





Goldorak
-
Posts
1,291 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Goldorak
-
-
Why just .3 deep?
i'd go full dept, 12% stepover .05 step up
first of all, try to get a variable pitch endmill, they are way much stable, and perform better than a regular 4 flutes, yes they cost more but the payback will be in time and problems savings
you can start
around 1500-2000 RPM
AS much coolant as possible
feed + or - 80ipm
All theese are for a good rigid machine and setup
-
basically the same thing from a different foundry
-
2 hours ago, Bill Craven said:
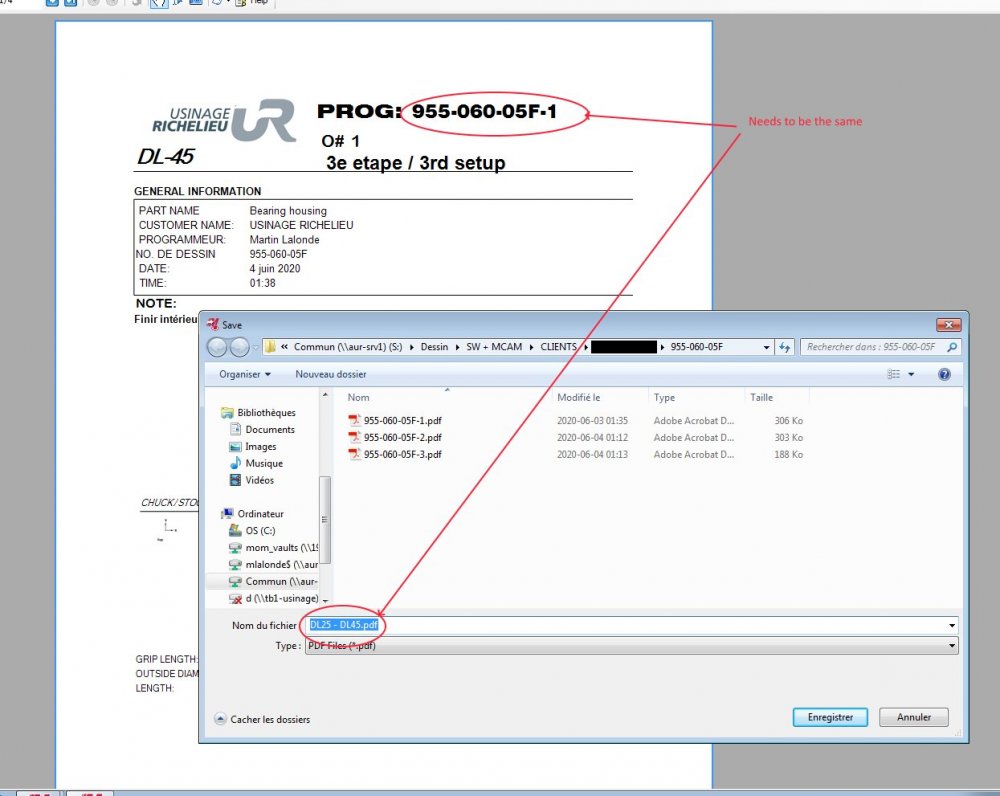
I believe what Monsieur Goldorak is asking is: After the Active report has been generated and you want to save the report as a PDF, the default name offered is the machine name.
He wants to save the report with the Toolpath Group Name
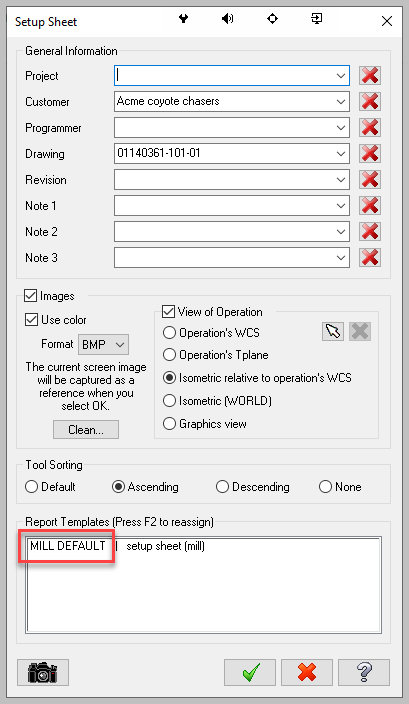

Exact
i want to avoid typing the setup sheet name each time
-
I'm glad that I've found this topic ,
anybody find a way to change the default "save as" name, now it's the machine description, i need i to be "NCFILE/OPERATION/TOOLPATH-GROUP-NAME" ?
TIA it's nearly 2AM here, I'm pretty sure it's an easy fix but i did not find it...

-
12 hours ago, gcode said:
I don't think Mastercam is capable of program eccentric turning
It's achievable via C-Axis but the speed is limited to your machine ability to handle really high feedrates at high precision with C-Axis engaged
tweek the machine by ptogram it with a C-axis face contour toolpath and turn on the ramp option
just install a normal tool in the turret and tweek the tool offset, you may need to find a way to override the C-axis connection limit switch in the PLC
IMHO at the end, an offset jig is WAY more reliable and easier
-
Ca fonctionne avec un axe "C" je l'ai déja fait sur un tour Okuma
utilise le toolpath circ mill avec un ramp équivalent a ton avance normal et chaine le diametre voulu
ca demande un peu de gymnastique mentale mais ca fonctionne
-
 1
1
-
-
2 hours ago, pro grammer said:
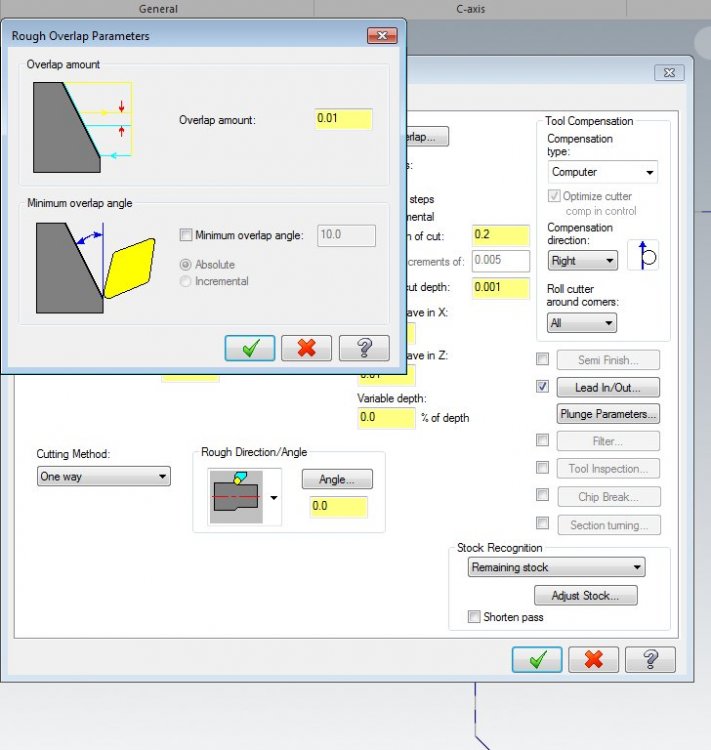
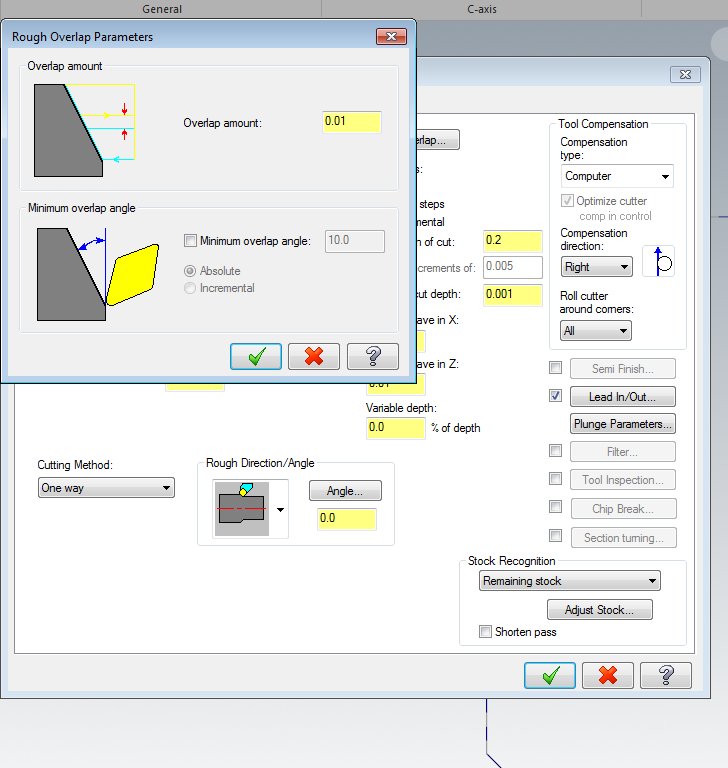
Why overlap? Just come back with a semi clean cut of verticals in a -X direction.
That's what i usually do , but in Mazatrol and IGF you can control the overlapping feederate in the system parameter
I have the answer from IHS, Mastercam cannot change it because this movement don't have it's own flag
An enhancement request has been ask by IHS, hope to have it done in the next 15 years
Thanks
-
My parts are generally between 36in and 70in diameter its the same ratio as you but on a larger scale
-
5 hours ago, AHarrison1 said:
how much stock are you leaving on for the vertical walls (Z)?
no matter how much stock i leave the problem is the tool geometry
FYI between 0.010 and 0.050 depends on the part
-
I'm calling the Lathe gurus here,
I want to know if someone find a way to increase overlapping feed rate in lathe's Roughing cycle
with small passes at high RPM it doesn't makes a big difference but with .750 DOC at 25 RPM it's looooooooonnnnnnnnngggggg
for now i turn overlapping off and make a semi-finish pass but the tool suffer in vertical walls
TIA
Martin
-
16 hours ago, pro grammer said:
I used to do these type of threads. First of all, I never use zigzag for anything. Wearing on both sides usually causes premature insert failure. I use the lead in that cuts along the right side of the thread and program the thread according to that shape only. Never have a problem.
I did a lot of buttress threads on an old Okuma Cadet, I've always get good result with straight infeed and the exact shaped ISO insert (SECO)
in the G71 line set "B" at "0" then M32 M75 will be your cutting infeed pattern
if the cuts are too rough change the M75 by M74, it will decrease the DOC (and be longer to run too)
-
On 8/29/2014 at 12:22 PM, jeff said:
I've never seen a thread with 2 diff angles, ever.
Buttress threads
.gif ";)")
-
a good old Niagara SR420 solid carbide rougher is the way to go
slow feed slow RPM a lot of coolant and they can take a huge cut in inconel
-
1
-
-
I had the same issue, but it seems fixed since the last Nvidia Quadro driver update *crossed fingers*
-
Just now, jlw™ said:
That's my point exactly!
If a cad program can save you half an hour of work per day, it will be paid in less than a year...
I will never understand some managing who tries to cut on software, they are the key to get a rentable shop....
-
On 1/10/2019 at 11:46 AM, SlaveCam said:
Is it not possible to get a floating license so that you both can use it, just not at the same time? I would likely switch jobs if I couldn't design fixtures with Solidworks any longer.
SW+MCAM is a must when you have to program medium to complex parts using fixtures
-
1
-
-
I generally use "trim to point" if i want to extend an entity to a predetermined point
-
I don't even want to try it in a Hastelloy block

-
21 minutes ago, mikenaturalice said:
Alot of times I am programming 2 or 3 similar parts. The first one might take half a day or more, but I can then re-use toolpaths like Matt said and the next two parts might only take an hour each.
I have a lot of "blank" parts just to save time, so all the parts who are similar are programmed with the same method, its a lot easier for the setup man on the floor
-
when i had my GTX card i get all kinds of wacky things like this , since i switched to a Quadro, the majority of those little annoying bug are gone.
-
Thats why we use a Product Data Management program ( Solidworks entreprise PDM )
-
They sell Korloy and they arn't far from you (Drummondville)
-
15 hours ago, Eric Allen said:
Nice! I'd like to add that keeping a few old versions of this folder structure has been very helpful. We have one computer with multiple old versions of Mastercam installed. More than once we've opened an old Mastercam in a new Mastercam version and had issues. We've then been able to go to the computer with old versions installed and see how it opened there.
i keep X9 just for those files, since the major change in 2017 , updating files from earlier X version can give you some wacky things
-
52 minutes ago, Eric Allen said:
Here is the folder structure I've created.
Notice in the first image that we have a folder for each major release. That's so we can have multiple versions installed while we transition to a new version. We also discovered that breaking our custom holders and tools into its own folder is critical. If you open a Mastercam 2016 file and the tools lived in the since archived Mastercam 2016 folder then we'll get warnings for missing tools.
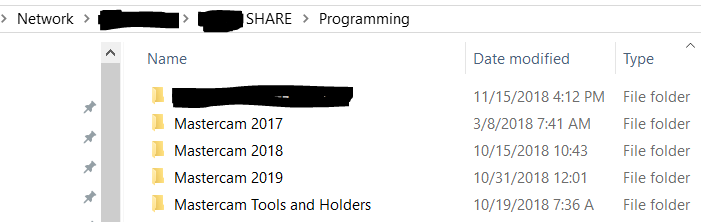
I use the same Structure but i still have all the folders from V9 to MCAM 2019 lol
-
1
-

Lathe custom form thread
in Post Processor Development Forum
Posted
...and it's working like a charm