





JWIII
-
Posts
10 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by JWIII
-
-
We were a little slow to get things going and maintenance expired
-
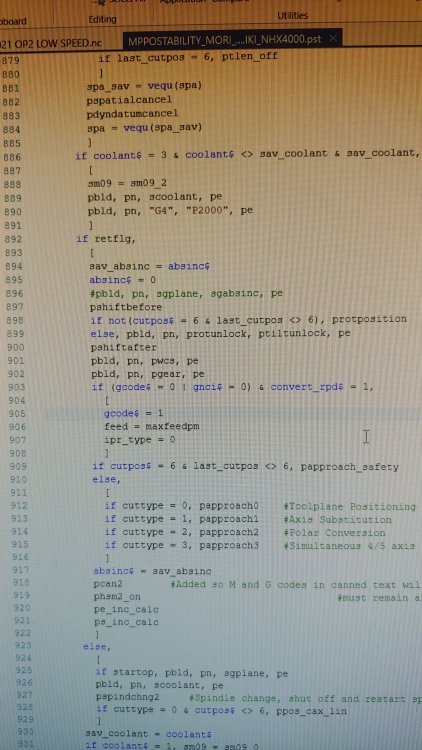
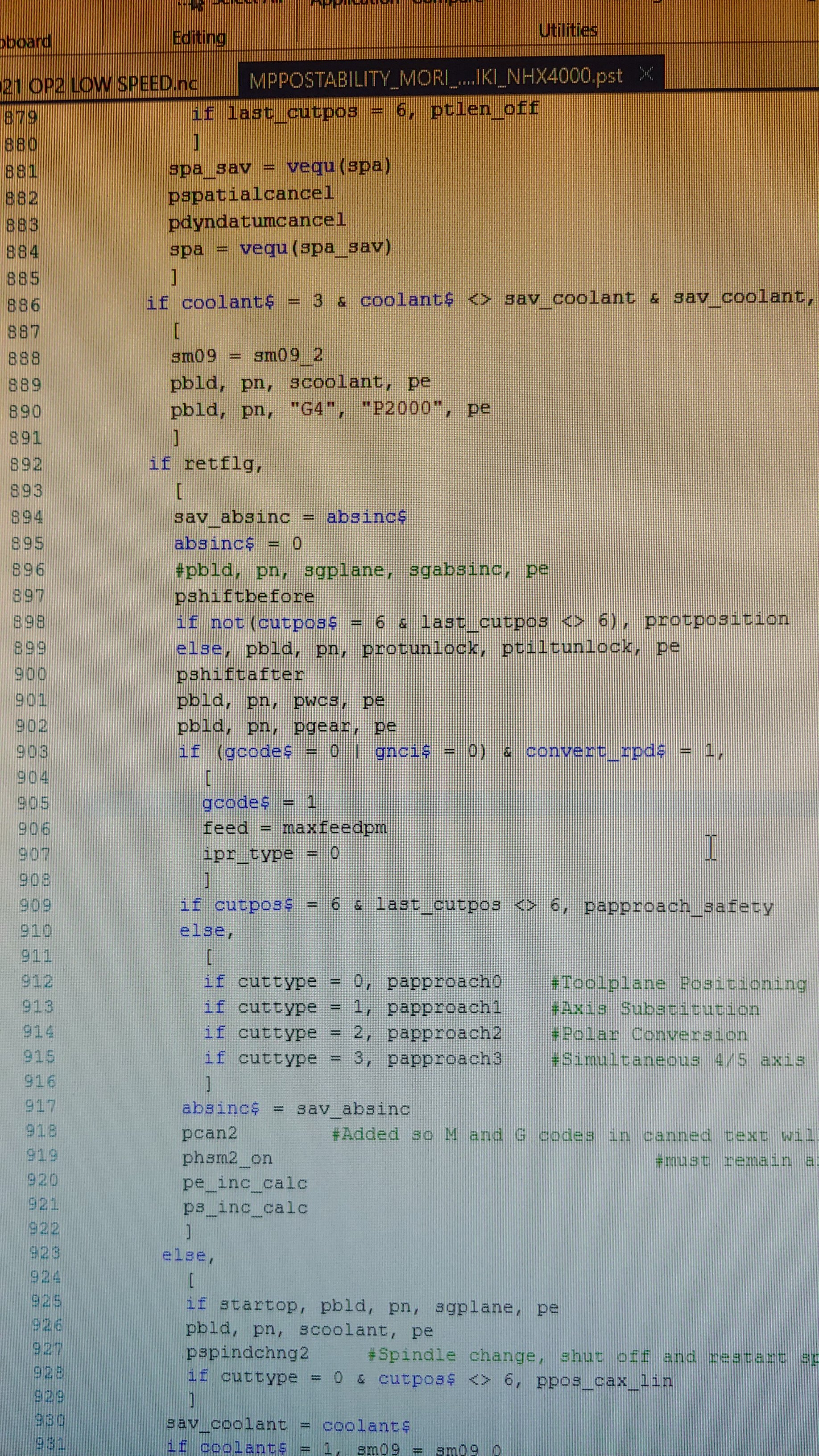
I think it's this part around line 899, but when I moved 901 to 899 to move the wcs before pallet rotate it didn't post wcs at all. Any ideas?
Thanks
-
On 10/2/2020 at 6:26 PM, Colin Gilchrist said:
Your output will either come from 'ptlchg$' or 'ptlchg0$', if your Post was based on a Generic Fanuc style Post from CNC Software. If you started with MPMaster, then it's coming from 'ptlchg_com'.
There is typically a 'Safe Index' option, for positioning the Rotary, which can be enabled by a variable in the Post, or sometimes hooked up to a Miscellaneous Integer for controlling output at the Operation level.
The Rotary Axis in any 4-Axis Post, is output by the variable 'c$'. (Address Label is a function of Variable Format Assignment, regardless of the variable name internally.)
Typically, the Post will use 'pcout' or 'pfcout', as the Post Block Call that ultimately outputs the Rotary value.
The variable 'c$' isn't used to output to the NC File though. It is for internal calculations of the rotary value. This is due to both "Modality" and because there is an Absolute/Incremental Switch that is typically set by 'mi2$'.
Since the Rotary can be output as either ABS or INC, there are different variables formatted for each output type.
The variables 'cabs', 'cinc', and 'index_out'.
There is a switch that is read typically from the Machine Definition, which tells the Post "the machine supports full rotary", or, "the machine only supports indexing to certain increments". This index increment is typically 1 degree, or sometimes 0.1 degree.
So normal rotary output will either come from 'cabs' or 'cinc', provided you are not in Index mode. (There is also a 'force_index' variable switch at the top of the Post.)
You mentioned you were running a Horizontal, so I assume you need "B" output for your rotary.
A quick way to narrow down the output variable, is to temporarily rename those Format Assignment Strings from "B", to "B1", "B2", and "B3", and then Posting a NC File with several Tool Change events, and check the code.
Thanks for your help, if the pallet rotate at tool change is correct, but the rotate mid tool is not, is it still coming from ptlchg$
-
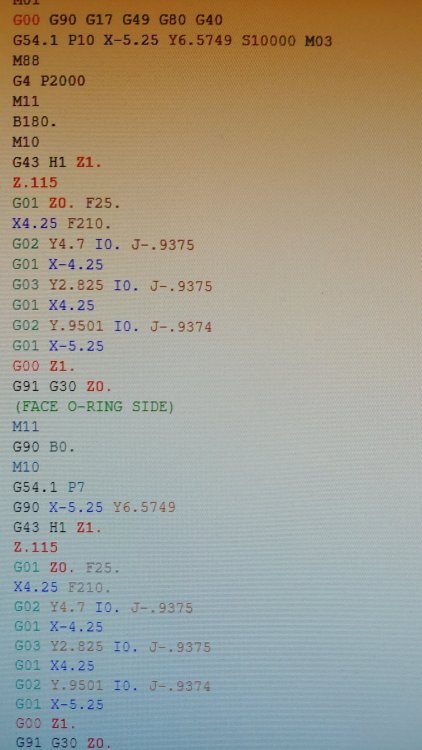
Hello, I'm using a horizontal mill and after a tool change my post calls the work offset before the pallet rotate which is correct, but when it rotates to another side mid tool it calls the rotate and then the offset. Because I have a rotation shift in the offset, I need it to call the offset first. Anyone know where to fix in post? Thanks
-
Making a stock model seemed to do the trick. Thanks! So does the optirough toolpath look for a stock model because I made one but there isn't anywhere that I told it to use it?
-
22 hours ago, Colin Gilchrist said:
You really have to exaggerate the boundary to keep the tool on three sides only.
Try making the surface about 10" long in the -Y direction. Also, make the surface really wide as well. Like, 4" beyond the tombstone in +X and -X directions.
My op manager says 1 material boundary and I made it huge, but its still ignoring the bottom and going underneath. Any suggestions?
-
If I use "from inside" the toolpath works with my containment boundary but because it starts from the middle of the material it chunks off the material as it gets to the outside. If I choose "from outside" it seems to ignore my containment boundary. I would like to use "from outside" because the toolpath works much better. Do containment boundaries work while using "from outside"
-
Just to clarify, when I say underneath I don't mean in the z direction. I mean in the negative y direction on a horizontal.
I made a solid underneath and choose it as avoidance and then the toolpath went all the way under the avoidance solid as well. Not sure what I'm doing wrong. Thanks again!
-
Hello, I'm trying to optirough the side of a part on a horizontal mill. The part is sitting on a fixture so I cannot machine underneath it, but the optirough tp keeps going under. I want to use " from outside" otherwise it starts from the center and chunks the material off once it gets to the outside. Is there a way for me to stop the toolpath from going underneath the part? Thanks!

Pallet rotate post help
in Post Processor Development Forum
Posted
Thanks for the offer, but I keep finding more and more wrong with my post. I think we're just going to have to get it fixed.