





rickcact1
-
Posts
65 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by rickcact1
-
-
This is one of the reasons I'm not a big of of the new backplot and still use the old, it's fast...
I was just curious
.gif)
There is a way to use the old style backplot? How do you do that? Sorry for hijacking this post
-
Its about time I was able to help someone. Its usually the other way around!!.
Rick
-
 2
2
-
-
I had the same problem. I think I fixed it.....
configuration
start/exit
under workspace, call up your custom toolbar that you just created.
I hope this helps.
Rick
-
1
-
-
I shut off rest material and it worked. Not sure why it would matter, but t worked.
-
I have had my Noga for close to 15 years. It has worked out perfectly for the whole time. I will never buy any other brand mag base.
-
Why are those toolpaths buried so deep that it would be almost impossible to find? How many more things are hidden? Maybe a CNC software tech will reply and offer an explanation.
-
1
-
-
Is there a quick way to change the operation default tolerance setting on all the operations from the default of .001 to .0001? I tried the edit common parameters are but there is no tolerance setting in there. Do I have to go into each operation default and change it one by one?
Thanks,
Rick
-
I ran into this before. I think you just have to regenerate the toolpaths you changed the tool numbers in.
-
Our IT guy cant be bothered to install the latest MU, never mind a SP
-
Ok I got it I think......In the operations menu, hit properties-----files-----operations library----- hit the "!" then you can do as I explained before.
Let me know if that works.
Rick
-
Control definitions------operation defaults------right mouse click over the operations window------edit selected operations------edit common parameters---- upper right corner is rapid retract. Just make sure all the operations have a green check mark and it will change all of them.
Hope this helps you.
Rick
-
We use Predator here. We don't do too much DNC but we have done 3 at a time from 1 computer before.
-
I just reread what you wrote Oscar. It still says 1/2 but I change the diameter and radius to suit my needs. I know its a lazy way to do it.
-
Oh Im sorry, I was planning on doing this with a 8mm bullnose with a .5 mm corner rad. My mistake on the tool. Oscar please regen it with the bullnose and see if it does theis to you.
Thanks,
Rick
-
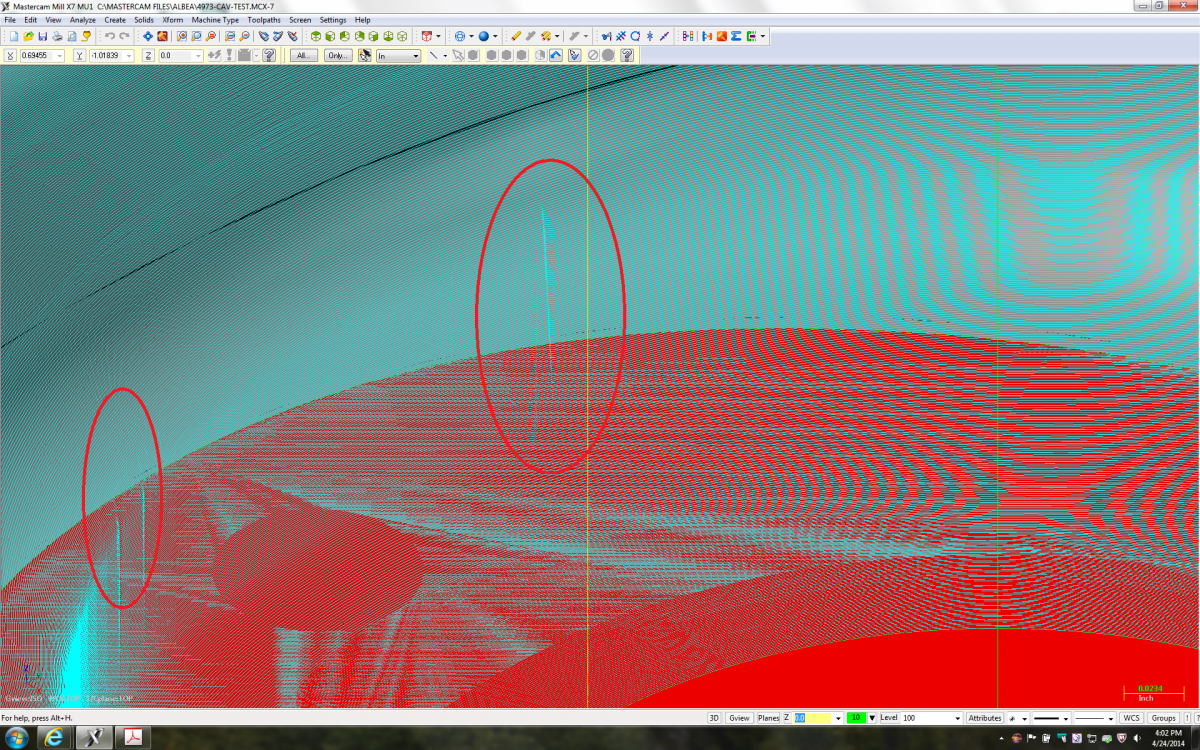
Ok I changed things and am getting this now. See the gouges. It is in more than those 2 places I circled.
Any suggestions?
Rick
-
Go into your Arc/Filter Tolerance settings and change your Cut Tolerance to allow for Line/Arc Filtering Settings and then move your slider to 95% and then activate your XY(G17), XZ(G18), YZ(G19). Set your Min Arc and your Max and then go from there.
HTH
Thank you. I am trying your suggestions as I type. I will let you know the outcome.
Wholly process time batman !!!! Its been 15 minutes and still going.
-
I am cutting product in a cavity, which blends to shutoff. Surface finish blend is the obvious choice( in my eyes at least). Spiraling from center up the product. Shutoff is red, product is grey and the flare off the part is green. It looks great on the screen, but slows the machine (Mikron hsm400U LP) down, and when it slows the machine down, I get a choppy finish, which is not acceptable. It starts out cutting fast, but the closer it gets to the product the slower it gets.Here is what I changed:
tolerance-Nope
Step over-Nope
Added cycle 32 (heidenhain control) with a large tolerance-Nope
Then I thought it may be the model-Nope
I have attached the file ( hopfully). I had to change the tolerance and the step over to .01 to attach the file. My original settings are- tolerance- .0003 step over-.0015
Any help would be great.
Thanks,
Rick
*****EDIT**** I guess it wont let me attach the file. I will try downloading it.
Ok I got it to attach the file. Any help would be great.
Thanks,
Rick
-
I am cutting product in a cavity, which blends to shutoff. Surface finish blend is the obvious choice( in my eyes at least). Spiraling from center up the product. Shutoff is red, product is grey and the flare off the part is green. It looks great on the screen, but slows the machine (Mikron hsm400U LP) down, and when it slows the machine down, I get a choppy finish, which is not acceptable. It starts out cutting fast, but the closer it gets to the product the slower it gets.Here is what I changed:
tolerance-Nope
Step over-Nope
Added cycle 32 (heidenhain control) with a large tolerance-Nope
Then I thought it may be the model-Nope
I have attached the file ( hopfully). I had to change the tolerance and the step over to .01 to attach the file. My original settings are- tolerance- .0003 step over-.0015
Any help would be great.
Thanks,
Rick
*****EDIT**** I guess it wont let me attach the file. I will try downloading it.
-
Thank you for the response. It helps if I have a tool defined as a lollipop cutter and not a bullnose. DUH!!!!
Rick
-
Which toolpath do I use to cut a undercut cone. The cone shape is 1/4 degree bigger at the bottom of the cone. I will be using a lollipop style cutter.
Thanks,
Rick
-
We have blum lasers on our Mikrons. When I have jobs that really need to blend well with a series of tools I touch them all off @ 3000 rpm & I look at the radial value and make sure I am seeing what I want to see. Then I run a program that calls each tool number up at the speed it will run and dwells for varying amounts of time. For instance my rougher may only dwell for two - four minutes, my semi finisher six minutes, finishing tools for 6 minutes. My experience on a 3 axis VCP600 is that 6 minutes dwell at speed will result in all the tools being "synched up" nicely when they run. I am running spindle speeds in this example at 25,000 ~ 42,000 with an HSK40e using Schaublin D20 collet holders or Schunk tribos holders. I have had similar results on our 5 axis machine, but I will also calibrated the laser with a standard prior to all these steps if I am really chasing perfection. Hiedenhain has a function that allows you to use the handwheel to adjust for good blends as the program is executing. I have never used it but it sounds like its made for just this type of situation, maybe Makino has something similar. I definitely think the air spindle is and additional variable you will have to work out, but if its got repeatability as far as thermal growth goes once its up to speed you should be able to factor it in as well. Running tools in the machine at speed with real world thermal growth & run out conditions would seem to be better than a pre setter IMHO.
I do the same thing. M300 and M302. M300 is a set time warmup and M302 warms up til the spindle sensors do not sense any heat change for a certain length of time. Then you laser the tool length. Works slick
-
1
-
-
Great job!! How did you run the machine with the door open? Our HSM400U has 2 door locks.
-
Leaving all your parameters the same, in the file in OP, except for unchecking the flowline gouge and changing the tolerance I don't end up with the cutter going that deep.
-
Set tolerance to .0001.
radius tool in verify poor results
in Industrial Forum
Posted
Are there any disadvantages to leaving it in 5 axis all the time?