





M.Bluedorn
-
Posts
12 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by M.Bluedorn
-
-
1 hour ago, Colin Gilchrist said:
I'm happy to help. I owe a lot of my success to the education and relationships I've built from this forum, so I enjoy giving back where I can.
If you are looking to learn more about Post Processor Editing, I just uploaded the videos for one of my MP Post Processor classes to YouTube. If you search "MP 101", it should pop up for you. I need to go edit the videos to include more keywords for to make them easier to find.
Awesome!!! Thanks again!
-
On 10/3/2020 at 2:07 AM, Tim Johnson said:
Are you using Mastercam Mill/turn software or Mastercam Lathe software for programming your mill/turn?
I'm using the Mill/Turn software.
10 hours ago, Colin Gilchrist said:The MP Post Language is the original "scripting language", used to process NCI data. I think you've figured out this much by now.
MP takes NCI data, and formats it into NC Code output. There is a separate "layer" in-between the NCI and the Post, called Machine Definition and Control Definition, which allow options to be configured for output. But these are essentially "switches" that you set in parameter pages, and that's it. Any "manipulation" is done at the Post level, with input data from the Operations, Tools, Machine Definition, and Control Definition settings.
With MP.Net, there is now a separate "Simulation Layer" that exists as a Software Layer between Mastercam and the NC Code output.
This Simulation Layer is called "Mastercam Extensions". It allows you to bring in Operations, and perform Simulation, Operation Synchronization, and setting of Coolant and Wait Codes.
There is bi-directional linking between the "Mastercam Ops", and the "Simulation Ops", to some extent. That allows you to regenerate operations, and have your Tokens stick.
Instead of using "Misc. Values" (integers or real numbers), to control output settings, you end up setting Token values in the Extensions (simulation) Layer. A Token is a variable with properties.
As a user, you have access to set some "token default values", but most of the tokens should be created for you when you get a .Machine file. (Dot Machine File)
I believe that eventually all the Posts will be created in MP.NET, but we're probably at least a decade away from that happening. I bet "Standard MP", will likely be around for another 20+ years. The real question is: at what point will Mastercam (CNC Software), force the switch over to MP.NET? Again, my guess is over a decade, but who knows?
The regular MP Language is very powerful, and you can do everything that MP.NET would do, with the exception of integrating into a "Simulation Layer".
Technically, you can drive Mastercam Simulation through a MP-Based Post, but that is a not the same thing as what MP.NET provides.
Thanks a ton Colin! That's all I was really wondering. I kept seeing mention of it, and just wasn't sure what was being discussed. I really appreciate you taking the time to explain it for me!
-
I was only wondering what it is generally. Not how to manipulate it. I've gleaned from this forum that they have it locked down pretty tight.
-
I've read a little about MP.net but can you go into more detail about it? What exactly is it?
-
I replied back to the guy who gave me that code to hopefully help me understand how it is working. I'm already 'behind the eight ball' so to speak with my inexperience with the language, and to hear that it's going through some major changes is a little disheartening to hear given I've worked very hard to teach myself and learn what I have so far about the MP language.
-
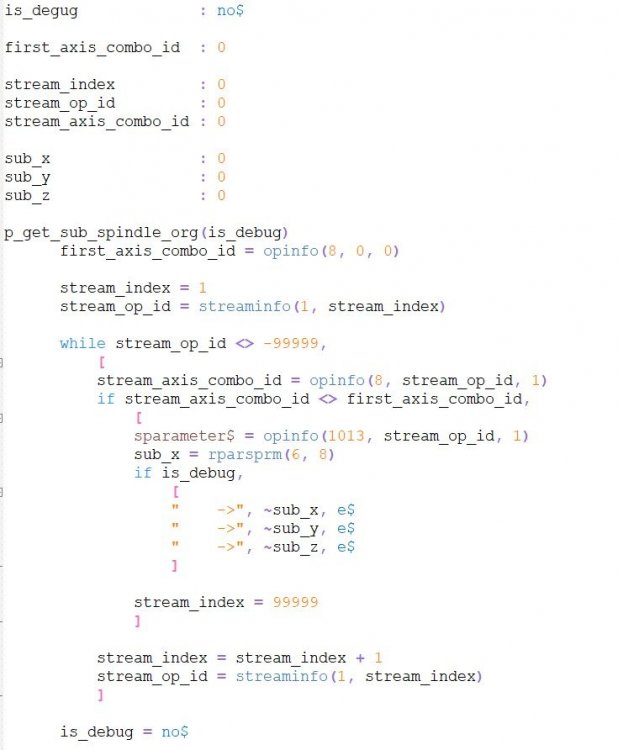
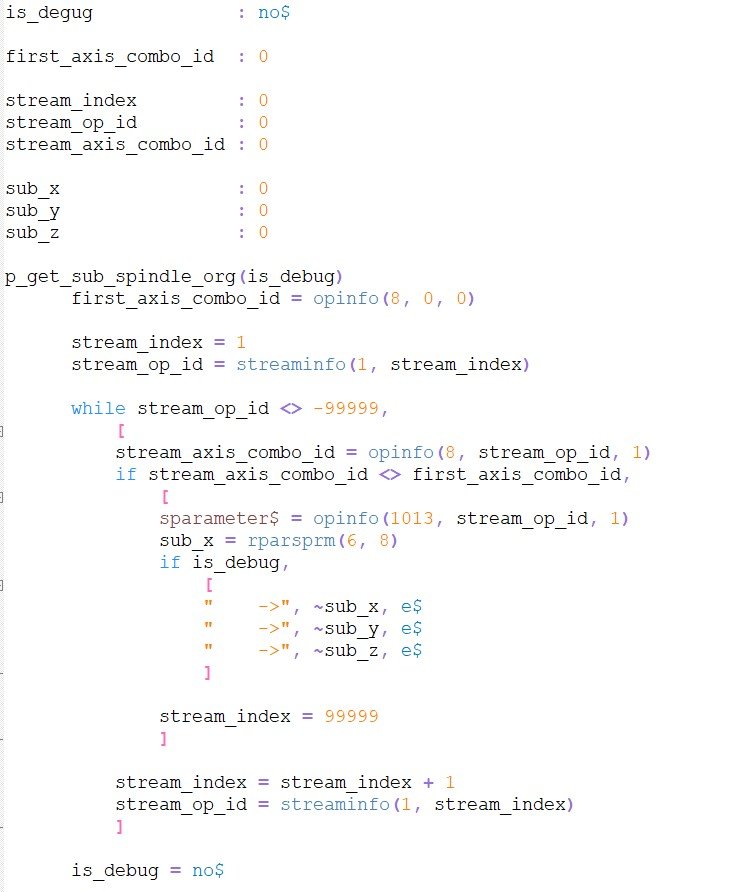
This is for a Doosan Mill/Turn. This particular piece of code is actually some example code a guy from CNC Software gave me to try and help me. Problem being I haven't had any experience with the 'stream' function, and other parts of this post. I'm still learning MP. I'm trying to capture a sub spindle axis origin so that I can use it in some logic in other places of the post.
-
Whilst on the mastercam forum I got some help for an issue I'm trying to resolve. The help I got was a snippet of code I couldn't decipher what was going on, and no explanation of such. I'm still in the very early stages of learning/teaching myself how to manipulate and write code for MP. Without the help of this forum and mastercam's forum I would be out to lunch. I bring this problem here because it seems to be geared a little more towards the user trying to learn the language to some degree. I'm trying to capture my sub spindle's axis values and I failed using the legacy method and was told the new info method was the way to get it done. The snippet I'm posting is exactly how it was presented to me as 'an example'. If someone could please walk me through this code and what it is doing I would be extraordinarily grateful. Thanks.
-
I added that just to get it to output anything at all. But even then I either got '0.' or '-9999.' I tried several different strategies and none of them gave me anything other than that.
-
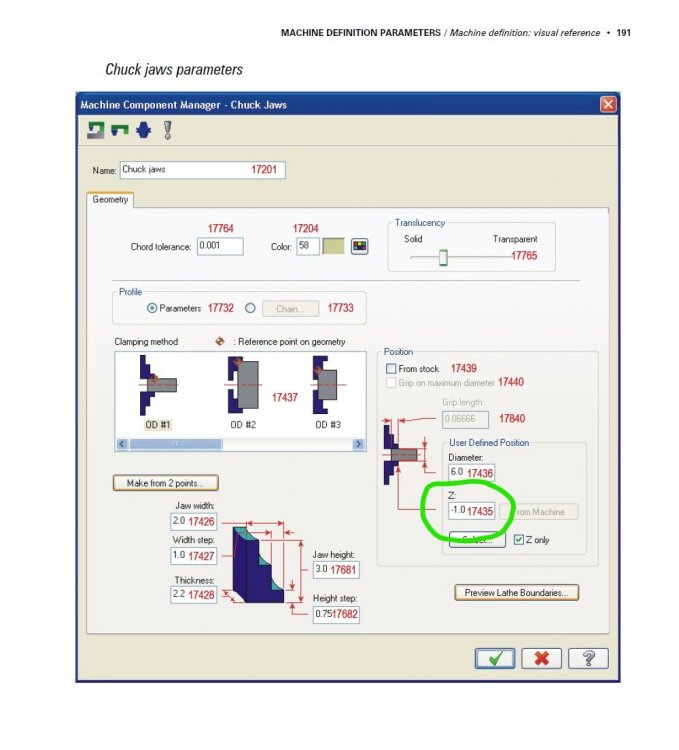
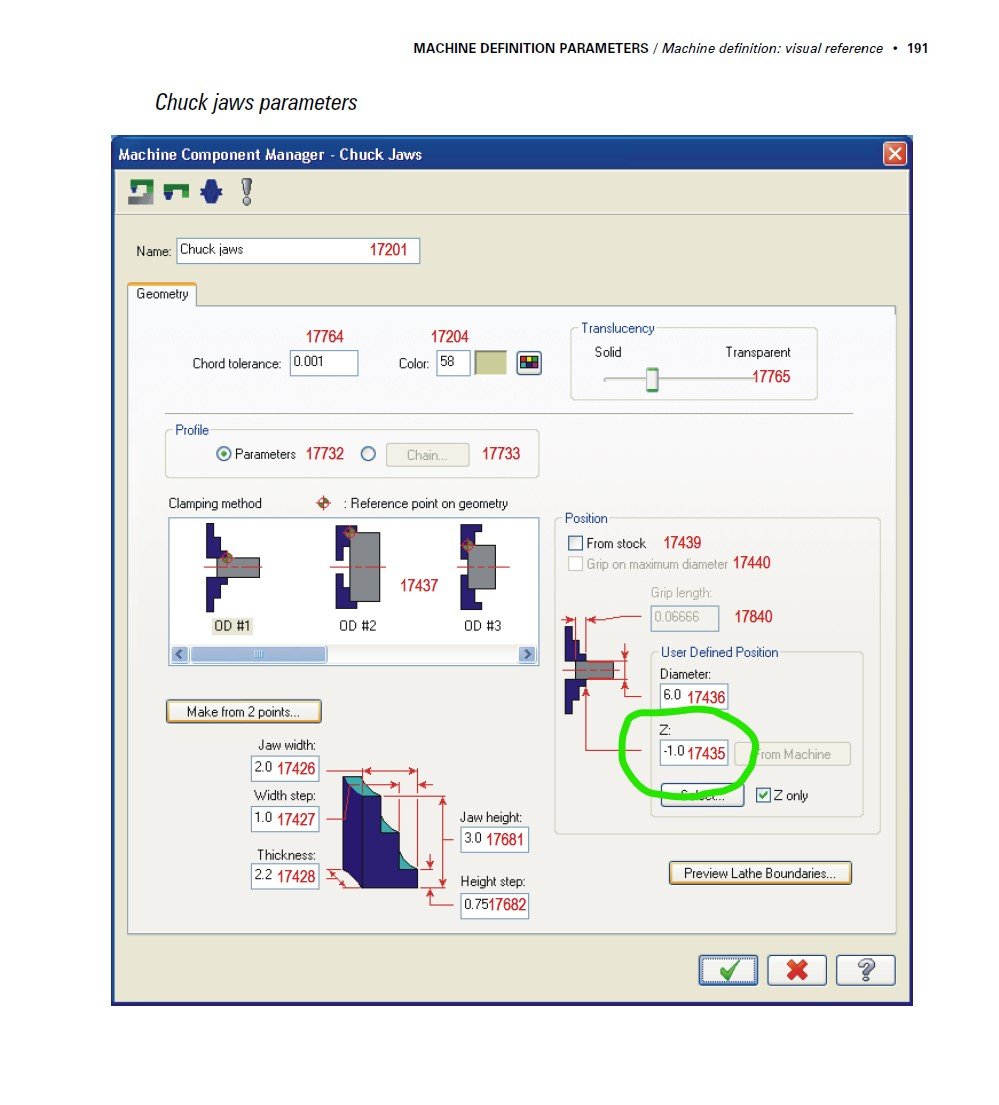
I've been attempting to teach myself how to manipulate these posts. I've had some very small victories but for the most part I'm being bricked. Frustration level alpha. I have the MP Documentation and have followed it to capture and use a parameter but nothing I try will return any value at all. The value I'm tryinig to grab is the Z position relative to the end of stock material for a lathe. It's param # 17435. In the documentation is states that all I need to do is have user defined variable and add this this line in the pmachineinfo$ post block...
if prmcode$ = 17435, main_stk_pos = rpar(sparameter$,1)
In order to get it to work at all I had to add this line
fmt "" 2 main_stk_pos "" #Main spindle stock position
in the Toolchange / NC output Variable Formats section of the post
The only output I can get out of it is '0.' I've attached a screenshot from the MP Documentation of the variable I'm trying to grab. Any help would be greatly appreciated.
-
Upon doing some digging and talking to my post guy at our Mastercam reseller, it is looking like even attempting to grab the parameter for any use at all would be not available as they have binned all of the POCO part of our paid post. I was unaware this was a thing until today while I was trying to figure this out. Needless to say I have a lot to learn still.
-
Hello all. This is my first posting but I've been gleaming knowledge from this forum for quite some time. So a belated thank you is due. What I'm trying to do is grab and store my POCO grab position which is param 13212, and then use that number in basically a comment at the beginning of the program. I've tried several different combinations of strategies I've learned from the MP Post Documentation and cannot get it to post anything other than the dreaded '-9999.' Any help would be greatly appreciated.
Capturing and isolating a POCO value return
in Post Processor Development Forum
Posted
I'm working on capturing the sub spindle grip position during the POCO operation. I'm using the 'stream_tool_op' function to get it. The problem is that the return has several different values as the tool op changes a few times during the operation. My question is, is there a way to isolate just one of the values returned? This is the code I'm using to grab the value
And here are the returns that are posting. The third and fourth instances contain the value I'm trying to store.