usernameinvalid
-
Posts
5 -
Joined
-
Last visited
usernameinvalid's Achievements
")





-
Thanks Colin! I actually did stumble on the goldmine of youtube videos you have posted there, and let me just say thank you for putting that info out there. I haven't made it through all the content yet, but the videos I watched so far were super helpful. I will also try to start assigning my work offsets by plane. I haven't tried that before, but I like that it might make things a little more foolproof.
-
I'd be happy to share a z2g file, but no one asked. I'll be sure to include one in the future, so thanks for pointing that out. I'm new to these forums and just as new to editing post processors so I'm still learning the ropes. I think I can consider this particular issue resolved, and with the guidance of some other threads, I was able to get a work offset to post with every operation. Thanks again to everyone!
-
Update: We just had our computers upgraded and Mastercam reinstalled, and now I cannot get the incorrect/missing work offset problem to reoccur. I guess this is a win, though I still haven't figured out why the problem was initially occurring. And yes, I know our reseller should be the point of contact for this type of issue. They are non-responsive on this issue, and have been for over a year. I reached out to Mastercam directly and they will only respond with: "XXX is your reseller, contact them for support" - so no help there. My employer is happy to keep paying yearly subscription fees even though we only update our Mastercam version once every 5 years, and we haven't been in contact with the reseller in any capacity for over 2 years. Thank you everyone for the help! As you can tell, I'm very much on my own here.
-
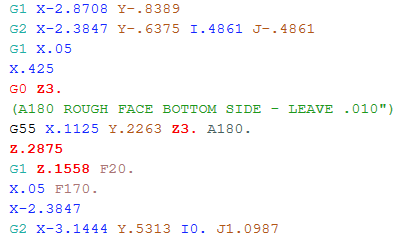
UPDATE: After fooling around with the post processor for hours, I went back into the Mastercam file(I'm using Mcam2021, btw), and deleted and re-created the operation that was supposed to have the G55 offset. I took screenshots of the old operation to make sure I created the new one exactly the same. Now when I post the code, it DOES put the G55 where it needs to be: Does anyone have any ideas on why deleting and re-creating the operation produced a different result? As a shop, we are trying to get to a place where we don't have to go through the g code with a fine tooth comb every time we post a program, but this makes me lose confidence in being able to get there. I am still interested in posting a safety block (with the proper work offset) before every toolchange, and posting the work offset(regardless of whether it has changed) at every null toolchange. If anyone can offer guidance in that direction, it would be greatly appreciated!
-
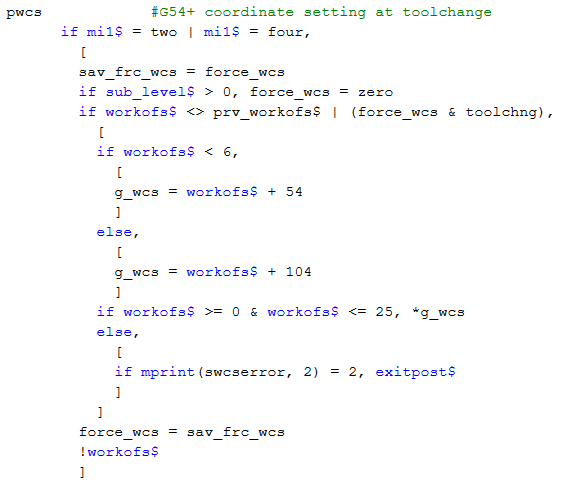
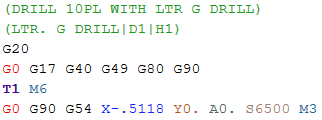
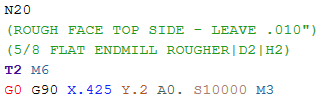
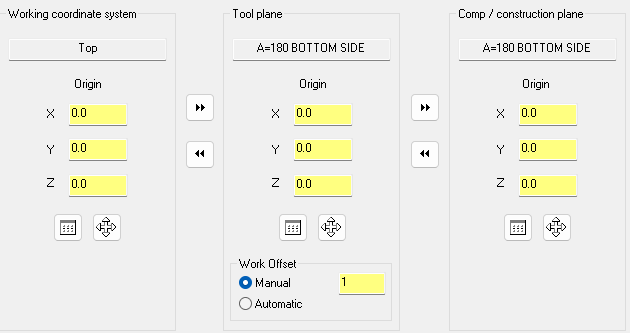
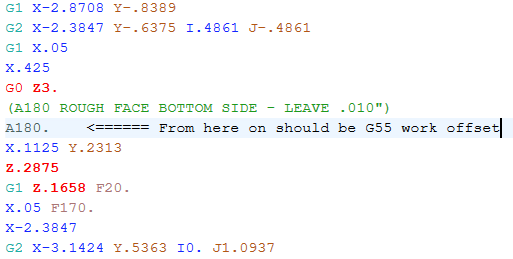
Hi all, I recently posted a program that uses multiple work offsets (G54, G55, and G56) which occur at both toolchanges and null toolchanges. I noticed (fortunately) that on some operations the work offset would not post, even though the previous work offset was different. I have tried everything I can think of to fix this, and have done extensive reading on this forum and elsewhere, to no avail. Am I missing something obvious? Desired solutions: -->I would prefer to edit the post so that the work offset is posted with EVERY toolchange, along with a safety block(G17, G40, G49, G80, G90). -->I would also like to make sure the work offset is inserted at every null toolchange where the offset differs from the previous one(or perhaps just at ALL null toolchanges, to stay on the safe side). Can anyone offer some insight on how I might accomplish this? -Post settings- Current post processor: force wcs: pwcs block: -How the code is posting- OP1 looks good: OP2 (I would prefer that it post G54 even though it hasn't changed) Here's where things get screwy. Still on T2, but this is a new operation without the "force tool change" box selected. I am positioning the rotary axis at A180, and have selected the corresponding planes in Mastercam. I have also selected G55 in Mastercam, but it does not post this to the g-code.