





JohnW@Kauffman
-
Posts
140 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by JohnW@Kauffman
-
-
57 minutes ago, 5th Axis CGI said:
Sad. I showed one company how they were losing $250K a year having slow computers for the 5 programmers. That was just lost profit in programming; that was not even including down time waiting for programs because they didn't have what they needed. They bought one system and when the one programmer starting out producing the other 5 they quickly got 4 more.

The system I have is 5 years old, an i7 w/12 GB RAM. I had spec'd a much more robust system, but was told to trim it back, so I did. Keep in mind, we don't do the complex parts that some of you guys do. We're a vacuum forming shop, so my work is a lot of fairly simple wireframe trim/drill, but some surface models cutting molds in REN Shape. Some of the mold files get a little interesting.
This year, we've had a lot of new parts from our largest customer. The files they sent were huge for us, and took (on average) 45 minutes to open. Even after I deleted elements I didn't need to build our parts, and saved the smaller files, they still took 15 - 20 minutes to open. Some of the toolpaths took a lot of time to process.
Wish I had kept track of how much time I spent waiting for files to load, and toolpaths to process. Wouldn't be surprised if I lost a week, just waiting.
-
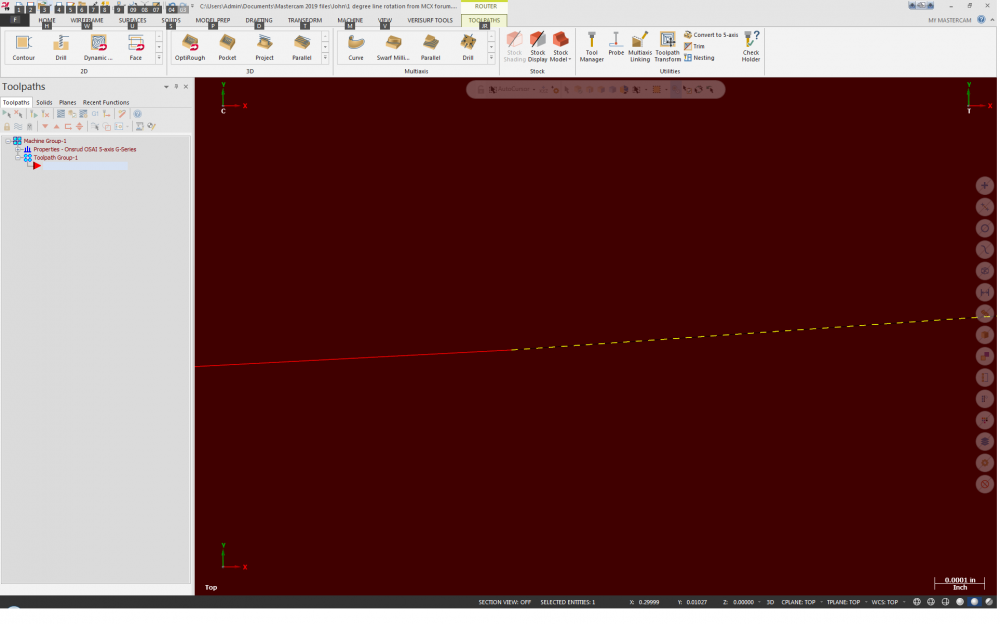
Here's an up close look at the line segments. One is selected so you can see the end of it.
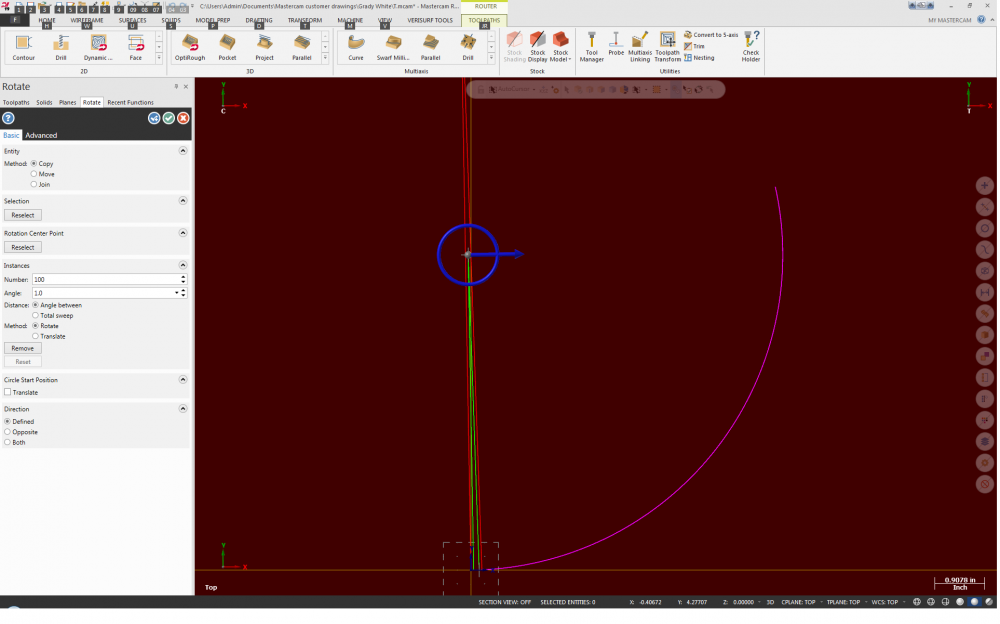
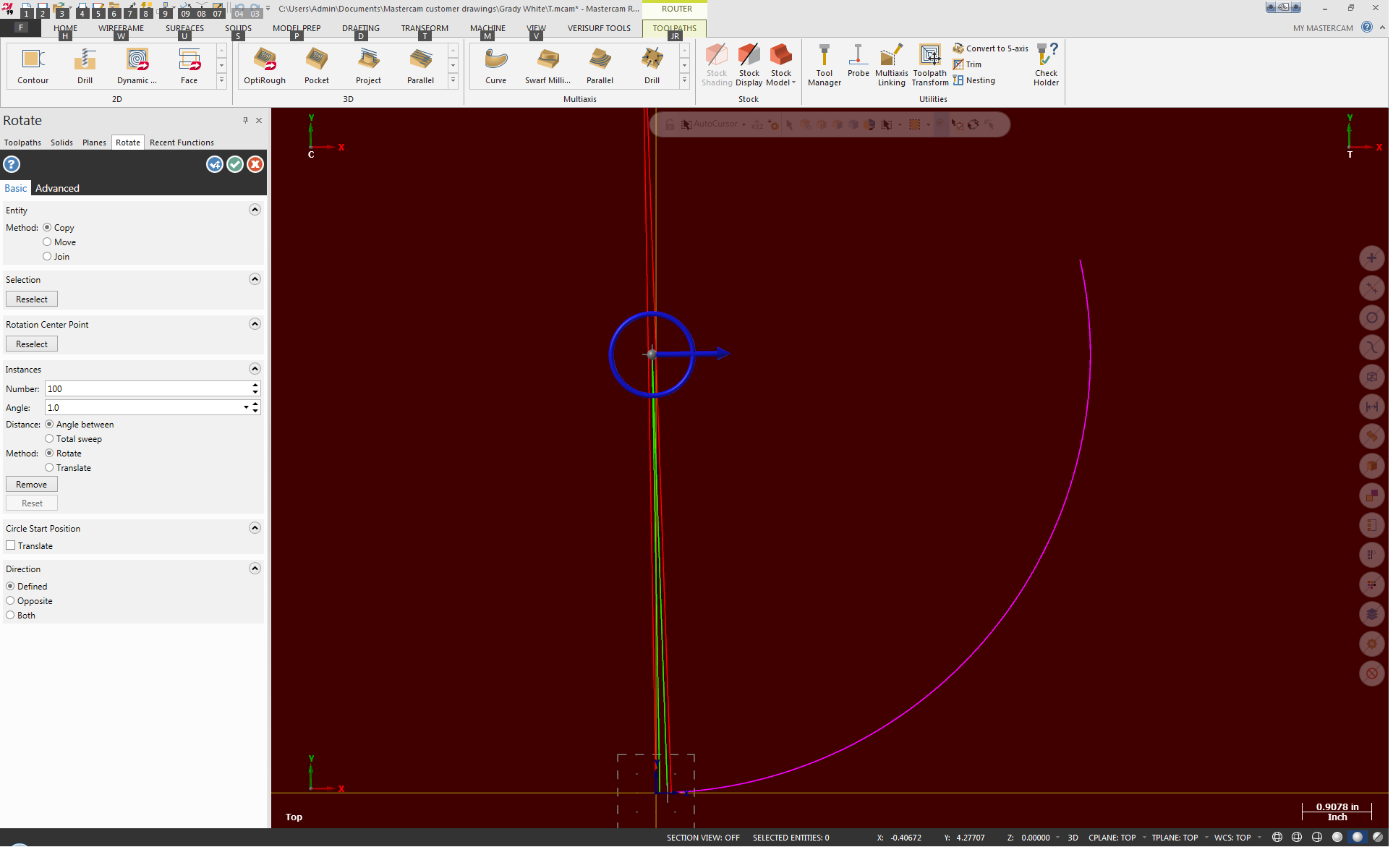
Try this: draw a .1 line vertical (90 degree). Then draw a second line at 0 degrees from the center of the .1 line, length 5.7294. Now, try rotating the .1 line, 1 degree, using the end of the 5.7294 line as the center of rotation.
-
 1
1
-
-
1 hour ago, LucasGC said:
Almost, I tried it and if you zoom in the lines aren't connected
On mine, the individual line segments are connected, and will chain. How did you draw it?
-
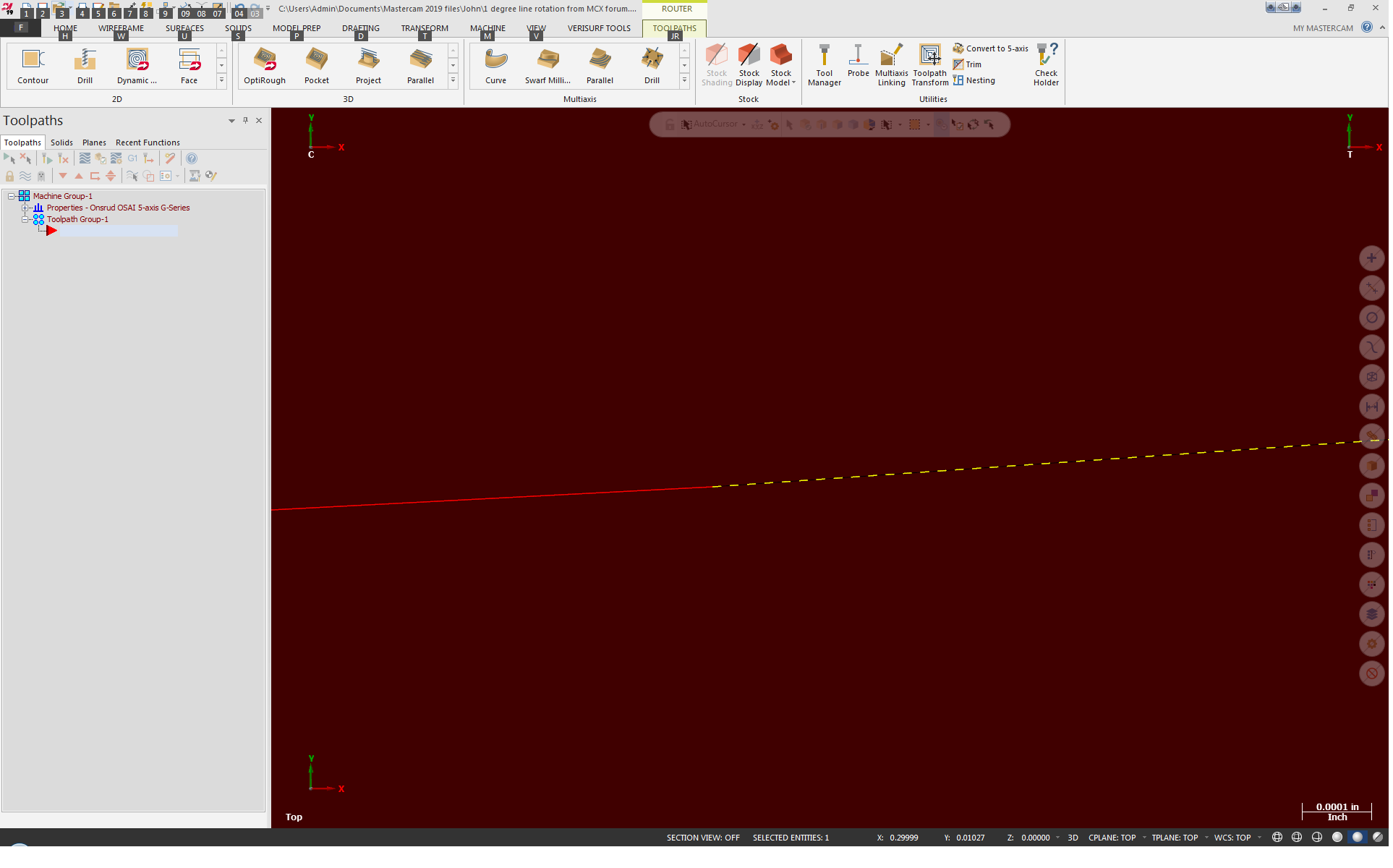
Is this what you wanted? Can't see it in the screen shot, but each line segment is .1"
-
1
-
-
One significant difference you'll see in morph is the collision control, If you've not dealt with that before, it may take you a bit to understand all you can do with it.
-
If you've gotten the hang of 5 ax curve, you'll see some familiar data fields and functions. Sometimes I have to play around with tool axis control to get the results I want. Morph will require some wireframe, or surface curves or solid edges to pick "from" and "to" geometry, along with the surface or solid face you want to cut. I don't do a lot of surface machining, most of my work is trim/drill, but when we cut a mold, I get into the multi axis surface paths on some of them.
-
 1
1
-
1
-
-
My go-to paths for the type of cavity work you're talking about are morph and flow. Both give a number of options for controlling the tool.
-
10 minutes ago, gcode said:
I changed Tool Axis Control to "Angle from Spindle, main direction"
Tilt Angle = 0 and Z axis
In Collision Control I used Tilt Tool (Automatic)
The results look pretty good in my Okuma MU H1000 machine sim
This works on my Onsrud 5 axis router as well, except that I had to change the Tilt Angle to 7.
-
It looks like the tool is trying to go through the block to the other side. I would break that up into 4 ops, 1 per face.
-
1
-
-
My desk is sit only, but I did get the boss to purchase a good chair which helps a lot. Since I still work in the plant some, I'm usually not sitting all day. When occasional programming demands keep me desk bound all day, I really have to remind myself to get up and move around periodically.
-
47 minutes ago, Tim Johnson said:
How do you guys use reference points? I use them all the time but I create point geometry and click on the point I'm referencing to. If I move the point for whatever reason the reference box will show the new position.
I use reference points primarily for Z control on retract and approach moves. If I need to control A and C axes also, I create a small circle, rotate it to the desired angle, create a plane using the rotated circle, then create a point toolpath using that new plane.
-
Most of my work is trimming vacuum formed parts, so my go-to path is 5 ax curve. I use a lot of morph when machining a mold, especially with some of the shapes of our parts.
-
Trim the larger surface to the outer curve (I used "split model" to keep all surfaces). Then, make sure the only surfaces selected are between the two curves.
-
1
-
-
I saw it during the 2017 public beta. Kept happening on a specific tool, so I went into the tool manager and rebuilt the tool. Haven't seen it since.
-
I suggest that you give Onsrud a look.
-
2
-
-
You'll need to change the surface normal. This is not in the 5 ax curve dialog. Look under "edit" (I think, not at work so I can't confirm), you'll see a couple of options at the bottom of the drop down menu to work with the surface normals. Select the surface, and an arrow will show the direction of the normal. Change the normal direction, and your 5 ax curve path will run on the correct side of the surface.
-
Have you tried 5 ax curve using the surface you mentioned as your axis control? You may have to check your surface normals.
-
Sorry, we don't have or use the probe on our machine.
A few of Onsruds more experienced tech support guys have moved on to other jobs in the last year. There are only a couple of the techs with a lot of experience still there. Have you talked to Rich Guerin? He's been around awhile and if anyone at Onsrud can help you, it'll be Rich.
-
We've had ours for 6 years...
What would you like to know?
-
C.R. Onsrud machines are worth a look...
Their fixed bridge machines are the strongest in their line.
-
What are the physical axis limits of your machine? On my 5 ax with C as the primary and A as the secondary, the post had a "C" limit of -120, +300. Problem was, the machine physical limit was -120, +295. If the program forced the machine to any point beyond 295, things got very interesting in a hurry
-
I can't compare the Osai control to others; it's the only one I've used extensively, although I did briefly work with a Haas control when taking some classes at the local CC. As you probably already know, the Osai control is a touch screen system.
I haven't used their support a lot, but it is good during normal business hours. After normal business hours, they have a monitored answering system; you leave a message and the on-call tech calls you back. We're a one shift operation, so I've never tried the after hours tech support.
If the machine is connected to the internet. Onsrud tech support can log onto the machine and troubleshoot if you have issues.
Onsrud provided the post when we bought the machine in 2006.
-
We've been running an Onsrud 5 axis machine for 4 years. It's been a good machine.
We looked at several other manufacturers before buying the Onsrud, and felt that Onsrud gave us more bang for our bucks.
-
Most of my stuff is production trimming or drilling plastic parts. Agree with the control that the adv. 5 axis paths gives on the linking page, and I've used 5 ax curve for transitional moves as well. When I use 5 ax curve, I'll use offset contour to set up the curve I want the tool to follow from the part geometry, then set a high feed rate for the transition. I proof run all the parts before the operator ever sees them in production.
It is fun to watch the operator tighten up a bit when he sees the tool moving that close to the part for the first time.
Videocards...
in Industrial Forum
Posted
My system was built in 2014. We don't do large or complex models typically, but I still spec'd a Quadro K4000, because a number of people here said a Quadro was the best way to go. Boss told me I had to cut some of the cost out, so I dropped back to a K2000.
I will add this: MEMORY!! When I was told to cut the cost of this system 6 years ago...one of the areas I trimmed was in RAM. HUGE mistake! Dropping from the Quadro 4000 to the 2000 worked out OK for our situation, but cutting the memory has bitten us badly!