leave them there. We then program the part to totality from there using the WCS/View like anyone else. So, for example If my part is on a trunnion and requires the part to flip 180 about Y axis I simply make a WCS to cut the other side while the part stays put. This makes programming easy for me. One issue with this method is that when I out put files from my second op to Vericut or MC machine sim the models are upside down. Its not a big issue, but a innovative having make rotated models in MC or rotating them in Vericut. Its this method the normal or is there different way of handling this? Screen shot of one of my projects below. -
 Hello, I am programming a tombstone (horizontal B axis) where there are multiple identical parts on each face of the tombstone (four parts on B0 which are then copied around to the additional sides). My approach is to program one side of the tombstone completely and then use a transform (by toolplane) operation for each tool to rotate the toolpath operations around the tombstone. This works great and posts out nicely except when it comes to work coordinate system numbering. I have tried many variations of manipulating the wcs function in both the transform operation(s) as well as the WCS-View Manager but the result is that Mastercam will post out one addition WCS per additional tool plane regardless of the number of parts or WCS's used in the original operations. Everything else (B angles etc.) is posting perfectly. So I decided I could solve this by adding a few features in the post processor using the custom parameters available in the Transform operation. I set the number of parts per side as a miscellaneous integer in the Transform / custom parameters dialog and accessed it in the post via trans_mi2$. I created a variable and indexed it by 1 each time the tombstone rotated, multiplied it by the number of parts in trans_mi2$ and added it to workofs$ for the WCS output. I had to set the Transform work offset numbering type to "Maintain source operations" which gave me an error (WCS used in more than one view) during posting but the output successfully incremented the work offset numbering to give each part on each side it's own unique work offset number which incremented sequentially. So here's the problem... I can't figure out how to reset it. It continually adds to the work offset numbering so it only works if I start at one point and work around the tombstone sequentially. I have multiple views on the part and not every tool will be able to cut in the same sequential order as the previous tool(s). If I could figure out how to tell it to "start over" I could design the work offset numbering (or add more work coordinate systems as numbering start points) to make it post complete with no hand edits but as for now I will either have to hand edit the program or scrap the Transform operations and program each side individually just for the proper work offset numbering. The post debugger shows me that trans_mi2$ stays modal so when the Transform operation is complete and another "conventional" operation starts, the value in trans_mi2$ is in effect (setting off the logic that told it to index the WCS number) so the numbering just continues to increment. I've tried several techniques to "reset" the numbering with no success. The only thing that works is a tool change so I could select "Force tool change" but that wouldn't be very ideal. Here are some details of what I have and what I've done... Mastercam X7 16.2.0.4 The post is a customized version based on the Generic Haas 4X Mill.pst [post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V16.00 P0 E1 W16.00 T1398767629 M16.00 I0 O0 # Post Name : Generic Haas 4X Mill.pst # Product : Mill # Machine Name : Haas # Control Name : Hass # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 13.0 Some snippets of how the indexing works... trans_mi2temp = trans_mi2$ if mi1$ > one, [ if trans_mi2temp > 0 , [ if (prv_indx_out <> fmtrnd(indx_out)) | (prv_cabs <> fmtrnd(cabs)), #index wcs on rotate [ pwcs_index = trans_mi2temp * index_val ] sav_frc_wcs = force_wcs if sub_level$ > 0, force_wcs = zero if workofs$ <> prv_workofs$ | (force_wcs & toolchng), [ if workofs$ < 6, [ g_wcs = workofs$ + 54 + pwcs_index *g_wcs ] else, [ p_wcs = workofs$ - five + pwcs_index "G54.1", *p_wcs ] ] force_wcs = sav_frc_wcs !workofs$ ] else, #normal output and also the variable which is set in the post block that indexes the tombstone... index_val = index_val + 1 If you're still with me here maybe you can give me some ideas? I've made it work but how do I shut it off without a tool change? I've tried using other variables as flags to say "STOP" but so far it hasn't worked.
Hello, I am programming a tombstone (horizontal B axis) where there are multiple identical parts on each face of the tombstone (four parts on B0 which are then copied around to the additional sides). My approach is to program one side of the tombstone completely and then use a transform (by toolplane) operation for each tool to rotate the toolpath operations around the tombstone. This works great and posts out nicely except when it comes to work coordinate system numbering. I have tried many variations of manipulating the wcs function in both the transform operation(s) as well as the WCS-View Manager but the result is that Mastercam will post out one addition WCS per additional tool plane regardless of the number of parts or WCS's used in the original operations. Everything else (B angles etc.) is posting perfectly. So I decided I could solve this by adding a few features in the post processor using the custom parameters available in the Transform operation. I set the number of parts per side as a miscellaneous integer in the Transform / custom parameters dialog and accessed it in the post via trans_mi2$. I created a variable and indexed it by 1 each time the tombstone rotated, multiplied it by the number of parts in trans_mi2$ and added it to workofs$ for the WCS output. I had to set the Transform work offset numbering type to "Maintain source operations" which gave me an error (WCS used in more than one view) during posting but the output successfully incremented the work offset numbering to give each part on each side it's own unique work offset number which incremented sequentially. So here's the problem... I can't figure out how to reset it. It continually adds to the work offset numbering so it only works if I start at one point and work around the tombstone sequentially. I have multiple views on the part and not every tool will be able to cut in the same sequential order as the previous tool(s). If I could figure out how to tell it to "start over" I could design the work offset numbering (or add more work coordinate systems as numbering start points) to make it post complete with no hand edits but as for now I will either have to hand edit the program or scrap the Transform operations and program each side individually just for the proper work offset numbering. The post debugger shows me that trans_mi2$ stays modal so when the Transform operation is complete and another "conventional" operation starts, the value in trans_mi2$ is in effect (setting off the logic that told it to index the WCS number) so the numbering just continues to increment. I've tried several techniques to "reset" the numbering with no success. The only thing that works is a tool change so I could select "Force tool change" but that wouldn't be very ideal. Here are some details of what I have and what I've done... Mastercam X7 16.2.0.4 The post is a customized version based on the Generic Haas 4X Mill.pst [post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V16.00 P0 E1 W16.00 T1398767629 M16.00 I0 O0 # Post Name : Generic Haas 4X Mill.pst # Product : Mill # Machine Name : Haas # Control Name : Hass # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 13.0 Some snippets of how the indexing works... trans_mi2temp = trans_mi2$ if mi1$ > one, [ if trans_mi2temp > 0 , [ if (prv_indx_out <> fmtrnd(indx_out)) | (prv_cabs <> fmtrnd(cabs)), #index wcs on rotate [ pwcs_index = trans_mi2temp * index_val ] sav_frc_wcs = force_wcs if sub_level$ > 0, force_wcs = zero if workofs$ <> prv_workofs$ | (force_wcs & toolchng), [ if workofs$ < 6, [ g_wcs = workofs$ + 54 + pwcs_index *g_wcs ] else, [ p_wcs = workofs$ - five + pwcs_index "G54.1", *p_wcs ] ] force_wcs = sav_frc_wcs !workofs$ ] else, #normal output and also the variable which is set in the post block that indexes the tombstone... index_val = index_val + 1 If you're still with me here maybe you can give me some ideas? I've made it work but how do I shut it off without a tool change? I've tried using other variables as flags to say "STOP" but so far it hasn't worked. -
How can I set my WCS, Cplane, and Tplane to a selected view with one keystroke or button? Any ideas? Basically I have a keystroke set up for my Gview manager, and I just double click on OP1, 2, etc. But it only sets the T/C Planes. I would also like it to set the WCS to this view as well. Thanks!
-
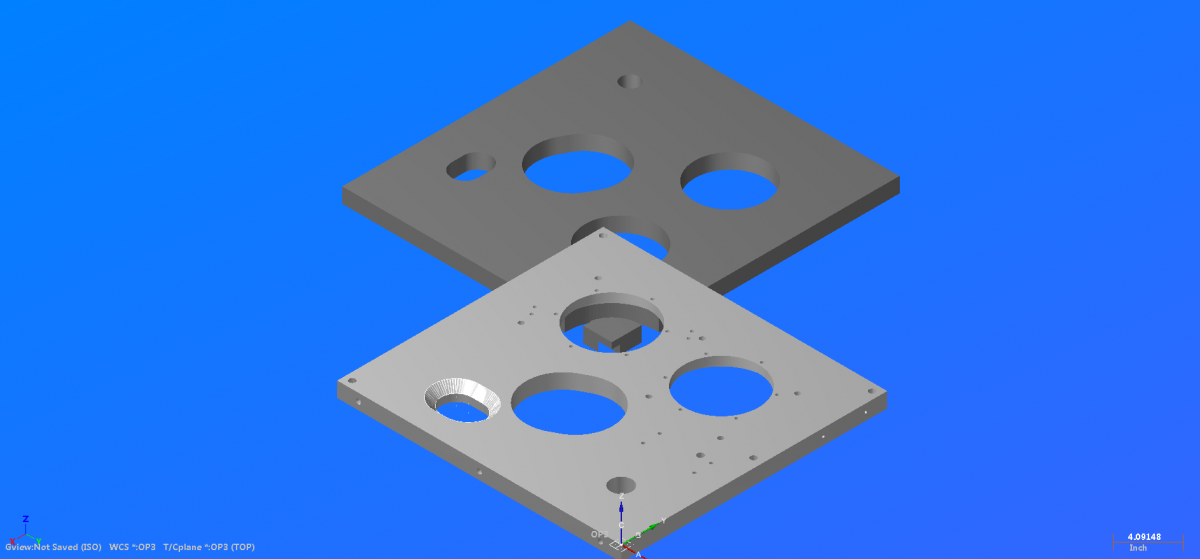
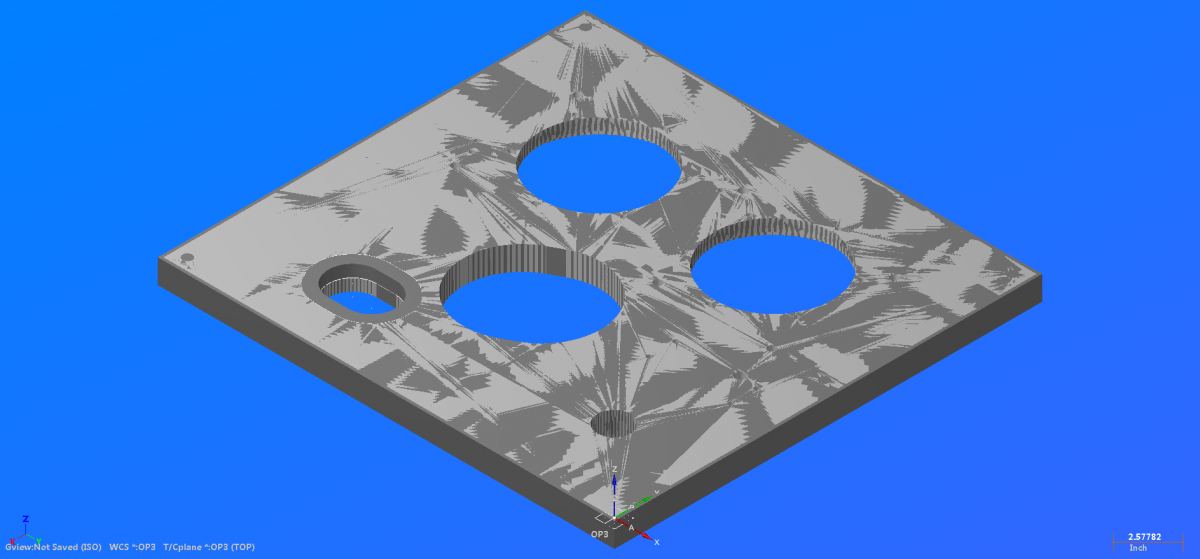
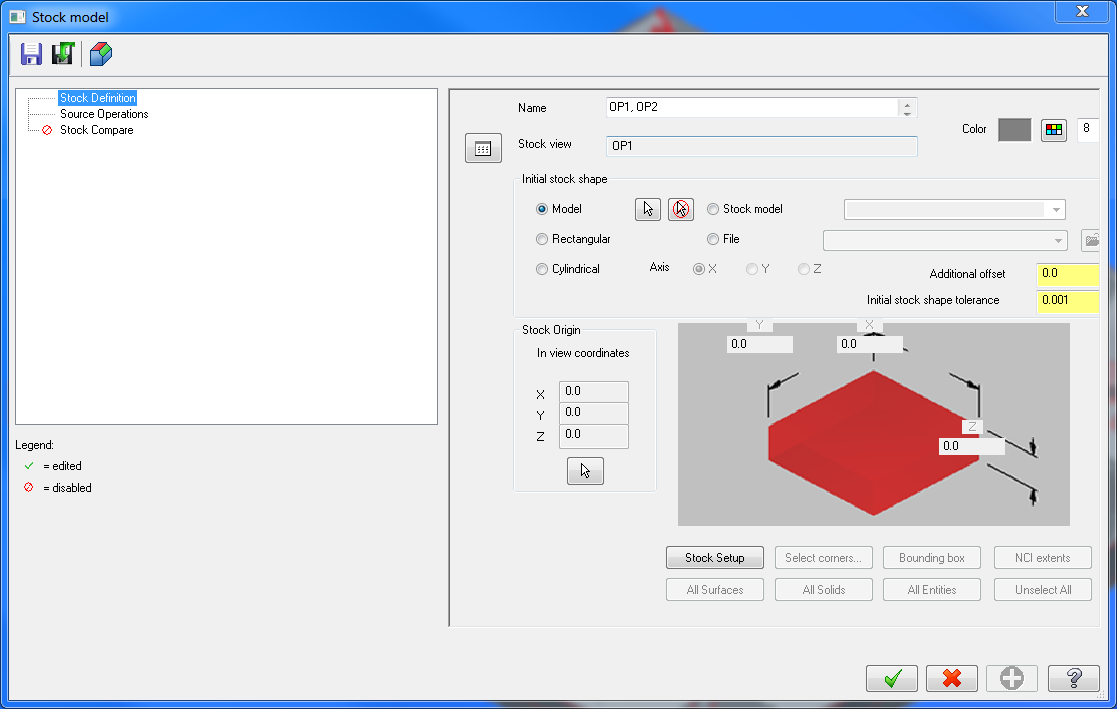
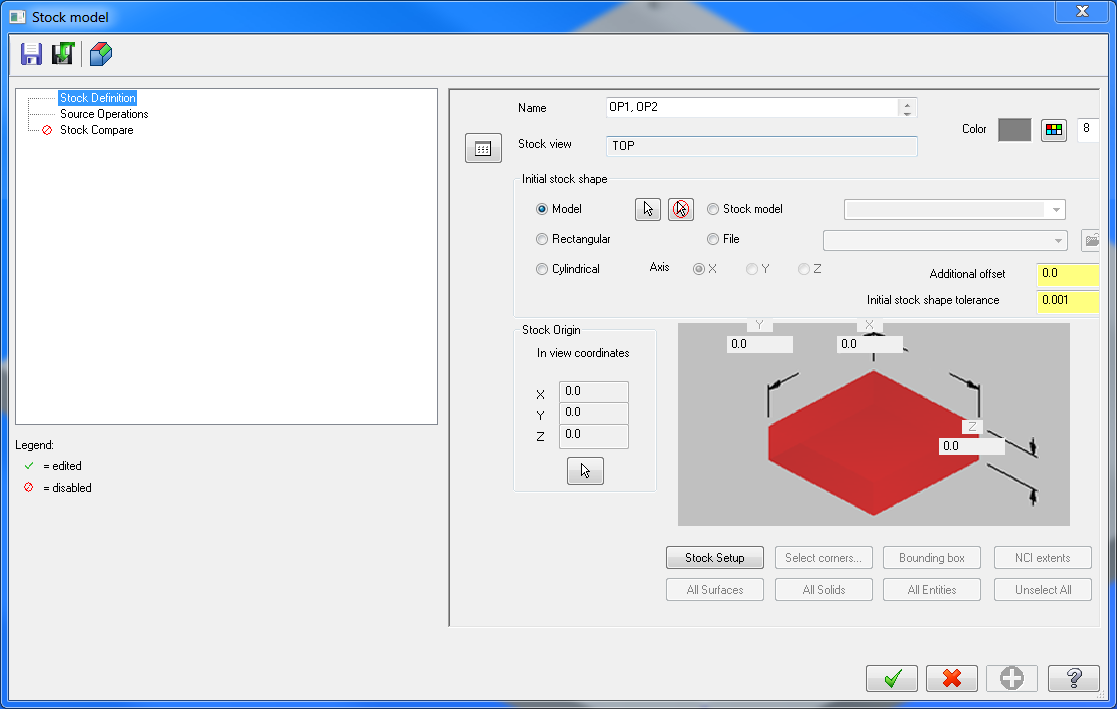
Hello everyone, Wondering if anyone has some insight on why do you have to setup the stock view in the Stock Model Toolpath to TOP for it to display right. I am using a Solid Stock on a separate level on my Current OP1 WCS but if I setup the stock view to OP1 the stock does not fall in the right place. See attached !



-
Hi, We have a 6 axis machine, 3 + 2(A C) in head and a Trunion along the X axis, full 360deg "U" axis. I programe the 5 axis as normal giving A and C output, Then rotate the WCS in matercam to say 180deg set cplane and tool plane to TOP and WCS to the 180deg do some more paths. Is there a way to post the WCS angle out? ,at the moment I put this in manually. Thanks
-
has anyone used wcs for multiaxis toolpaths? i move the model from airplane geometry to where i am going to machine it, but the engineer i work with wants me to use aircraft geo. will this have problems with 5 axis tool paths?