





kevinf88
-
Posts
3 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by kevinf88
-
-
2 hours ago, Chaotic5555 said:
Hey Kevin,
Just played around with what you have setup on my settings here and I think I found your issue. Try changing the 'm99' to 'M99'. Seems like its caps sensitive!
I just tried it with my program and switched my $0 to $3 to try it. Seemed to have worked just make sure your 3rd stream has a M99. Mine doesn't typically because its the Machine Configuration for my L20.
Just out of curiosity what kind of machine do you have that uses 3 Streams?? Hope this helps out though!
That worked thanks. Citizen M32s. Did you mess around with syncing the G600s? I am guessing not since L machines can pretty much run in just G600.
-
On 2/26/2021 at 1:11 PM, Chaotic5555 said:
And we've been successful!
This is exactly the case. The Swiss takes programs as .prg files or program files rather then the typical nc file most other machines use. I believe the only confusion that will occur is just like Zaffin said where it might highlight a different color. Regardless it's the first time our Swiss guy has seen color coordinated code and he loves the printouts

Here is my final product after messing with the Code Expert config. Overall I think it came out pretty good. I'll have to play around with multiple sync codes but as far as the first time we've been able to use mastercam to successfully program for the Swiss, it's looking very promising.
If anyone was curious who is looking this thread up in the future, here were my exact values that I set:
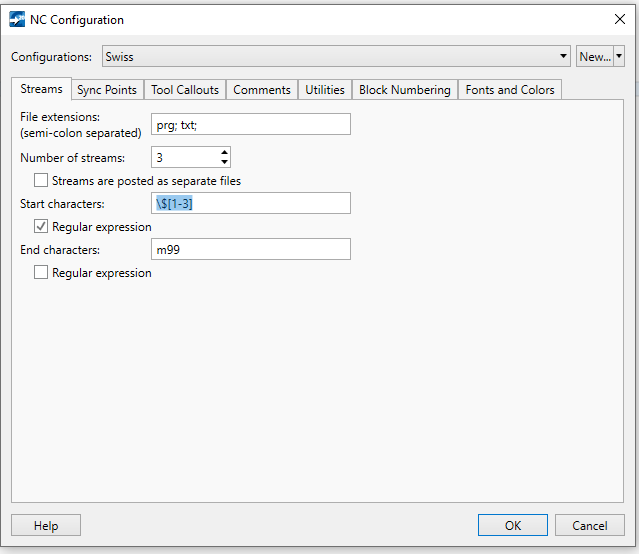
Start Characters (Regular Expressions Checked) \$[1-2]
End Characters (Regular Expressions UnChecked) M99
Sync Points (Regular Expressions Checked) !(1|2)L*
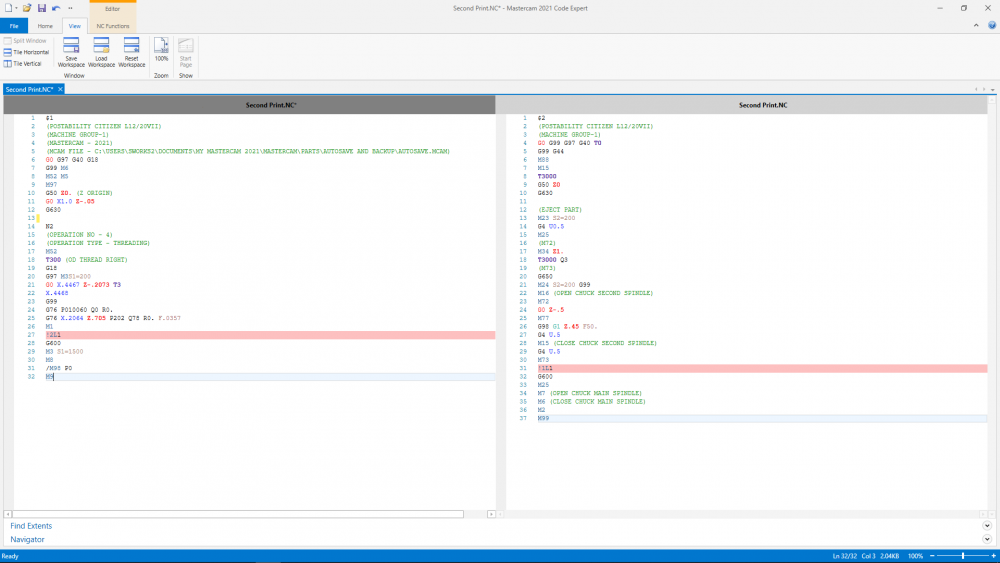
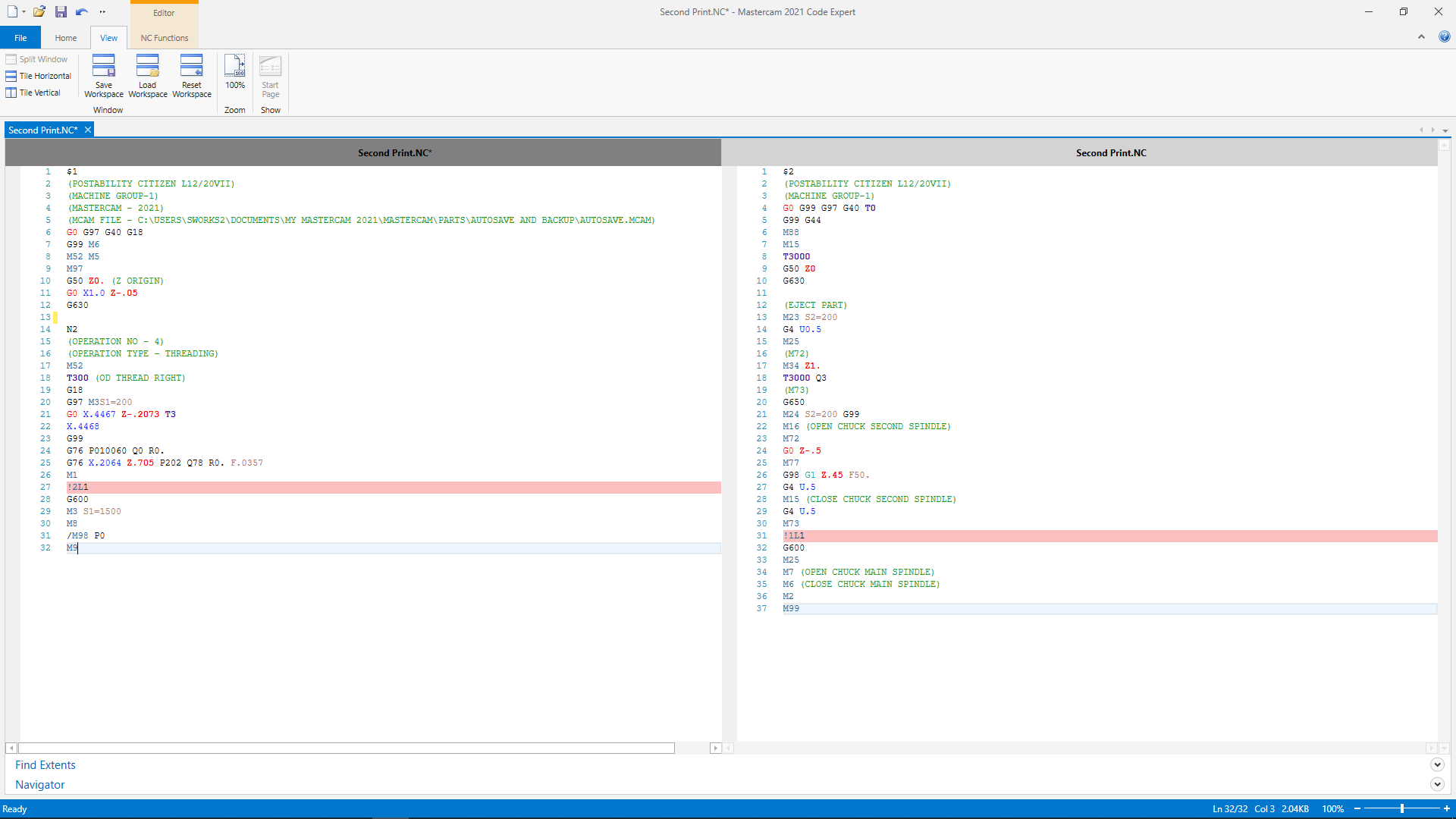
This splits the Swiss code into two parts, and leaves out the configuration print at the bottom of the swiss code. Ideally I was playing around with trying to get 3 parts out of the code, two parts for each primary spindle and then one part for the configurations at the bottom, but I couldn't get it working. I attempted using (M99|%) as the end expression but for my second line of code it would continue until the % rather then stopping at the M99, essentially leaving me with seeing the configuration at the end of the code twice. I may play around with it more some other day but for now it seems to work rather well. You can see the highlighted Red lines for where the spindles would synchronise.
Now if only I could get the post to stop trying to open the main spindle in the subspindle code....

Chaotic5555 I am trying to set this up for my swiss as well and am having no luck. I believe i duplicated your settings but it will not sync. I am using a program from an M machine with 3 channels. Any advice or anything you see in my settings?

Tool table to output operations not just tool list
in Post Processor Development Forum
Posted
I am using a generic Okuma OSP 4x post. Is there a way to have it output the operations into the tool table not just the tool list? Example, 2 tools get used twice. I would like it show in the list (in order), because I have it outputting N numbers in the tool table to show the operators the restart codes for each operation.