





jeffl
-
Posts
69 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by jeffl
-
-
Looks promising except that I can't get the 3 axis setting to stick. The simulator warns that it must be restarted but keeps going back to 5 axis after I restart... even if I try to save the defaults when 3 axis is checked.???
-
All specs the same except for smooth has Quadro K2000 and choppy is AMD V4900. I also tried on a different computer with a Quadro FX3500 and got choppy results. A computer with Quadro 4000 has smooth results. Every time, choppy equated to the considerably faster verify. I cannot figure it out.
-
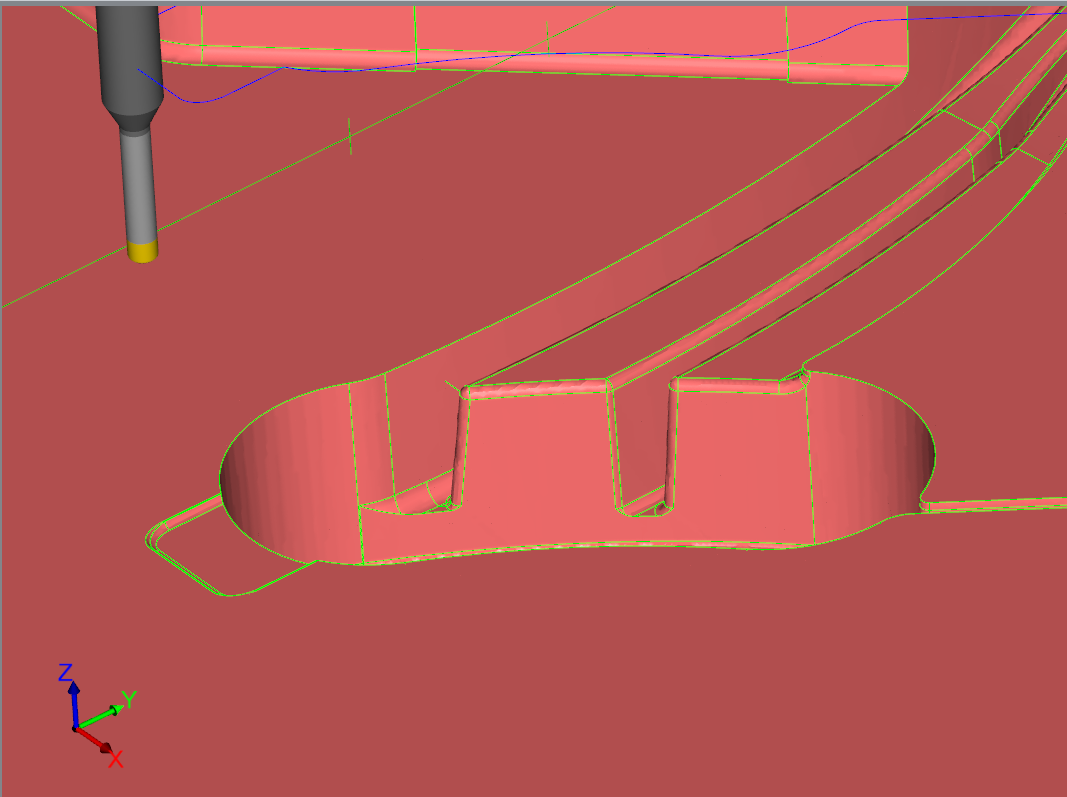
I'm trying to find a setting that will allow the verify simulator to run faster when verifying against solid model. I have 2 computers with mastercam X7 and when using the same xml file for the simulator settings I get one computer that shows the model as smooth -

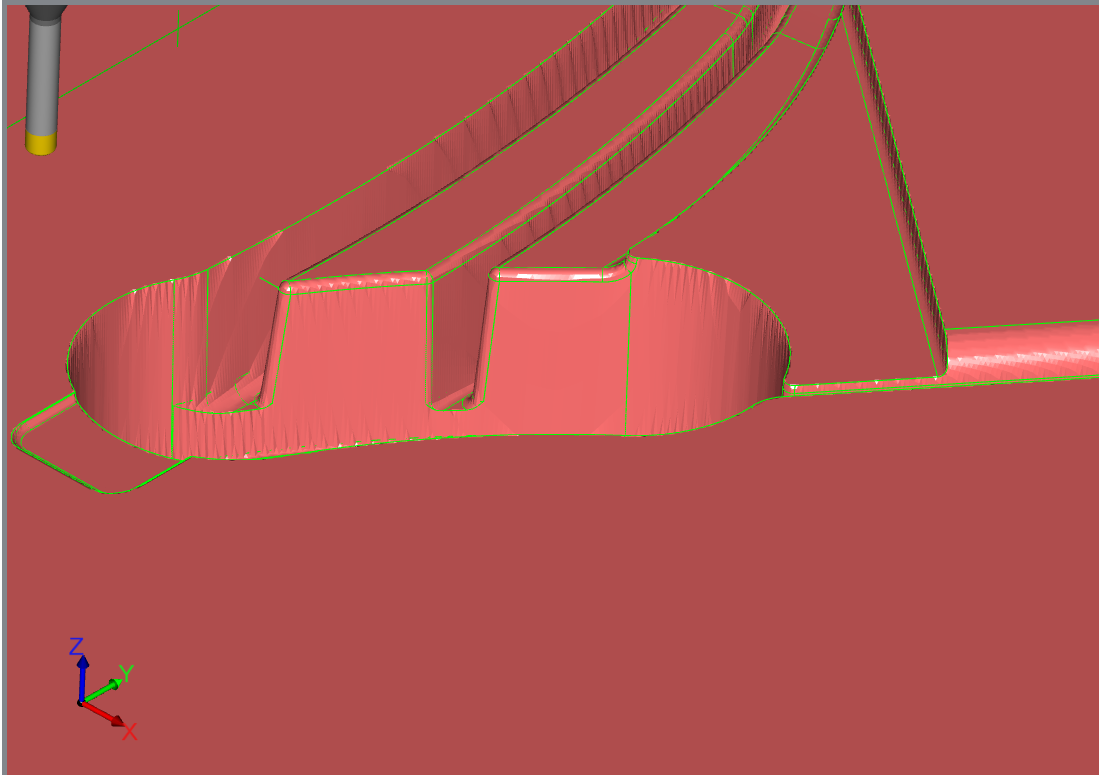
...and one as choppy -

The simulator with the choppy image runs about 10 times faster than the other and all settings that I can find are the same...
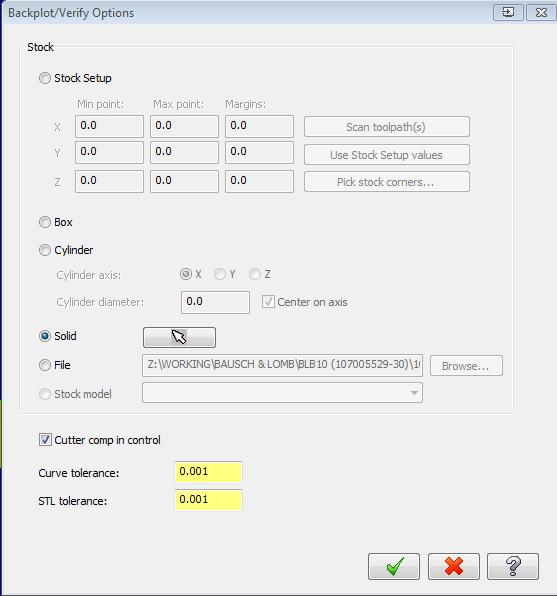
Backplot/Verify Options
curve tolerance: .001
STL tolerance: .001

...again same xml used file for both computer's simulator settings.
If I turn off the Collision checking in the smooth simulator, it goes just as fast as the choppy...

I tried using other config files with no luck.
There has to be another setting somewhere that I can't find?
-
OK, I think I have figured out where the top of stock values are coming from now. There was an old stl file that mastercam was reading for stock setup. The stl file was from an old part which explains why the top of stock number was incorrect. The only thing that still doesn't make sense is why the values would change after reloading the defaults. Maybe the default top of stock values are only used if there is no stock setup established?
-
If you put 0.0 then hit the blue floppy it will save that as default.
You would think this would be the simple solution, but as I stated, the default file is already set to 0 and if I reload the defaults(green arrow) the value changes to 0 like it should.
-
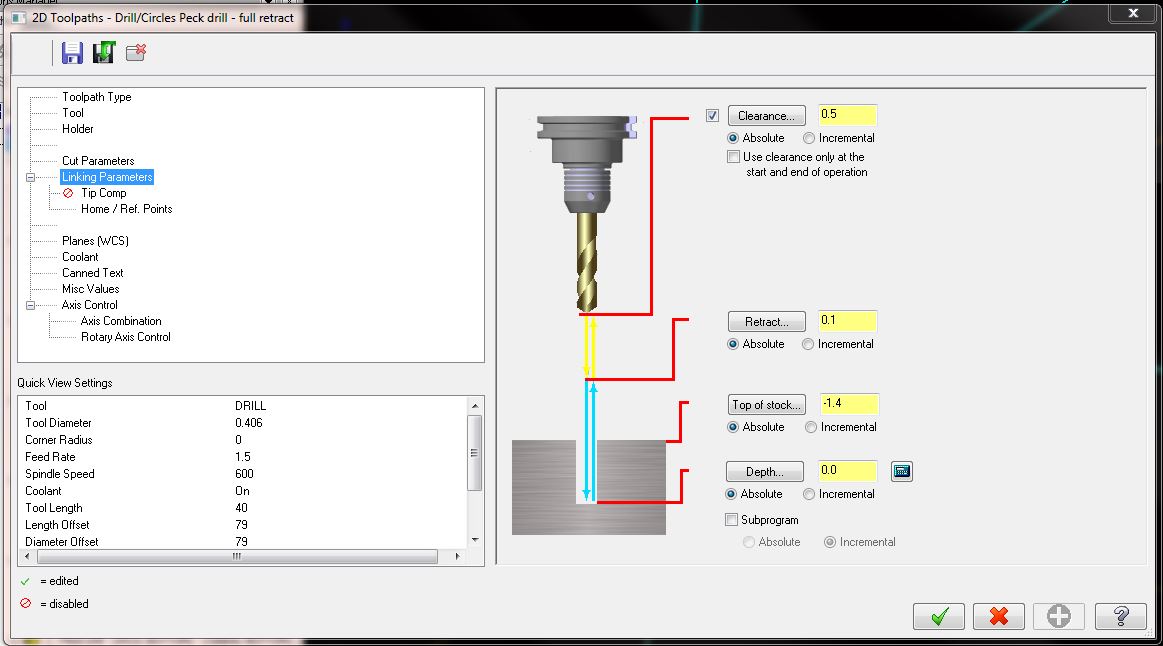
We have been having issues lately with the "Top of Stock" under Linking parameters for drill operations. The value in the defaults file is set to absolute 0, but when a new drill operation is created the value comes in as a negative number. This seems to have something to do with the WCS because the value changes depending on which WCS is set. If the TOP WCS is set, the value seems to be 0, but it changes on any other WCS. If we reload the defaults by pressing the green arrow floppy, the values reset and match the default absolute 0. I'm not sure why the defaults need to be reloaded on a new operation?... That's why we have defaults. Maybe we are missing something, but the "top of stock" needs to be "0" 99% of the time no matter which WCS we are in. Is there a way to make sure the "top of stock" always defaults to the default value no matter which WCS is selected?

-
I'm looking for suggestions on how and where to add inputs in mastercam that will output in the post processor.
For example:
I have a G131 code with F, E, D, L, & R values that can control "Super nurbs" in our machine. Is it possible to have additional input boxes to type in values that will output to the post?... Or even if there were a check box to indicate off, roughing, semi-finish or finishing for each operation?
The other option I would like to add is per tool number:
I need to output a line to the post "G111 PSR=(some input value based on tool number) PY=(toolradius)"
The input value based on toolnumber can be 0, 45, or 270 depending on the tool. I would like to be able to enter this value somewhere in Mastercam tool parameters so that it sticks with the tool.
I am planning on having our reseller do this, but I would just like to know the limitations before going to them.
-
Is there a way to update the tool parameters of a group of tools at once?
For example:
all drills in the library set to coolant on and thru coolant on.(x style coolant)
-
OK, the dealer said I need to "unbundle" the software to make a stand-alone wire seat since the wire was purchased as an add-on. They quoted me a XXXX "Mastercam Network Conversion & Unbundle fee". Is this normal?
-
We are currently running X5 Mill Level 3 with Wire and Solids Add-on software. We have one computer with a USB hasp and looking to add another computer on our network to run the Wire portion of the software. Do I need to get a new hasp for this or can I just move the USB hasp to our server and map both computers to the existing hasp over the network in the netHasp.ini?
-
I have tried using export/import operations, but then I have a seperate center drill and chamfer operation for each hole type... a lot of unnecessary tool changes. Is there a way to combine similar operations after importing?
-
We have standardized hole features in our CAD system that I would like to make standard operations for in Mastercam.
For example:
I have a part with 20 holes that need to be machined. The holes are variations of tapped, counterbored, countersunk, etc... I would like to create a list that our programmers can choose from for each hole type. The selection from the list will determine which operations with preselected tools will be needed for the respective hole type. I would like for the sizes and depths to be predefined as well. The user input would require only a centerpoint. I have played around with the FBM feature in MC, but it is not quite there yet.
Is this possible through a macro, script or chook?
-
quote:How many of you guys posting these 5 minute times reran the benchmark to get these low times? The last time we went through one of these benchmark deals, it was found that if you run it a second time it was a lot faster because everything was in the cache.I can't believe that there is such a difference in these times, with the computers being so close in spec. There is no reason for the xeons to be twice as fast with a program like Mastercam that doesn't take advantage of dual processors. They do have a little more cache on the chip, but this isn't really proving anything....
opened file, changed tolerances to .0001, and hit regen... 5min 50sec
You can watch all 4 processors work on the task manager as it regens... pretty cool.
Homemade Dual Xeon Workstation
-Intel S5000VXN Workstation MotherBoard
-2xIntel Dual-Core Xeon 5160 / 3 GHz ( 1333 MHz )LGA771 Socket L2 4MB
-4G DDR II 667MHz Intel Validated RAM
-2xSeagate 36G Serial Attached SCSI Drives
-Nvidia Qaudro FX3500
-XP Pro 64 Bit
-
Regened 2 sessions simultaneously at .0001 tolerance on all ops:
5 min 45 sec ... both finished within seconds of each other.
dual xeons & dual monitors... dual is good.
-
5 min 50 sec
dual xeons
-
Not sure if you can do this in X2, but it would be nice to be able to program multiple operations while others are regenerating.
-
I've heard that the serial HASP does not time out like the USB version. You could try starting up MC and then switch to other computer to work on it, but it's probably violating the license agreement.
-
Here is revised quote:
-2 x Dual-Core Intel® Xeon® 5160 3.00GHz 1333FSB 4MB L2 Cache EM64T
-4096MB DDR2 667MHz FB-DIMM ECC Dual Rank Interleave heatspreader
- nVidia® Quadro FX 3500 256MB DDR3 PCIe 2x DVI Dual Link SLI Capable
- 19" VX922 Viewsonic® OptiSync® Ultra-fast 2ms. LCD 1280x1024NR
- 19" VX922 Viewsonic® OptiSync® Ultra-fast 2ms. LCD 1280x1024NR
- 73GB 10000U3SCSI-320+MB29320 Adptec
- Optional 73GB 10000RPM USCSI-320
- RAIDMode O Performance RAID (IDE or SCSI RAID Ctrl. Requires 2x identical HD) $39.00
- DVD+RW/+R-R (writes to CD-RW) 4.7GB w/SW-Media $59.00
On board Intel® 82540 10/100/1Gbit Ethernet $0.00
- Genuine Microsoft® Windows® XP Professional-64
- SuperMicro® intel® 5000X C.S. X7DAL-E 2xPCIe 2xPCI-X 2xPCI 2x 1GB Ethernet up to 12GB DDR2 667Hz FB-DIMM 6xSATA2-RAID 0/1/5/10-AC97
- Xi® MTower™ Alum.2x12cm Quiet Fans-2x Front USB+1394- MatrixVX™ VD3000BWA Tt™ 460W UL PS-4x 5 1/4" 6x 3 1/2"
Any other suggestions?
-
I've heard only good things about the dual core xeon's, so I went with 2 of them. My comp builder recommended 2 drives with my 2 xeons. Is this so each cpu will run each drive independently? Will this work with MasterCAM or will I need to install MC on both drives? I think the Hasp reads off of the serial or usb port.
Will the graphics card only offer better display properties, or will it enhance performance.
What about the FX3500?
-
Intel S5000XVNS Dual Xeon Workstation
[*]Intel S5000VXN Workstation MotherBoard
[*]2x Intel Dual-Core Xeon 5160 / 3 GHz ( 1333MHz ) - LGA771 Socket - L2 4MB
[*]4G DDR II 667MHz Intel Validated RAM
[*]2x Seagate 36G Serial Attached SCSI Drives
[*]CD-RW/DVD ROM Drive
[*]Nvidia Qaudro FX 1500
[*]XP Pro 64 Bit
Any suggestions?
-
Just set X up for 5 temp folders...
I have 5 config files labled temp1, temp2, ... Under each configuration set the temporary folder file location to the respective temp folder. For example, Temp1.config will be set to c:/temp1. Now I have 5 icons on my desktop to open with the appropriate config file: c:/mcamx/mastercam.exe temp1.config
Multisession without dirty ops!
-
quote:In V9 I used to make a seperate config files,one using C:temp1 the other using C:|temp2One session of V9 would use the Temp1 folder, the other Temp2. It took a lillte work to set it up.seperate config files and desktop icons etc, but it worked. I never had trouble running 2 sessions of V9.I haven't tried this in MR2, but I suspect a similar sceme would make a good workaround till X2 comes out.
Has anyone tried this workaround in X?... When I was at IMTS, they said that X2 would not be out until end of year.
-
I found the corner smoothing option in the standard scallop, but not the High Speed TP. Why wouldn't this option be available in the HS? Is there some other parameter setting that took it's place?
-
Where are the parameters for corner smoothing on a finsih scallop toolpath? I have looked through all toolpath settings and no corner smoothing, yet the MC help displays a corner smoothing and max rounding parameter on the finish scallop.
X7 Verify settings - Solid model
in Industrial Forum
Posted
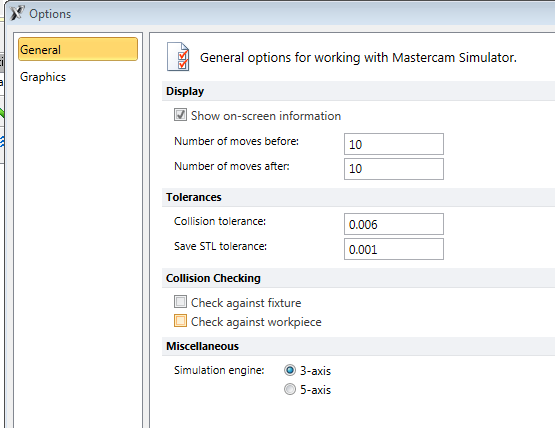
The 3 axis vs 5 axis engine was what was causing the graphics difference, but the slowdown was something else...
After doing more research I found that it came down to the tool. It makes a big difference depending on which tool I used. The tool that was causing a slowdown was created in the tool manager. It was a .125 bull end mill with a .25 shank. If i used a.125 bull end mill tool with a .125 shank all is good. I changed the parameters of my slow tool to .125 shank and got the faster verify. Why would the different shank size cause that much slow down? Anyone else find this?