





ETC Don
-
Posts
28 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by ETC Don
-
-
I found it in "selecting multiple holes of the same diameter". Hold down Cntrl key is the key.
-
 1
1
-
-
I have a 2D geometry of a sheet with 6500 identical holes. I know there's a way to select all the holes vs selecting each individually, because I've done it before, but I can't remember how. I looked in help, no help.
-
Yes. I'm sure all (most) my problems will be solved with the upgrade. And maybe that will happen soon enough that I shouldn't worry about X6.
But even though I might be getting a new truck, I like to fix the old one just in case.
-
I know we had solids option (prior to me), because we have so much work done with solids, including path routes and g-code. But if I try to do anything, even with geometry that has routes, I get the message. I have a ton of drawings that would make my life so much easier, but I can only look at them and create my own drawing. Way too much time.
-
Yup. It'll happen this year. Hopefully sooner than later. Thanks for your help.
-
1
-
-
We're planning on upgrading to a new Mastercam in the near future. However, in the mean time, I'm using X6 and no solids capabilities. My reseller says that I can not get solids for that version.
There were 3 different engineers here before me and they were able to get by without solids. They were gone before I was brought on.
I thought exporting from Inventor as a .stp file was the way to go, but in Mastercam I can't do anything with it. I get a message "Solids option not available. Contact your Mastercam dealer"
Is there a different file format I should export as? Or is there a C-Hook or something that may help?
Thanks.
-
That took care of the missing Y value, and so slipping back and forth from G18 to G17 doesn't matter, except:
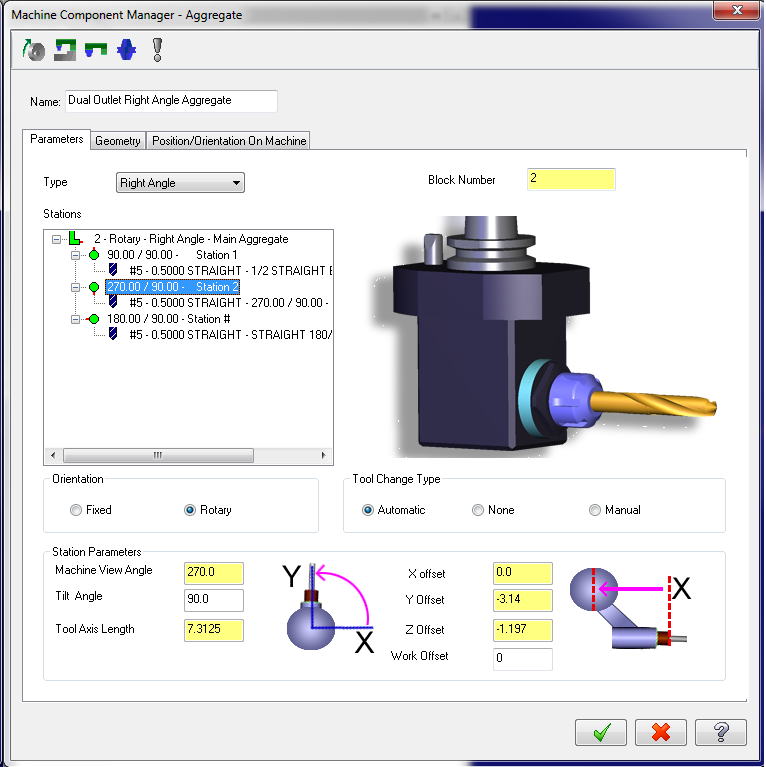
When using the aggragate in the C180 direction, the offset should be H43.
However, in the C0 direction it's H42.
The Post is only using H42. C180 has a 3 inch bit, where C0 is just over 1 inch.
How do I get it to use the correct offset?
-
Thanks. I'll give that a try and let you know.
-
So this becomes a Post question.
I don't need to change to G17 for any Y moves while in G18.
Where would I look in the post file to change that?
I'm not trying to take the easy way out. Just the quicker way at this point. I'm trying to learn post editing enough so I can be helpful on the forum, I'm just not there yet.
-
In the following g code, when in G18, is it necessary to go to G17 for a Y move and then back to G18? I wouldn't think so, but I'm looking for other opinions before I comment it out.
N5840 G17 X74.0908 Y-6.
N5850 G18 G44 H42 Y.001
N5860 Z.95
N5870 Y.775
N5880 G01 Y1.3 F25.
N5890 X70.1533 F85.
N5900 G02 X70.0783 Z.875 I0. K-.075
N5910 X70.1533 Z.8 I.075 K0.
N5920 G01 X74.0908
N5930 G02 X74.1658 Z.875 I0. K.075
N5940 X74.0908 Z.95 I-.075 K0.
N5950 (G17) G01 Y1.725 F25.
(N5960 G18 G44 H42)
N5970 X70.1533 F85.
N5980 G02 X70.0783 Z.875 I0. K-.075
N5990 X70.1533 Z.8 I.075 K0.
N6000 G01 X74.0908
N6010 G02 X74.1658 Z.875 I0. K.075
N6020 X74.0908 Z.95 I-.075 K0.
N6030 (G17) G01 Y2.15 F25.
(N6040 G18 G44 H42)
N6050 X70.1533 F85.
N6060 G02 X70.0783 Z.875 I0. K-.075
N6070 X70.1533 Z.8 I.075 K0.
N6080 G01 X74.0908
N6090 G02 X74.1658 Z.875 I0. K.075
N6100 X74.0908 Z.95 I-.075 K0.
N6110 (G17) G01 Y2.575 F25.
(N6120 G18 G44 H42)
N6130 X70.1533 F85.
N6140 G02 X70.0783 Z.875 I0. K-.075
N6150 X70.1533 Z.8 I.075 K0.
N6160 G01 X74.0908
N6170 G02 X74.1658 Z.875 I0. K.075
N6180 X74.0908 Z.95 I-.075 K0. -
So, the reason (I figured out finally) for the
Alarm 27 NO AXES COMMANDED IN G43/G44
G-code:
N350 G18 G44 H42
was fixed by adding a Y position, Y0.001, after the H42. Where in the post file would this go?
-
I did ask my reseller, they will be looking into it, but it may be a bit before they get to it.
-
-
I have a couple machine definition files with all the aggregate specifications. I just don't know what I am missing.
-
17 hours ago, crazy^millman said:
That post says you need to run the old aggregate Chook.
When I run aggregat Chook, I get:
Version 9 Aggregate toolpaths can not be edited.
Please select an appropriate machine definition in your machine group properties and re-select the aggregate tools in the source operations if you wish to make changes.
I'm not sure where to go from here.
-
I have g code programs, generated by previous engineers, that work on the CNC with an aggregate (RAH) router without an issue.
I created a g code program with Mastercam that returns an alarm 27 No Axes commanded in G43/G44. I'll include the text file.
I assumed the problem would be the Machine/ Control definitions and Post combination. I am able to use two of the three from the working programs, but when I try to use the same machine definition Mastercam returns "Selected machine does not have a valid axis combination".
It has: Machine Base
Router Table Group
Router Head Group
Tool Changer Group
Do I need to add the Axes? I am not sure what is required for the Machine definition file, I believe this one was created specifically for the aggregate router. I don't know if it was accidentally modified or what. I also included a .z2g.
Besides this forum, I don't know who else to ask about this.
Thanks
EDS 80 SASH GU 1590 RH 45A.txt EDS 80 SASH GU 1590 RH 45A.Z2G
-
OK. Thanks for all the help.
-
So, my original question was why the dust hood doesn't work unless I'm drilling. It's not in the G-Code (the M 93, dust hood down, exists for each). So it's not prior to the G-Code. Would that be in the ladder logic or Controller determining whether the dust hood is active?
-
I hope I don't come across as obtuse, but my understanding is:
Toolpath, Machine definitions and Control definitions, and Post Process file all affect the G-Code text file.
The CNC controller reads the G-Code text file, and that's it.
I think I understand a lot more about post processing, but the only connection to the CNC controller (Fanuc) is through the text file. Or am I missing something?
-
Great! Thanks! I'll try that.
-
I was able to find .PST file and saved a current .Z2G file. I currently unable to open the .Z2G file.
But see the use_dc defaults to yes.
use_dc : yes$ #Output codes to raise and lower dust cover?
MM_MPROUTER.PST BAYSEK 7000-600BED SCRAPE LAYOUT 04122022.Z2G
-
I have Mastercam X6 Version 0.23.1.148
ParasolidMI1=2, MI6=1, MI9=2 the rest is all 0s. It's the same for both operations. I hope I'm not coming across obtuse, I've been thrust in to this after loosing the previous programmer.
-
But there has to be something in the program(g code) that triggers the M93 or ignores it. Unless it's the tool designation.
Is that possible? Like I said, I'm in the learning stage.
-
Ok. That was in 2003, hopefully their still around.
Thanks
Inventor to Mastercam no solids capability
in Machining, Tools, Cutting & Probing
Posted
It looks like we had other versions of Mastercam before X, and we had another CAM software other than MC. So those must have had solids capabilities somewhere along the line.
We have to upgrade. Does it make sense to go from X6 or X7 to 23? I'm waiting for a quote from my reseller, but I'm looking for other opinions.