





Admiral Obvious
-
Posts
3 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Admiral Obvious
-
-
5 minutes ago, Rocketmachinist said:
Use No-core toolpath.
Yea I started with this one, but sadly there seems to be no way to make it return as 4-axis, just 2D. Ah, well i can at least maybe start with this then go to 4-axis. Not easy, but its a work around
-
I have a tiny little conundrum that I am very certain can be solved by checking just 1 option, and I am an idiot for not finding it. I am programming a 4-axis wire profile but in our application, the resulting slug would be VERY large (piece is 7.48 inches in length) and our idea is to program the profile as a pocket and burn all the material out. Trouble is, I can't figure out how to have the toolpath setup to burn up the drop out slug.
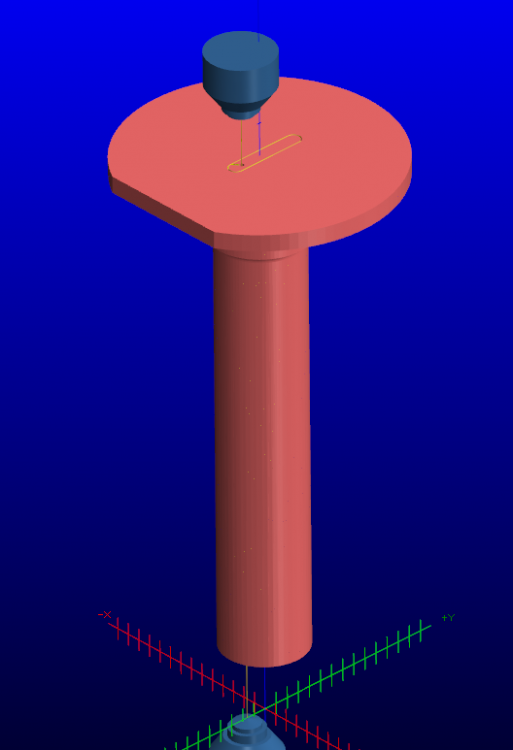
Pictured is my current simulator view from the top. The bottom profile is smaller than the slot above so this does require 4 axis. The slot width is .100" so my thought is to manually draw out the tool paths and do separate 4-axis settings, then use the final rought and 2x skim passes to clean it up. Any ideas though? I feel like there is 1 setting I am missing that would just do this automatically.

4-Axis Wire EDM Pocket
in Industrial Forum
Posted
Thank you! This is some awesome advice!
Its sad this feature doesn't exist. Honestly would be awesome to be able to make the 4 axis no core setting. I have made a few attempts now doing the no-core setting, but whats unfortunate is that, because of the geometry I am trying to cut, there is such minimal overlap of the two profiles almost every position is tappered cut. Most of the material is removed from the threaded hole drill.