





Bubba85
-
Posts
45 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Bubba85
-
-
Just glad I could finally help someone out, lol. I haven't downloaded 2018 yet, so i wasn't sure if that option was still there.
-
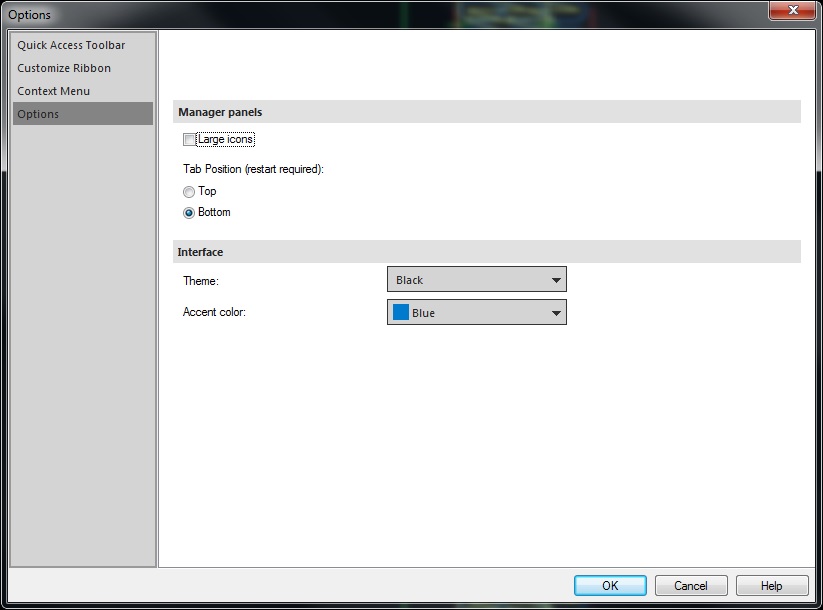
In 2017 you can go to, file-options-options, and change the theme there it may be the same in 2018??
(I haven't downloaded 2018 yet)
-
 1
1
-
-
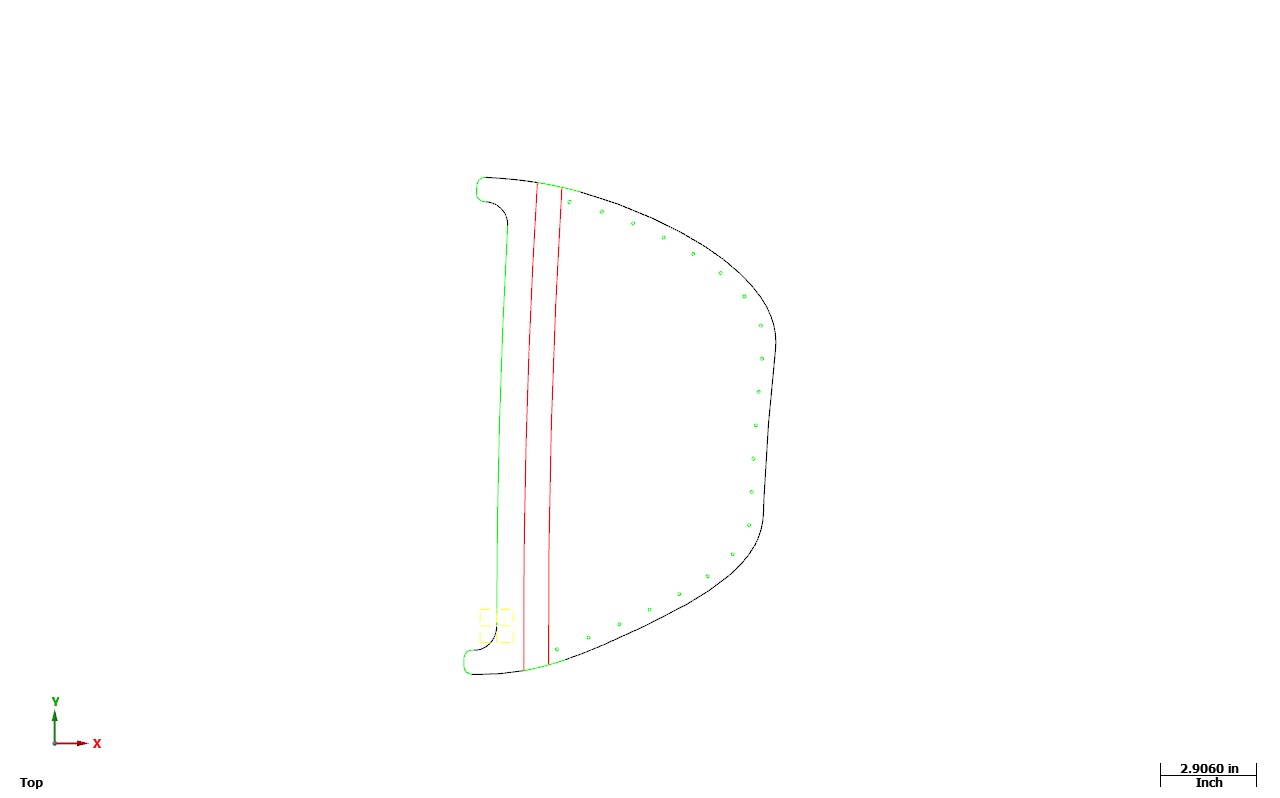
Here is the final product. Had to do it old school. Took me forever.
-
2
-
-
On 5/26/2017 at 1:49 PM, Leigh @ Kodiak said:
Take a look at Onshape. It's free, and there is also a flatten add-in that is also free.
I'll look into that when I get back to work on Tuesday.
-
On 5/27/2017 at 0:06 AM, AMCNitro said:
Cant you use FlattenSurf chook?
I tried that, it made the surface square and didn't keep the profile shape.
-
It's just a profile tolerance of +-.030, so hopefully I can get it in the ballpark.
-
3 minutes ago, C^Millman said:
Almost impossible. With those joggles in there going to be real hard to make a flat pattern that doesn't need to be trimmed. I said almost, but not just plan on some trial an error until you get it correct. Best to make large and trim to size and call it a day. Let us know many hours you have in this. I would think 4 to 8 hours.
The flat pattern I develope will be used to make a blank die, so it at least needs to fall into tolerance after it is formed.
-
2 minutes ago, C^Millman said:
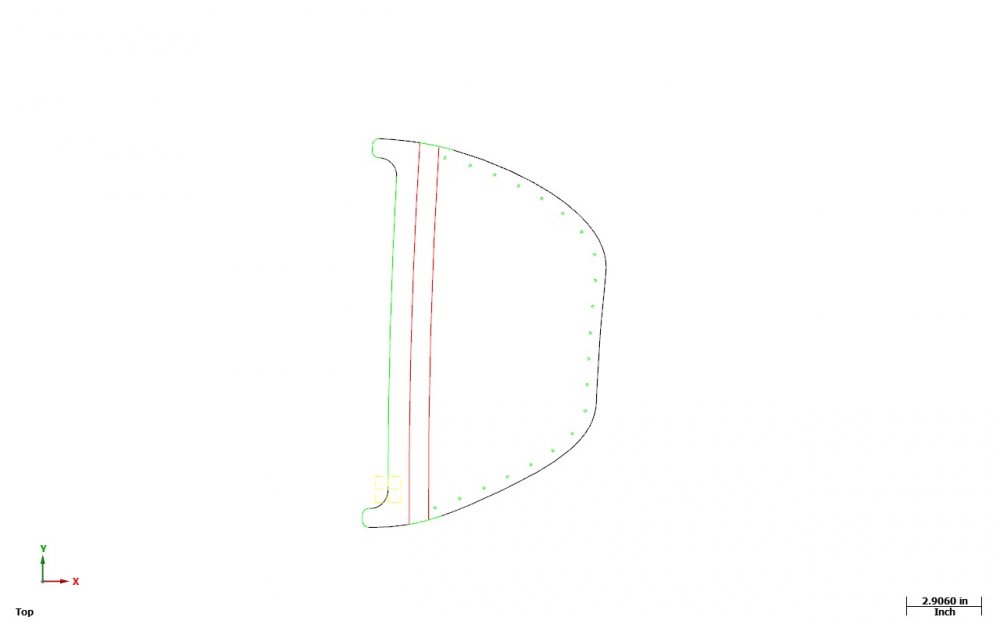
I would old school it. I would go to a plane normal to the part to a view that gives me a good looking down prospective or top. Then I would draw grid lines and project them to the part. I would then start working with them to see what way gave mt the best ones to work on being flat. I could get close, but I would offset it 1/4 big to be safe and go form there.
That is what I am getting ready to do, create a bunch of cross section arcs and work out the math for the flat length, the create points for a splines.
-
1
-
-
3 minutes ago, jeff said:
Do you mean like a silhouette boundary?
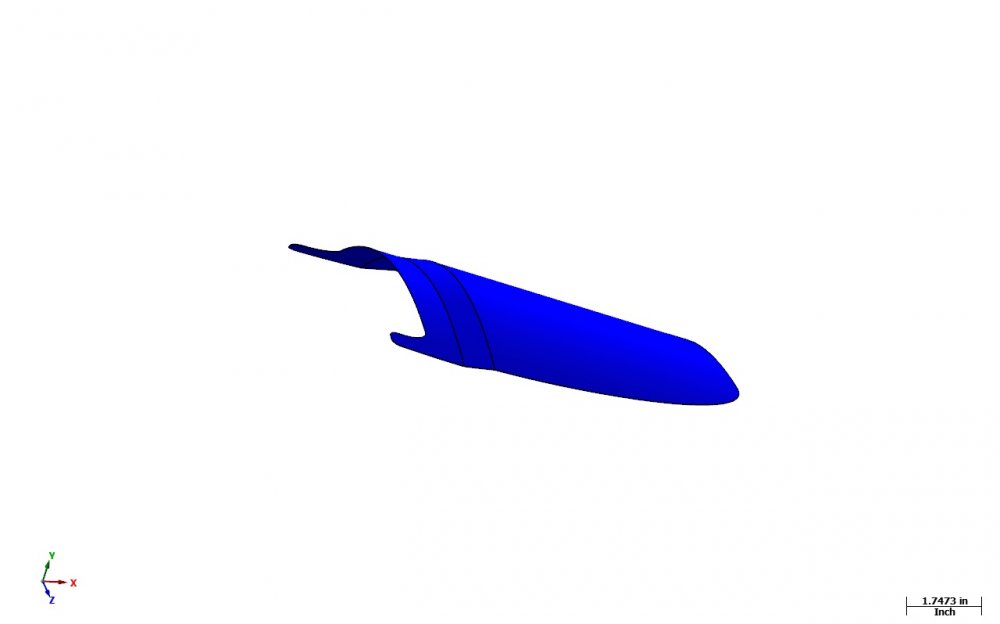
I need to make a flat pattern that when formed will result in this shape without having to be trimmed.
2 minutes ago, mkd said:I've done it in solidworks.....
I wish I had access to Solidworks.
-
Ok I need to make a flat pattern of this part. I usually don't have a lot of trouble developing flat patterns, however this one has me stumped. It is not a constant radius but more of a conical shape. Any assistance with this would be greatly appreciated. I do have a file can share if needed.
-
16 hours ago, Matthew Hajicek™ - Conventus said:
Where do you get Vilmill?
Here is a link. It's a neat product, saves us a lot of time grinding off tabs. We do a lot of alum. sheet aircraft work.
-
6 minutes ago, JParis said:
So let qc fight with him......
Implied yes but they will likely want a dimension
.gif ":)")
Yep, send it up the ladder and tell them that you do not have enough information on the print to make a good part.
-
+1 to a vacuum fixture. Also try looking into Vilmill, it's a .010 thick heat activated adhesive fabric to help hold small parts in place on vacuum fixtures. In theory you cut through the alum. but not through the fabric underneath.
-
I've learned to never assume what an engineer is thinking, every time I have it has come back to bite me in the a$$. I would ask him to add a center line or give a dimension.
-
2
-
-
Use the Migration Wizard.
Just click the File and Migration Wizard.
I'll keep that in mind for the next time.
-
LOL. I don't know what you searched for but changing operation defaults is probably in the top 10 of most asked questions here at the forum.
I searched "operation defaults" and nothing came back.
-
Ok I must have something strange going on. I spent nearly an hour looking for that drop drop and could not find it, I restart X9 after seeing the reply here and its there. Maybe i just needed to wake up a little more, these early hours must be getting to me.

-
The company I work for just updated to X9. In the process of customizing to my particular liking I cannot find where to change the operation defults. I tried a quick search of the forum and did not turn up anything. I mainly program our 3 axis gantry routers for flat pattern alum sheet parts, so being able to set these defaults to what works best for these partiular machines is a great time saver. In X8 I was able to change them in the Control Definiton. So, my question is where can i change the operation defaults in X9. Attached is where they are located in X8.

-
I only have experience with the 3 Multicam 5000 routers we use to cut alum. sheet. Only use MDF for spoil board. Would love to tryout a Themwood. The service for Multicam was pretty good through our local distributer.
-
+1000 to ramp to depth on lead in. We've got some idiots here that will do a 1 degree ramp contour around an 8 foot long part!

When I was running our routers i was told by the programmer then that those machines were not able to ramp. He would plung the single flute router bit and had a 50/50 chance of snapping the tip off.
-
Do you have to ramp contour? Or do you cut full depth thru the material?
I ramp it to full depth on the lead in.
-
1
-
-
We rout 7075-O sheet all the time anywhere from .040 to .125. We use the 63-600 series of cutters from Onsrud (single flut upcut). Run them around 15,000rpm and 50ipm. Unimist Coolube in a spray bottle sprayed on the material before the cut works pretty well for us.
-
We use a local tool and die maker here in Wichita Ks. Friesen Tool Co. Inc, they don't have a website, but you find their info with a quick google search. They can make just about anything you need for a drill press or punch press.
-
Can you transform a transform op?
Yes you can. In the Type and Methods tab just make sure you have your transform op selected.


An odd dialog box
in Industrial Forum
Posted
I get that in the background as well. Never could figure out what the heck it is for.