Search the Community
Showing results for tags 'work offsets'.
Found 3 results
-
Ok so I’m new to the world of lathes and I have a Mori Seiki Mt1500sz. I’m programming with mastercam and trying to avoid a crash on my new to me machine. The main spindle programming is pretty self explanatory as far as setting the work offsets and all but I’m curious about work in the sub spindle after the part is transferred. I’ve seen where G54 is used on the main and G55 is used on the sub so with that in mind, do I run the first part of the program, let it part off and return home and then stop and set G55 on the face of the part in the sub spindle or is G55 calculated from the machine position. I can do about anything on the VMC but the lathe has me a little confused and like I said I don’t wanna crash. Thanks for any help it’s appreciated
-
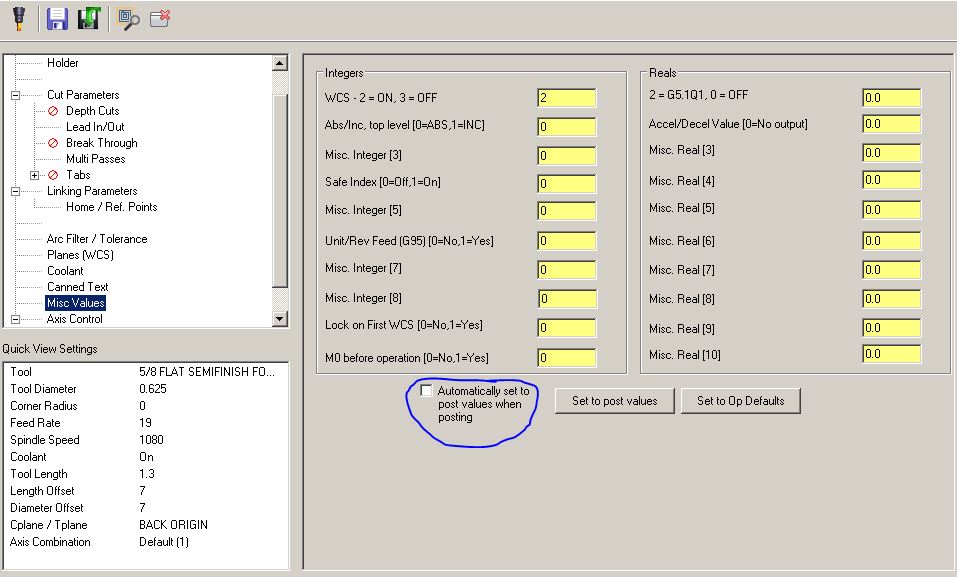
very newbie topic i believe. so im getting random g54s posting in my programs. it doesnt always happen on every tool in a toolpath group. im aiming to have NC files post with no work offsets in them at all, we leave it to the operators to place the correct offsets in the programs or in the mains. question 1 is why does it post sometimes and not always on me? it usually isnt the whole program or even a whole toolpath group. today i had it post only in one toolpath group and only on 90% of the tools in that group. question 2 i have found that under a toolpaths parameter under misc values if i check the box labeled "Automatically set to post values when posting"(see attached file) it removes the offset from posting, will the cause any other unseen surprises after posting? and how can i avoid not having to check this box everytime?

- 23 replies
-
- 1
-

-
- work offsets
- g54
- (and 2 more)
-
I searched but cant find any info on programming a horizontal from center of rotation versus using work offsets. I have been programming our two horizontals using work offsets for each side of the plate that we have up. For some reason the operators mess up finding the work offsets from time to time for what ever reason. My boss is insisting i start programming from center using no work offsets. What are your thoughts. Our typical work consist of squaring a plate of various sizes four sides with a macro type program. And when we have to put slots, lift holes or short gun drilled lines in i program them with mastercam. I am using top as center then picking the face of the edges for my front, right, back, left offsets which front and back are G54 and right and left are G55. The plate is squared on center of the pallet. I don't like programming from center with no offsets because i have to manually enter a clearance, retract, top of stock and depth. When i normally have to only enter the depth because everything else is entered as a default. The boss wants everything to be monkey proof. He doesn't want the operator to have any responsibility other then hit the go button. I am insisting that we need to at the very least be able to enter work offset.