





Zorander
-
Posts
15 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Zorander
-
-
try
tool_no = opinfo(20004, 0)
-
 1
1
-
-
Tool Flute length??
if prmcode$ = 20007, tool_no = rpar(sparameter$, 11)
-
-
Open your post xxxxx.pst, search " pbld, n$, "G43", tlngno$, pfzout, pscool, e$ ", it after about "G0 G17 G40 G80 G90", "sgcode sgplane sg40 sg80 sgabsinc", or use other codes replace this line;
cut this line codes to be above "pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, speed, pspindle, e$ ".
or you can upload your post to do it.
hope to help you.
-
I think, you shoud upload your file, post.
hope someone can help you.
-
oh, what is it fuctions do you want?
it is with you need to do.
-
porgono$, " ", somm_str, sprogname$, somm_end, e$
change this:
porgono$, e$
somm_str, sprogname$, somm_end, e$
-
Contact your dealer,they should be able to solve it.
-
 1
1
-
-
search output_z: no$ change yes$, its included all MAX_Z, MIN_Z and every op..
-
Hi,
you can to upload MPMASTER, its free.
Z min/max deep into it for every operation.
look at write the top post informations !
-
ptlchg$
...............
...............
............
if prog_stop = 1, pbld, n$, *sm01, e$
if prog_stop = 2, pbld, n$, *sm00, e$ <<============ after" ", e$ <<<<================== this place
-
Force "R" for all drilling line? you should edit "prdrlout" , "refht_a " change " *refht_a ".
try it. hope help you~!
-
1
-
-
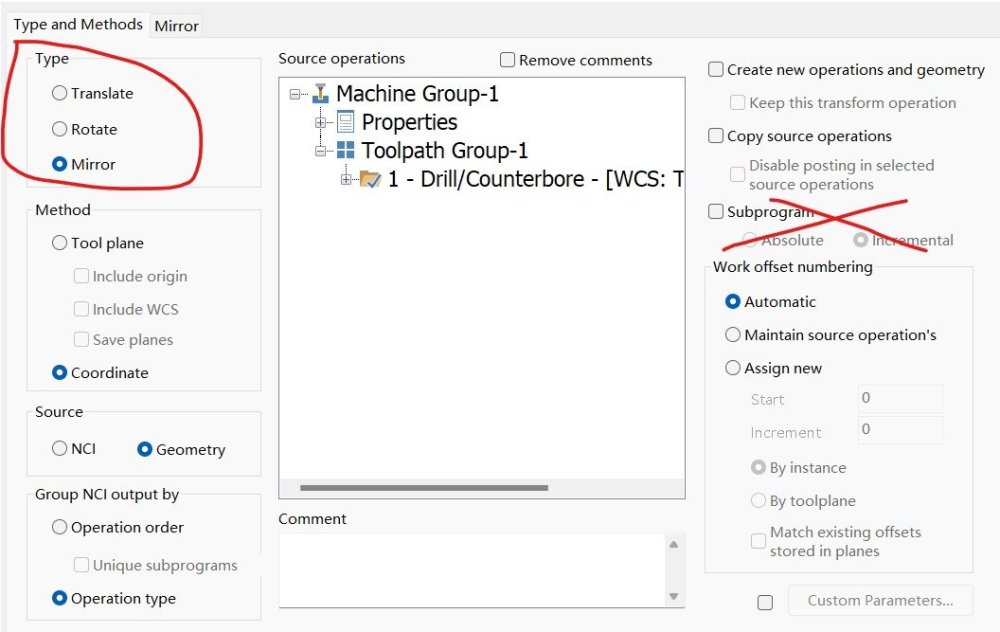
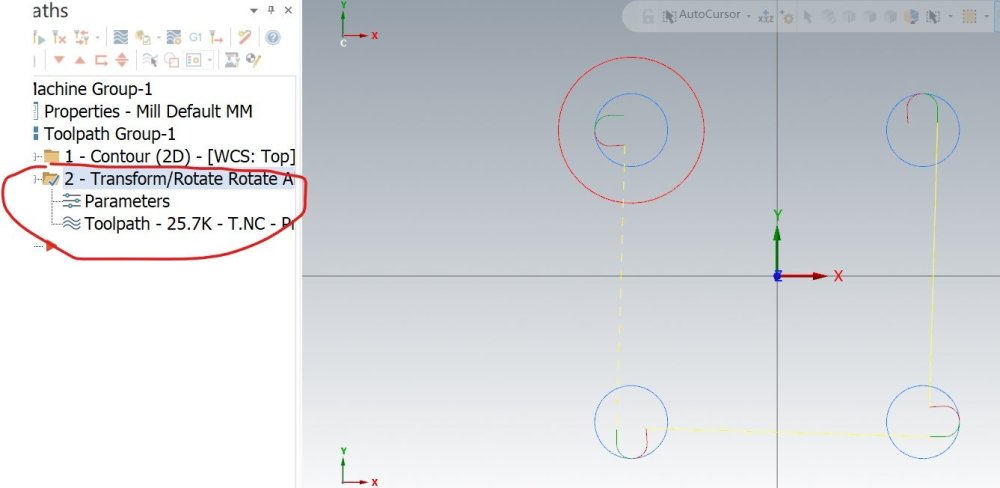
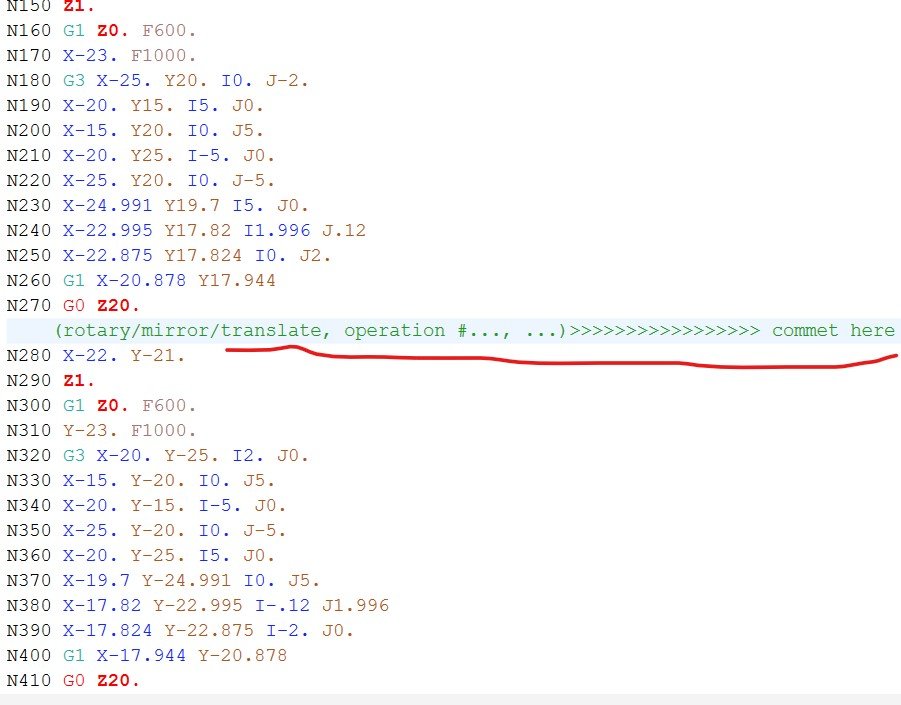
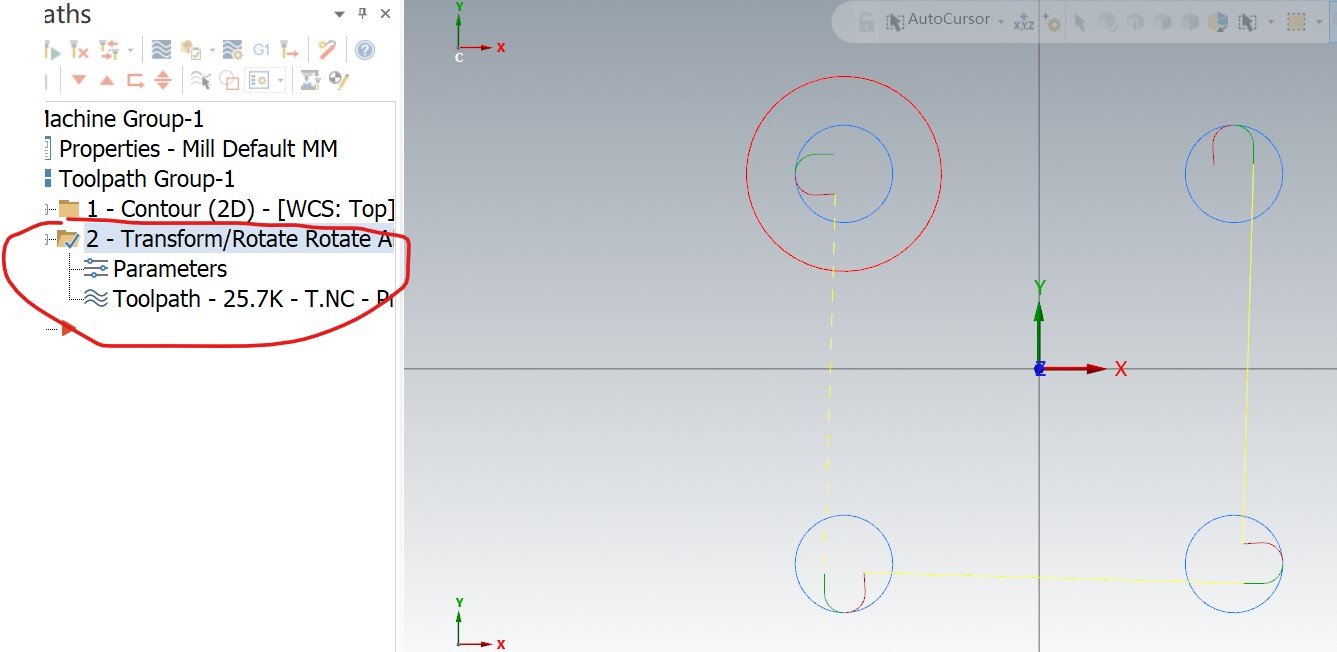
hi guys!
if not use subprogram, how to use translate, mirror, rotate, from post parameter. i want to get the param, and add commet.
thanks everyone!
-



Integrex Probing Renishaw Macro Logic for B0, B90 and B180 positions through Custom Drill Cycles
in Post Processor Development Forum
Posted
Thanks, very good!