





Alexi
-
Posts
2 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Alexi
-
-
Hi all,
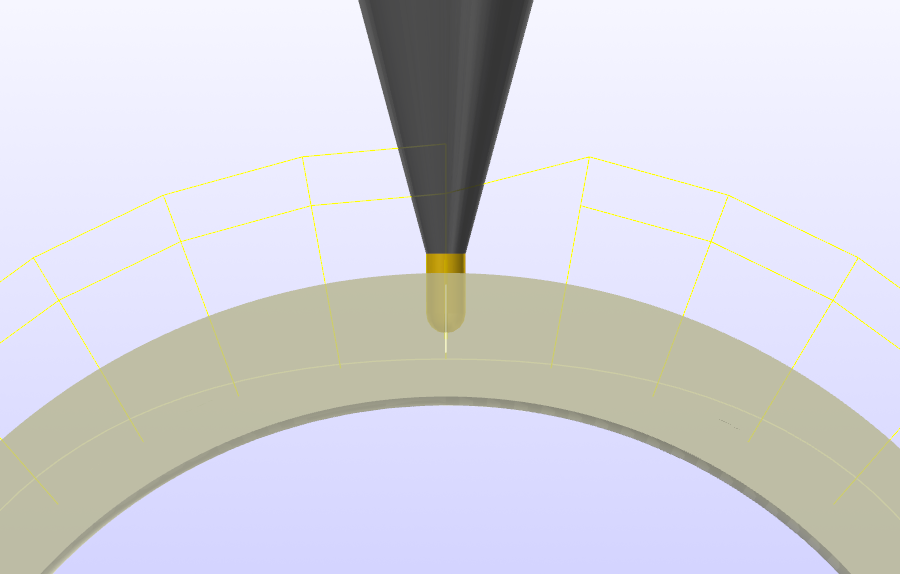
I am working on a jewellery project using our machine from ISEL (IMES Icore 350i model). We are using Mastercam to mill out seats in Gold and Platinum where diamonds will be so our scale is unusually small in the CNC world (eg 1.5mm holes cut out with a 1mm ball endmill).
One of the many many issues we are having with our programs is the machine overrides some of our numerical inputs in to Mastercam. We believe this is an issue with the post-processor made by Postability (they are currently fixing an issue with the off centre rotation-different story).
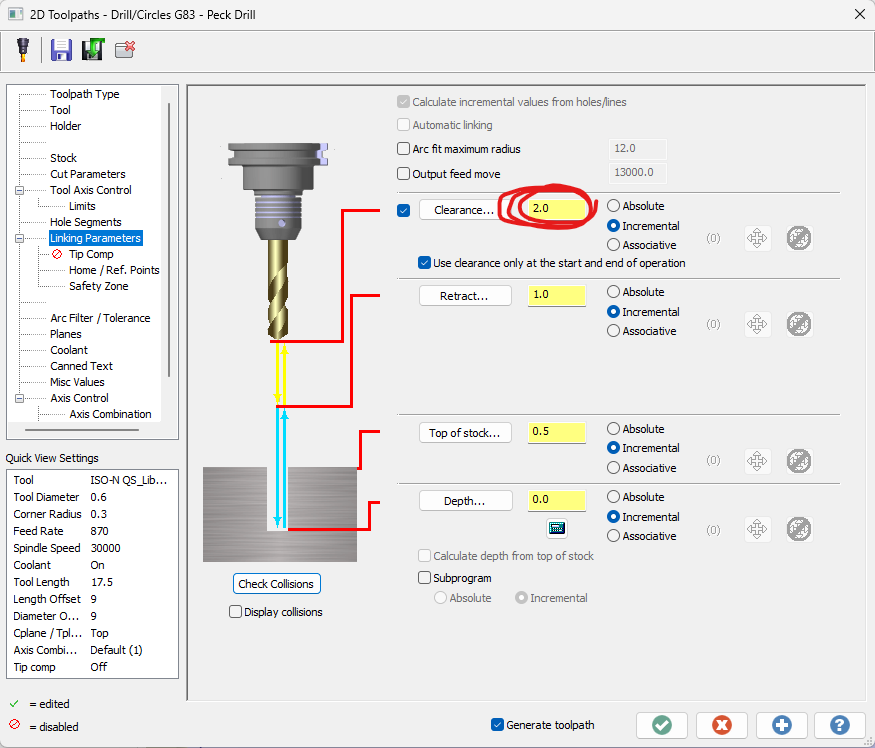
In the images below our drilling cycle seems to not be understood by the machine correctly, as you can see in the linking parameters the spindle should retract no more than 2mm above the stock but as you can see in the video the spindle is fully retracting per rotated operation (each toolpath is rotated 35 times for the ring) so this greatly increases the program length unnecessarily.
My question is where the issue of this lies, in the post-processor or Mastercam?
any ideas would be greatly appreciated!
thanks in advance,Alexi
Linking parameters not obeyed by Post-processor or Mastercam?
in Post Processor Development Forum
Posted
This seams to be what is happening, I will check these options out thankyou