





Mavyhui
-
Posts
9 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Mavyhui
-
-
Hello, everyone
I'm trying to use net_hook to automatically add InsertThirdPartyRibbonTabs, but I don't know what the content of the parameter contains. does anyone know
bool result = Mastercam.Support.UI.MastercamRibbon.InsertThirdPartyRibbonTabs(ribbonXml); -
Finally I have determined that this problem exists in mastercam 2017, at least there is no such problem in 2019 and above. It has bothered me for 2 months.
-
 2
2
-
-
You can try this vbs, i'm not sure,Please note that different file names are output
two.VBS
SetPostName ("post1.pst")
RunPostAll "D:\", 1
SetPostName (post2.pst)
RunPostAll "D:\", 1
-
You can use vbs script
-
pcan1, pbld, n$, *sgcode, *xh$, *zh$, e$ -
-
Thanks
I tried MPLMASTER, but this error also appeared, and I couldn't find the xz value of the output error in the nci file. I think it might be a bug? Maybe G1G2G3 is also read out during the pre-reading of nci, and the XZ coordinates are calculated to get the accurate value
I don’t speak English, from Google Translate -
Hello everyone
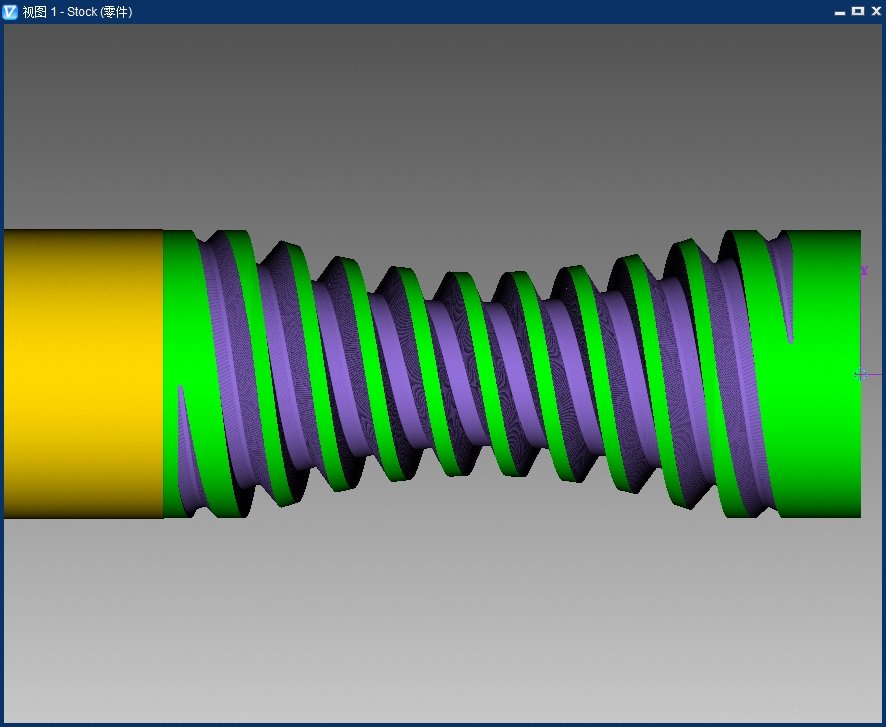
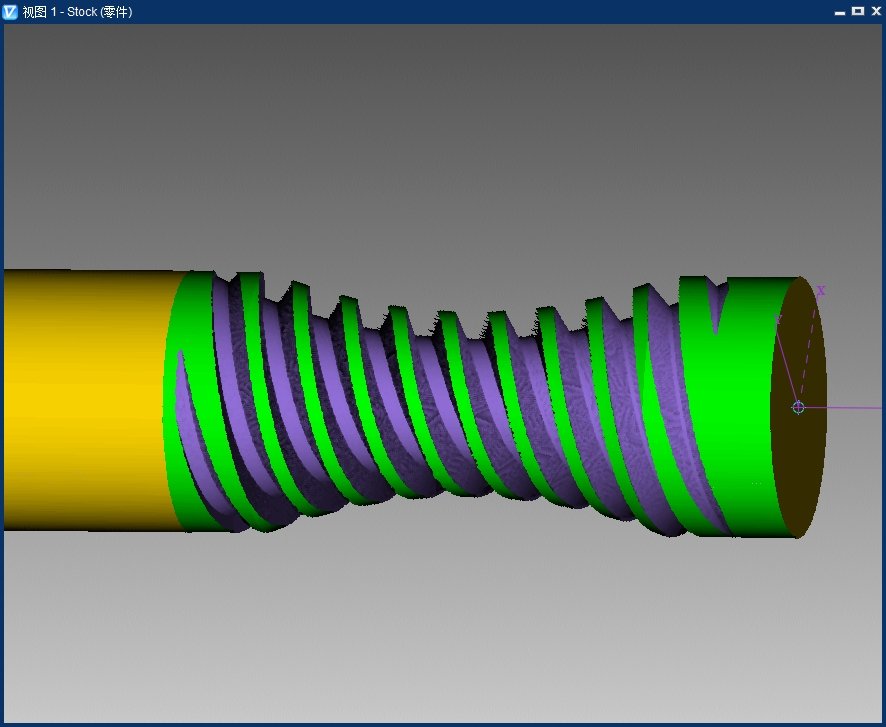
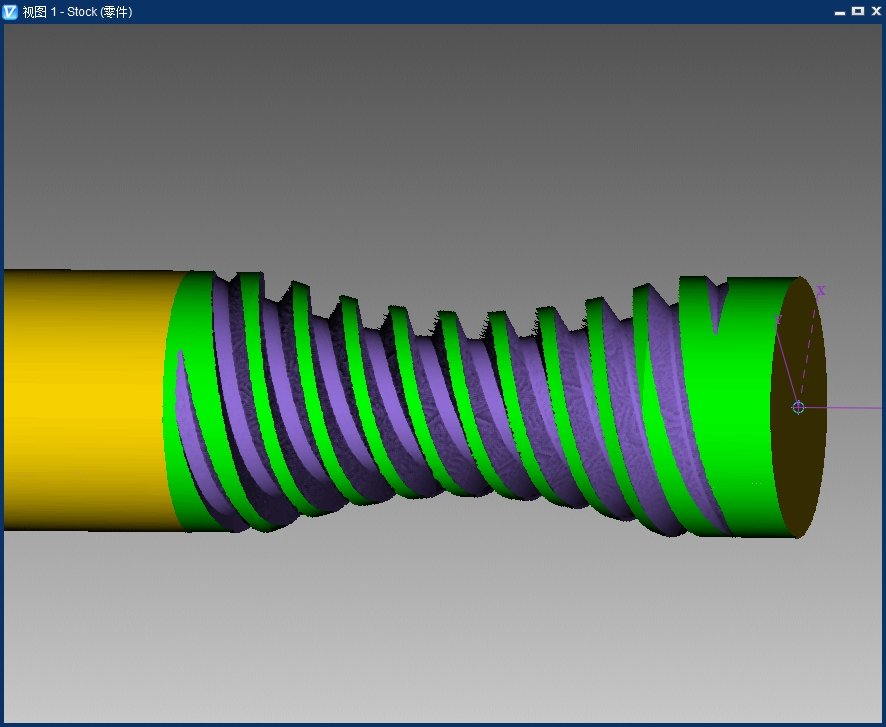
I modified the post file of the lathe, and I think it implements the function of outputting the maximum and minimum x/z values at the beginning of the NC file
However, in some cases, the output is not the correct value, for example, the fine turning strategy has downward cuttingI don't know what's wrong
I know that the x direction has to be multiplied by 2, here is the demo
bldnxtool$ : 1 pwrtt$ if c1_tool <> 0 & (gcode$ = 1003 | gcode$ = 1002), # [ pbld, n$, "(", c1_tool, "MAX", *x_max$, *z_max$, " MIN", *x_min$, *z_min$,")", e$ ] if gcode$ = 1001, psetup pcut_cctyp if opcode$=104 | opcode$=105 | opcode$=three | opcode$=16, cc_pos$ = zero if gcode$ <> 1001, plast_recd pcur_recd if gcode$ <> 1003, cc_pos$ = zero !opcode$, !tool_op$ if gcode$ = 1003, [ size1 = rbuf (one, zero) rc1 = one if rc1 < size1, preadcur_nxt if cc_1013$ = zero, cc_pos$ = zero ]T1~T9 Is right ####################### % O5000 ( c1_tool 1. MAX x_max$ 38. z_max$ 1.5 MIN x_min$ -1. z_min$ -53. ) ( c1_tool 2. MAX x_max$ 26.414214 z_max$ -20.4 MIN x_min$ 20. z_min$ -24.414214 ) ( c1_tool 3. MAX x_max$ 16. z_max$ 2. MIN x_min$ 11.4 z_min$ -6. ) ( c1_tool 4. MAX x_max$ 37. z_max$ 0. MIN x_min$ 17.2 z_min$ -53.8 ) ( c1_tool 5. MAX x_max$ 0. z_max$ 5. MIN x_min$ 0. z_min$ -5. ) ( c1_tool 6. MAX x_max$ 0. z_max$ 5. MIN x_min$ 0. z_min$ -35. ) ( c1_tool 7. MAX x_max$ 0. z_max$ 5. MIN x_min$ 0. z_min$ -35. ) ( c1_tool 8. MAX x_max$ 27. z_max$ 5.389264 MIN x_min$ 23.917468 z_min$ -20.987457 ) ( c1_tool 9. MAX x_max$ 41.279964 z_max$ -57.2 MIN x_min$ 1.320036 z_min$ -57.2 ) ( c1_tool 1. MAX x_max$ 117.084663 z_max$ 1.695055 MIN x_min$ 66.096383 z_min$ -105.724517 ) ( c1_tool 141. MAX x_max$ 104.276687 z_max$ 1.631299 MIN x_min$ 65.081687 z_min$ -44.359536 ) (TOOL - 1 OFFSET - 1) (CNMG 12 04 08) T0101 M8 G97 S600 M03 G0 X76. Z1.5 G71 U3.5 R.5 G71 P100 Q102 U2. W.2 F.25 N100 G0 X-2. S500 G1 Z0. F.15 X50. Z-34. X74. Z-53. N102 X76. G0 Z1.5 T0101 G70 P100 Q102 G0 Z1.5 / M9 / M5 G0 X125. Z250. M01 (TOOL - 2 OFFSET - 2) (N151.2-400-40-5G) T0202 M8 G97 S300 M03 G0 X54. Z-22.8 G75 R.1 G99 G75 X40.4 Z-19.2 P2000 Q3000 F.2 G0 X54. T0211 G97 S500 Z-17.586 X52.828 G98 G1 X50. Z-19. F.15 X40. X40.4 Z-19.2 G0 X52.828 T0202 Z-24.414 G1 X50. Z-23. X40. Z-20.4 G0 X52.828 / M9 / M5 G0 X300. Z400. M01 (TOOL - 3 OFFSET - 3) (N151.2-400-40-5G) T0303 M8 G97 S3061 M03 G0 X31.4 Z2. G50 S3600 G96 S302 G74 R.1 G99 G74 X20.6 Z-5.8 P3000 Q3000 F.1 G0 Z2. T0303 G97 S500 X20. G98 G1 Z0. F.15 Z-6. X20.4 Z-5.8 G0 Z2. T0312 X32. G1 Z0. Z-6. X22.8 G0 Z2. / M9 / M5 G0 X125. Z250. M01 (TOOL - 4 OFFSET - 4) (VNMG 16 04 08) T0404 M8 G97 S2366 M03 G0 X74. Z0. G50 S3600 G96 S550 G73 U4.209 W.811 R2 G73 P104 Q106 U.4 W.2 F.5 N104 G0 X34.4 S550 G1 X48.4 G3 X50. Z-.8 R.8 G1 Z-15.8 G3 X49.385 Z-16.43 R.8 G1 X40. Z-20.097 Z-23. X48.4 G3 X50. Z-23.8 R.8 G1 Z-34. X72.4 G3 X74. Z-34.8 R.8 N106 G1 Z-53.8 G0 Z0. / M9 / M5 G0 X125. Z250. M01 (TOOL - 5 OFFSET - 5) (SPOT TOOL 6. DIA.) T0505 M8 G97 S547 M03 G0 X0. Z5. Z2. G1 Z-5. F.05 G0 Z5. / M9 / M5 G0 X125. Z250. M01 (TOOL - 6 OFFSET - 6) (DRILL 9. DIA.) T0606 M8 G97 S1458 M03 G0 X0. Z5. G83 Z-35. R1. Q15. F.25 G80 / M9 / M5 G0 X125. Z250. M01 (TOOL - 7 OFFSET - 7) (END MILL 9. DIA. - 0.5R) T0707 M8 G97 S2626 M03 G0 X0. Z5. M29 S2626 G84 Z-35. R1. Q15. P200 F1. G80 / M9 / M5 G0 X125. Z250. M01 (TOOL - 8 OFFSET - 8) (R166.0G-16MM01-100) T0808 M8 M05 G0 X54. Z5.389 G76 P010860 Q50 R.02 G76 X47.835 Z-20.987 P1083 Q447 R0. F2. / M9 / M5 G0 X125. Z250. M01 (TOOL - 9 OFFSET - 9) (NONE) T0909 M8 G97 S302 M03 G0 X82.56 Z-57.2 G1 X78.56 F.1 X2.64 X6.64 G0 X74.4 X77.051 / M9 / M5 G0 X125. Z250. M01 (TOOL - 1 OFFSET - 1) (CNMG 12 04 08) T0101 M8 G97 S613 M03 G0 X142.718 Z1.695 G50 S3600 G96 S275 G1 X138.718 F.25 X153.74 Z-10.823 G3 X155.393 Z-13.807 R5.8 X155.386 Z-14.009 R5.8 G1 X153.414 Z-42.243 X182.851 G3 X194.451 Z-48.044 R5.8 G1 Z-64.031 G3 X194.444 Z-64.234 R5.8 G1 X192.115 Z-97.576 X206.769 Z-104.564 G2 X211.882 Z-105.711 R4.2 G1 X230.169 X234.169 / M9 / M5 G0 X125. Z250. M01 (TOOL - 141 OFFSET - 141) (NONE) T14241 M8 G97 S1341 M03 G0 X130.518 Z-2.869 G50 S3600 G96 S550 G1 Z-4.869 F.5 G2 X116.572 Z-21.364 R22.995 X130.163 Z-37.685 R22.995 G1 X132.992 Z-36.271 M9 M5 G0 X125. Z250. M30 %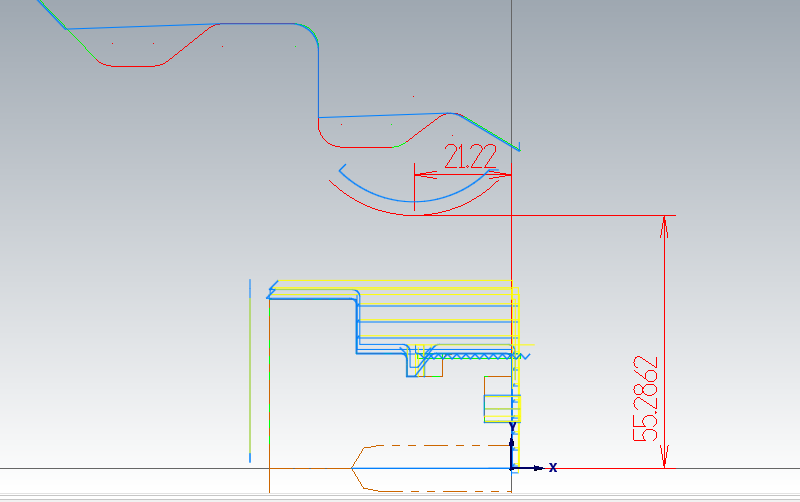
.jpg.8c21d29a9ad4527f5c546d2093889abd.jpg)
.jpg.ed2c8a013486291cc7b2fd962370b066.jpg)
An example of this xml text
in Mastercam C-Hook, NET-Hook and VBScript Development
Posted
I use the conjectured xml text to return true, but it has no effect
bool result = Mastercam.Support.UI.MastercamRibbon.InsertThirdPartyRibbonTabs(ribbonXml);