





akuser
-
Posts
10 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by akuser
-
-
2 hours ago, #Rekd™ said:
You should attach a valid Mastercam file.
Here is the file with swarf toolpath only. I have to delete another toolpath to keep the file small
The file can be open with mastercam 2020
Thank you
-
7 hours ago, Greg Williams said:
Contact
Thank you,
I will ask them to see if they can help
-
28 minutes ago, crazy^millman said:
Which toolpath are you using? Each ones has different ways to control this in 2020 and above before that not so much only the advanced offered ways to do it in the 5 Axis toolpaths.
I am using Swarf Milling (Swarf Machining).
-
15 minutes ago, JParis said:
I would highly recommend sending it back and letting them handle the updates
If you ever have to go back at a later date, your updates will be lost as they don't have them
We bough this post same time with machine. at that time we just run 3+2 with no problem. And now every 5 axis toolpath (swaf, curve, deburr....) have that problem.
Our time for update has been expired

-
Hello,
I got problem with my post for YCM 5 axis machine. I got the post from Postability Inc, and I have edit a little bit for adding some reset code.
This is what I have added to the post to let them add follow code to NC file
Quote(T24 - 1/8 FLAT ENDMILL - H24 - D24 - D0.1250") G00 G17 G20 G40 G80 G90 G69 G91 G28 Z0. G28 X0. Y0. M26 M28 G90 A0. C0. N24 (ROUGH SWAFT RIGHT) () N25 T24 M06(1/8 FLAT ENDMILL) G00 G17 G20 G40 G80 G90 G69 G91 G28 Z0. G28 X0. Y0. M26 M28 G90 A0. C0. G54 G17 G90 G68.2 X0. Y0. Z0. I225.068 J88.653 K0. G53.1
And here is my problem they use G43.4 Hx Snnnn M03 That code not let spindle run
QuoteG05.1 Q1 G43.4 H24 Z8.38 S4500 M03 M08 X-.7284 Y.8181 Z8.3668 X-.4453 Y.5357 Z8.3574
How do I edit the post to split it like
QuoteG05.1 Q1 S4500 M03 G43.4 H24 Z8.38 M08 X-.7284 Y.8181 Z8.3668 X-.4453 Y.5357 Z8.3574
Spindle will run with that code when I split Sxxxx M03 before or after G43.4
Thank you in advance
Best Regard
-
Hello everybody,
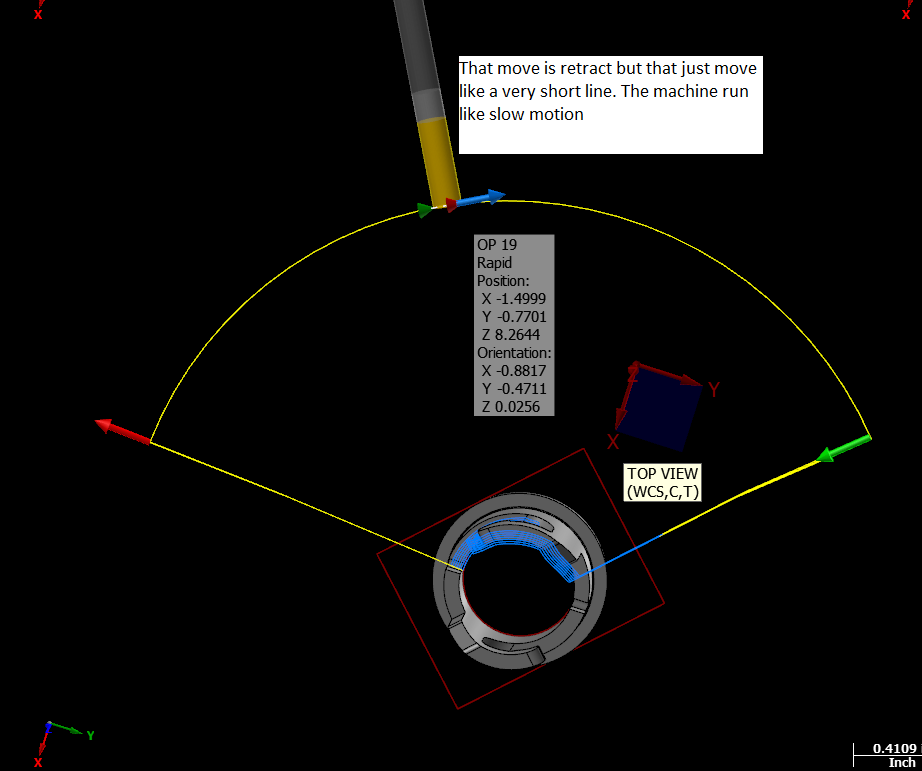
I have problem when using Swaf Milling with multiple slice cut. When finish 1st slice cut, the tool retract to clearance plane and the other axis return to the begin point for 2nd slice cut.
While other axis returning the machine run like slow motion (look like we run cut a arc contour with multi G1 instead of G2/G3)
Here is the code I have posted from mastercam 2020
QuoteX-.0118 Y-.2939 Z8.1367 X-.0067 Y-.2944 Z8.1378 G00 X-.0423 Y-.6929 X-.0779 Y-1.0913 X-.1178 Y-1.6811 Z8.1375 X-.2406 Y-1.6682 Z8.1471 A-89.876 C170.843 X-.3621 Y-1.6464 Z8.1568 A-89.753 C166.788 X-.4817 Y-1.6157 Z8.1664 A-89.63 C162.733 X-.5988 Y-1.5763 Z8.1759 A-89.51 C158.678 X-.7126 Y-1.5283 Z8.1854 A-89.392 C154.622 X-.8226 Y-1.4722 Z8.1948 A-89.277 C150.567 X-.9282 Y-1.4081 Z8.2041 A-89.166 C146.511 X-1.0288 Y-1.3364 Z8.2132 A-89.059 C142.456 X-1.1238 Y-1.2575 Z8.2222 A-88.957 C138.4 X-1.2129 Y-1.1718 Z8.2311 A-88.86 C134.343 X-1.2954 Y-1.0798 Z8.2397 A-88.768 C130.287 X-1.3709 Y-.982 Z8.2482 A-88.683 C126.23 X-1.439 Y-.8789 Z8.2564 A-88.605 C122.173 X-1.4995 Y-.771 Z8.2644 A-88.533 C118.115 X-1.5518 Y-.659 Z8.2722 A-88.469 C114.058 X-1.5958 Y-.5435 Z8.2798 A-88.412 C110. X-1.6311 Y-.425 Z8.287 A-88.363 C105.942 X-1.6577 Y-.3042 Z8.2941 A-88.323 C101.883 X-1.6754 Y-.1818 Z8.3008 A-88.291 C97.825 X-1.684 Y-.0584 Z8.3073 A-88.267 C93.767 X-1.6836 Y.0653 Z8.3135 A-88.253 C89.708 X-1.6741 Y.1887 Z8.3194 A-88.247 C85.649 X-1.6555 Y.311 Z8.3251 A-88.249 C81.591 X-1.6281 Y.4317 Z8.3305 A-88.261 C77.532 X-1.5918 Y.55 Z8.3356 A-88.281 C73.474 X-1.547 Y.6654 Z8.3404 A-88.31 C69.415 X-1.4939 Y.7772 Z8.345 A-88.347 C65.357 X-1.4327 Y.8848 Z8.3493 A-88.393 C61.299 X-1.3637 Y.9876 Z8.3533 A-88.447 C57.241 X-1.2874 Y1.0851 Z8.3572 A-88.508 C53.183 X-1.2042 Y1.1768 Z8.3608 A-88.577 C49.125 X-1.1144 Y1.2621 Z8.3641 A-88.653 C45.068 X-.7186 Y.8144 Z8.3508 X-.4355 Y.5319 Z8.3414 G01 X-.1524 Y.2495 Z8.332 X-.1537 Y.2484 Z8.3369 X-.1556 Y.2467 Z8.3478
Here is the picture of toolpath
Quote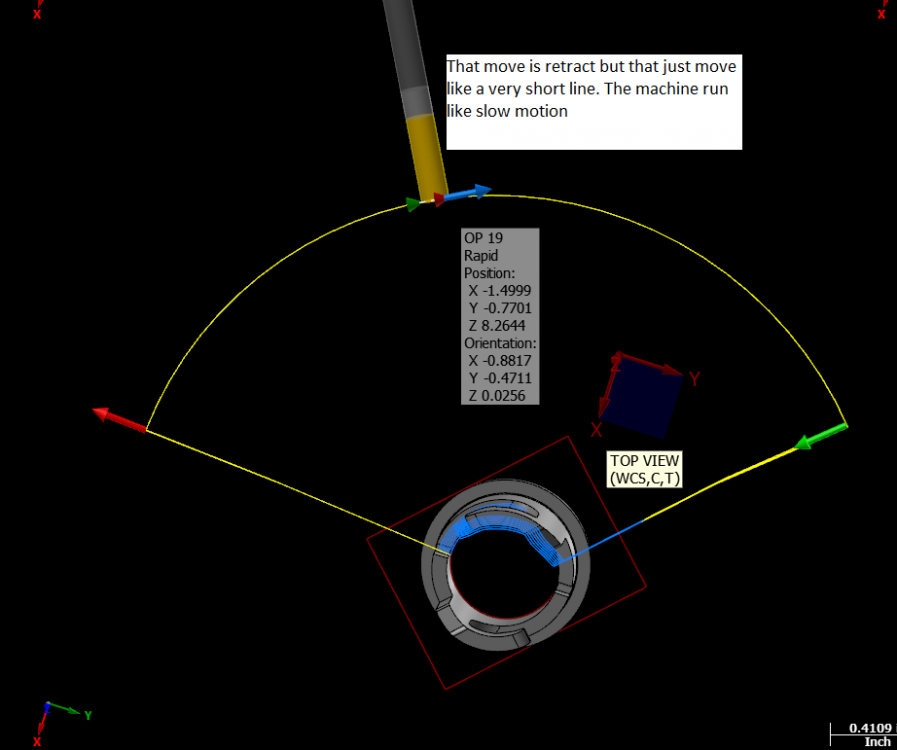
Here for simulation machine runing with move
Quote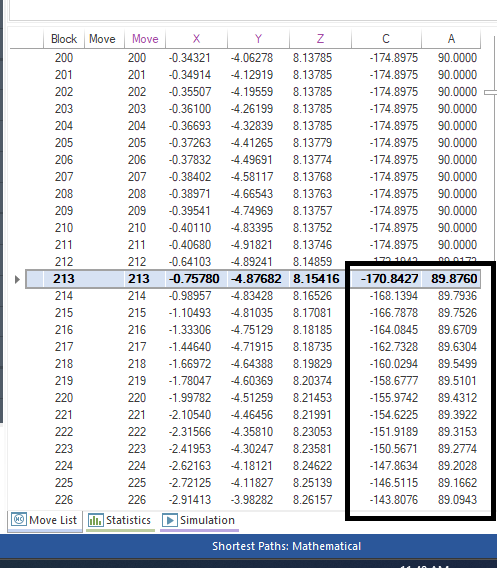
What I did is wrong in somewhere else?
Thank you for your reading and help.
Best Regard
-
Thank you Colin, I have make my post work by add the code for comment
Quoteif stagetool >= zero, [ if omitseq$ = 1 & tseqno > 0, [ if tseqno = 2, n$ = t$ pbld, *n$, *t$, *sm06, e$ pbld, n$, *sm01, e$ #pbld, n$, ptoolcomm, e$ ] else, [ pbld, n$, *t$, *sm06, e$ pbld, n$, *sm01, e$ #pbld, n$, ptoolcomm, e$ ] ] [ spaces$ = 0 comment$ "(",*t$, "-",pstrtool, ")", e$ ]
I have another question the line
Quote"(",*t$, "-",pstrtool, ")", e$
I used that line for Tool number and comment so the Setup guy can check with tool list. But my question is does it is proper code to use?
here is my nc code output
QuoteG5.1Q1 (SPOT DRILL M4 HOLE) N5 T5 M06 M01 (T5-3/8 SPOTDRILL 3.75 LOT ) (MAX - Z2.) (MIN - Z-.0675) G00 G17 G90 G55 X5.1378 Y-.8573 S2000 M03 G43 H5 Z2. T9 M08 .... . . . . N9 T9 M06 M01 (DRILL M3 HOLE DEPTH 0.259) (T9-0.0995 DRILL #39 ) (MAX - Z2.) (MIN - Z-.4253) G00 G17 G90 G55 X6.4961 Y-.7874 S3500 M03 G43 H9 Z2. T10
The first tool still do not have the operation comment.
Can anyone tell me how to fix it or which post block to looking for.
Thank you
Best Regard
-
11 hours ago, Colin Gilchrist said:
You will need to move the location of the 'comment$' Command Variable.
Typically, the 'comment$' command is setup to "dump all the buffered comment strings", at whatever location you see that Command Variable.
'comment$' needs to be on a line, all by itself. (It must also have at least 1 space character in front of it. Typical "indent" spacing is 6 space characters.)
So, in your existing Post, locate the line of code that has 'comment$' on it, and place a Pound Sign (or Hash Mark, depending on your word choice). [ # ]
This will 'comment out' the line of code.
Now, simply insert a new blank line, after the line where your "M01" is coming out, and then enter ' comment$'.
Your Operation Comment will be output after the "M01" line.
Thank you for your rely,
I have try to edit my post file like this but still not worked.
Quoteptlchg_com #Tool change common blocks
if force_output | sof,
[
result = force(ipr_type,ipr_type)
result = force(absinc$,absinc$)
result = force(plane$,plane$)
]
pcom_moveb
pcheckaxis #Check for valid rotary axis
if sof, uninhibit_probe$
c_mmlt$ #Multiple tool subprogram call
#ptoolcomment
if sof & scomm_sav <> snull,
[
spaces$ = 0
n$, pspc, scomm_str, *scomm_sav, scomm_end, e$
spaces$ = sav_spc
]
if sof = 0, scomm_sav = snull
#comment$
#pcomment3
pmisccheck
pcan
if stagetool >= zero,
[
if omitseq$ = 1 & tseqno > 0,
[
if tseqno = 2, n$ = t$
pbld, *n$, *t$, *sm06, e$
pbld, n$, *sm01, e$
comment$
pbld, n$, ptoolcomm, e$
]
else, [
pbld, n$, *t$, *sm06, e$
pbld, n$, *sm01, e$
comment$
pbld, n$, ptoolcomm, e$
]
]
spaces$=0
if output_z = yes$,and here is my nc file
QuoteG00 G17 G20 G40 G80 G90 G91 G28 Z0. G5.1 Q1 (SPOT DRILL M4 HOLE) M08 N1 T5 M6 M01 (3/8 SPOTDRILL 3.75 LOT) (MAX - Z2.) (MIN - Z-.0675) G00 G17 G90 G55 X5.1378 Y-.8573 S2000 M03 G43 H5 Z2. T9 Z.1
there is something wrong with my post?
Thank you
-
Hello,
I am using MP post for 3x VMC, I have edit the post to move M01 from before M06 to after M06 like the code I have pasted here.
QuoteG5.1 Q1 (ROUGH OUTSIDE) (COMPENSATION TYPE - WEAR COMP) N1 T18 M6 M01 (2 INCH SHELL MILL 4.5 LOT) ( MAX - Z2. ) ( MIN - Z-4.3016 ) G00 G17 G90 G54 X-3.025 Y-1.25 S8500 M03 G43 H18 Z2. T1 M08 Z.1
My question is how can I edit the post to move the operation comment location like this one
QuoteG00 G17 G20 G40 G80 G90 G91 G28 Z0. G5.1 Q1 (ROUGH OUTSIDE) <--- Move from here (COMPENSATION TYPE - WEAR COMP) N1 T18 M6 M01 (2 INCH SHELL MILL 4.5 LOT) (ROUGH OUTSIDE) <--- to here ( MAX - Z2. ) ( MIN - Z-4.3016 ) G00 G17 G90 G54 X-3.025 Y-1.25 S8500 M03 G43 H18 Z2. T1 M08 Z.1 G G01 Z.05 F150.
Thank you very much
YCM 5 Axis Fanuc Post
in Post Processor Development Forum
Posted
Thank you Colin Gilchrist,
But my post do not have that option (Before, With and After) when chose coolant :(. But my 3axis MPFAN post have it.
I am confused about replace Operation Defaults File with Machine Definition file. Will take a look at it tonight to see If I can made it.
Thank you for your advice
Best Regard