





JacobS
-
Posts
3 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by JacobS
-
-
Thanks for the response Millman!
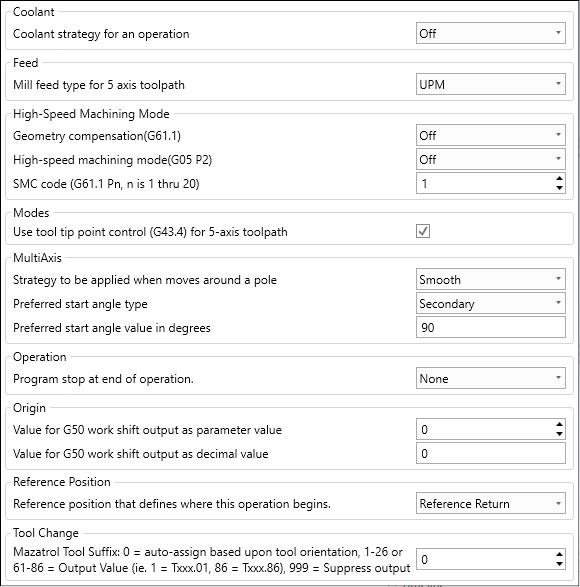
What I've tried is under the modes tab in the picture you sent I've unchecked "use tool tip point control (g43.4) for five axis toolpath", which outputs as non tcp code programmed to centers of rotation as far as I can see, but doesn't really put it in the right place. You're right, what I really want is a flowline. Is it your understanding that MillTurn doesn't support multiaxis that isn't tpc? From what I'm hearing from my mcam reseller it doesn't appear to be supported yet?
-
Hi guys first post here after lurking a year or so and benefitting enormously from this fantastic knowledge base. Im admittedly quite new to millturn and pretty new to mastercam in general.
The problem Im having is unfortunately with mastercam millturn, which I know can be really confusing just to begin with. Ive got a simple morph operation that I wish to be run in a C axis face type setup. Im trying to lock down to 3 axis and post without TCP since our vericut is not correctly interpreting tcp yet as its still a relatively new machine. When I post out this operation it is sending the Z position about 10in above where the tool should be cutting.
Ive got the WCS for the operation set to the machine wcs, and the Tplane set to Top:left, which I think was created when I chose LEFT as the tplane in the setup tab in the morph toolpath, since "maintain spindle origin" was checked. Ive got tool axis control set to 3 axis, and "other direction" checked using the vectors X:1 Y:0 Z:0 to get the tool axis running parallel to the lathe (c) axis of rotation.
How do you guys usually go about setting up for multiaxis work in mcam millturn?
Millturn Morph outputting shifted code when not using TCP
in Industrial Forum
Posted
Thanks Jayson, I will get an email sent over to you within a day or two.