





blue hootie
-
Posts
22 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by blue hootie
-
-
RUNNING X5
-
anyone know how to turn on toolbars in cimco editor? missing them all.
-
drill at 353.5 degrees,
-
you can program and post one side, rotate the geometry so now it's "dirty", regenerate, post to a different file name and splice the programs together in your editor.
your conventional and/or climb milling tool paths will not be affected.
-
 1
1
-
-
I need to convert a DWG file to an IDW file using X6. anyone know? thanks.
-
Using X6 lathe with a modified generic post proccesor.
I am getting redundant coordinates on my posted programs.
For example, on a peck drilling cycle, machine rapids to X0.0
like it should but then every line with a
Z feed also outputs a not needed X0.
N1 ( NO.18 DRILL )
G00 X1.5Z4.0
G97 S1577 M13
T9090
X0.Z.5
Z0.
G98 G01 X0. Z-.02 F4.04
G00 Z0.
Z-.017
G01 X0. Z-.05
G00 Z0.
Z-.047
G01 X0. Z-.08
G00 Z0.
Z-.077
G01 X0. Z-.11
G00 Z0.
Z-.107
G01 X0. Z-.14
G00 Z0.
Z-.137
G00 Z.4
This can chew up a lot of memory on my control and can be an issue on longer programs.
Same thing happens with turning tool paths. Any ideas?
Quote
MultiQuote
Edit
-
Using X6 lathe with a modified generic post proccesor.
I am getting redundant coordinates on my posted programs.
For example, on a peck drilling cycle, machine rapids to X0.0
like it should but then every line with a
Z feed also outputs a not needed X0.
N1 ( NO.18 DRILL )
G00 X1.5Z4.0
G97 S1577 M13
T9090
X0.Z.5
Z0.
G98 G01 X0. Z-.02 F4.04
G00 Z0.
Z-.017
G01 X0. Z-.05
G00 Z0.
Z-.047
G01 X0. Z-.08
G00 Z0.
Z-.077
G01 X0. Z-.11
G00 Z0.
Z-.107
G01 X0. Z-.14
G00 Z0.
Z-.137
G00 Z.4
This can chew up a lot of memory on my control and can be an issue on longer programs.
Same thing happens with turning tool paths. Any ideas?
-
planes are correct. +D+Z
it's happening with or without stock recognition.
-
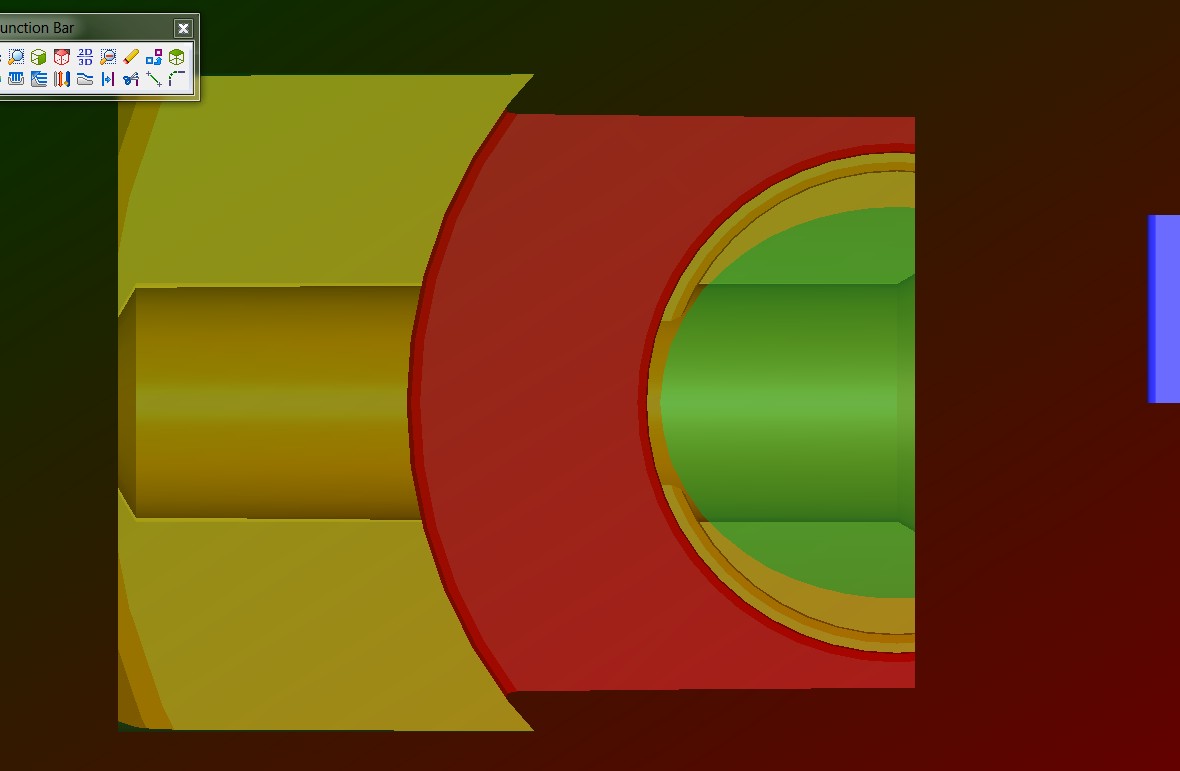
Having a problem in Verify mode. Using X6 lathe. The drilling tool graphics are fine.
It displays the drills entering the part from the right side of the screen.
When it reaches a turning tool, such as an O.D. cut, the graphics rotate 90 degrees
so I'm looking at the face of the part and the tool is displayed cutting from the right
side of the screen when that tool should be cutting from the top of the screen.
Also, when all the tool paths are finished, you should be able to
rotate and zoom in and out on the part. I'm getting a warning message that says
"changing graphics view is not allowed at this time". fubar. anybody have any ideas?



-
Using X6 level one lathe. In verify mode the drill graphics are fine e.g. the drill enters the face of the part form the right side of the screen. Happy Happy.
as soon as it reaches a turning opp. the part graphics spin 90 deg. so you are looking at the face and the O.D. tools are cutting from the right side instead of the top of the screen.
HELP!


-
 when running a c-axis program whith live face tooling, (cutting a hex), it runs fine while the C value is desending.
when running a c-axis program whith live face tooling, (cutting a hex), it runs fine while the C value is desending.example.
X2.3205 C7.704
X2.3254 C5.858
X2.327 C4.012
C0.
X2.3271 C355.988
X2.3255 C354.142
X2.3206 C352.296
as soon as it reads the larger (X2.3271 C355.988)
C value the stock splindle reverses direction
to get to that coordinate. this is a Fanuc 21
contol and I heard there was a code to keep the
spinle moving in one direction. Any body have a clue?
-
when communicating a program from a machine
back to mastercam X, i get two blank lines
beetween every program line.
anyone know of a switch or a setting????
thanks
rick
-
any one know how to click
on a dimension and drag it to a new
location like we did i v.9?
thanks
-
how do you browse geometry files in X?
thanx
rick.
-
upon merging geometry from another file,
the merged geometry turns red after any
additional function is performed.
the geometry analyzes as the original color
number and level but you can't change the displayed color red.
does anyone have this happen?
using X2
need help while i still have some hair left.....
thanx.
-

any mcx geometry I merge onto the screen
turns the color red and stays red even though the sreen is cleared and repainted. it analyzes as
the original color and level.
WHAAAT!
-
is everybody having problems backplotting
in version X2? I've messed around with all
the switches i can find. it's slow, jumpy,
seems like it can't keep up itselfe.
aslo, once you open the window you can't zoom in and out like you can in 9, a very nice feature for looking at
certain portions of part while plotting.vesion 9 works 50 times better.
is this a step backwards for anybody? everybody?
-
thanx ocean
-
just getting my feet wet in x2.
where is create line tangent to an arc?
thanx.
-
thanks john
-
with mc9 you could create a retangle or a
polygon and delete the inside or outside geometry.
can't find any info on it for mx2.
anyone know?
thanks.




cimco editor
in Industrial Forum
Posted
Thanks Craig. I appreciate. The problem is though that nothing is there including the editor!