





MIKO ELLO
-
Posts
122 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by MIKO ELLO
-
-
Good afternoon
I am hoping that someone could let me know why this canned cycle will just rapid instead of feeding to the depth of the hole?
2022 Takumi 3 Axis Mill
Fanuc Oi Control
I have a right angle head setup and my drilling in the G19 plane
%
O1111(RA DRILL CYCLE)
G20
G00 G17 G40 G49 G80 G90
(T23-2 CENTER DRILL)
G00 G90 G54 X-2. Y0. S1450 M3
G43 H23 Z1.
Z-2.925
X-.1
G19 G81 G98 Y0. X.03 F5.
G80 G00 X-.1
G17
G0 Z1.
M9
M5
G91 G30 Z0.
M30
% -
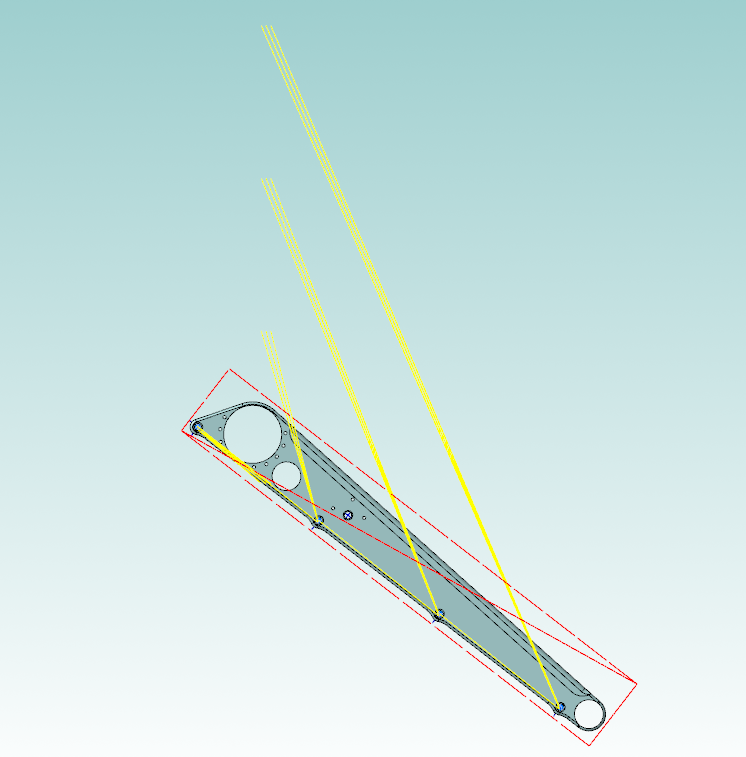
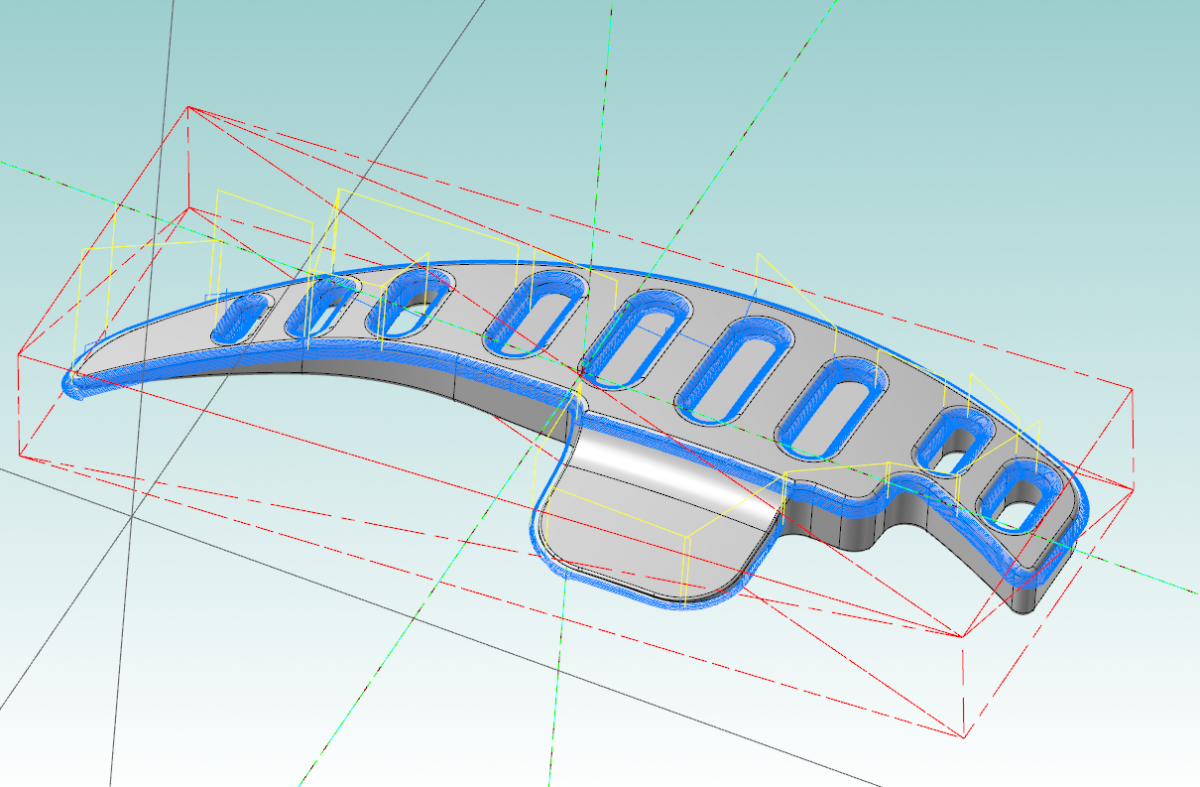
I tried that with flowline and it did not work. I think the surface undercut of the part is am odd shape that it doesn't get all the surfaces
-
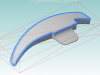
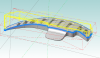
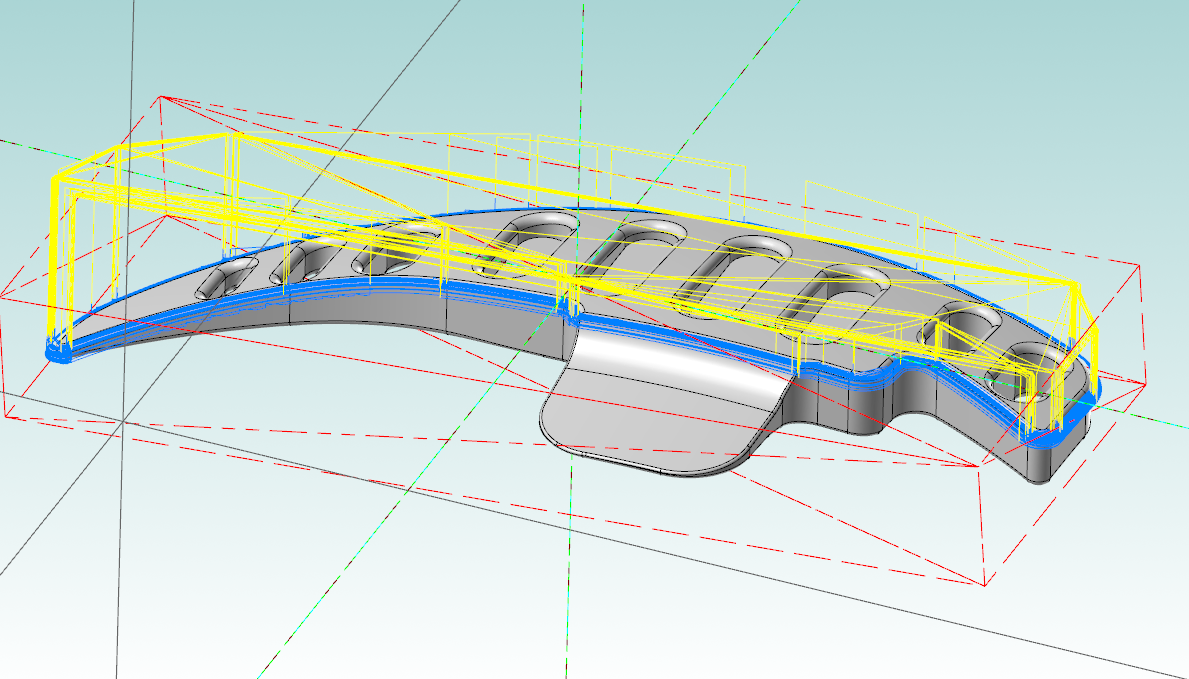
Hi guys,
I am running into a small problem that i can't seem to get worked out with surfacing an undercut with a lollipop endmill. I have attached the zip file and the mastercam file and I would like to know if anyone can point me in the right direction of how I can make this work. Thanks in advance
-
Can anyone tell me why I am having this problem when I try to post ?
Mastercam 2018
Lathe
I only have two ops, canned facing and canned turning
I have never had this problem and it just came up today
https://www.dropbox.com/s/d7woidv0eohtnad/error.PNG?dl=0
UPDATE
I just restarted and now I am getting this error as soon as Mastercam opens
-
3 minutes ago, mkd said:
what problems?
Iv'e never turned the stuff
Polyurethane 75 Shore A durometer is almost like rubber. It's hard to machine but, I have seen few posts of people asking the same questions. The OP has made this post several years ago but, did not see if he was able to solve the problems he was having
-
I have tried HSS bits ground up but, still had problems with the parts deflecting and not cutting that well. I may just tinker with the feeds and speeds
-
I know this post is old but, how did it turn out?
I have some round 75 Shore A Polyurethane that I am trying to turn on the CNC lathe.
I have used Dry ice by itself and then Dry ice + Acetone which worked nice on a facing path but, problems on the OD.
I wanted to try liquid Nitrogen but, worried it might be too cold.
I have been using sharp carbide inserts for aluminum like a .007r CNGP and it cut okay when the part was cold.
Anyone have some ideas on what else I could try besides having them molded?
-
I have not looked into it yet but, may have to very soon. I guess, I may just have to set it back up in the Hardinge to get the parts out the door
-
Okay, This is a very odd thing happening and I cannot figure it out.
I took the same program that I have been running in my Hardinge and Supermax with Fanuc OM controls
I run the program in the new but, used 2012 HAAS and the surfacing paths are not the same as my product samples that were run in the Fanuc controls.
The pictures attached show the actual detail of the finish surfacing path versus the new batch of parts that I am now making.
Can anyone explain why the HAAS mill won't follow my exact path?
I have a G187 P3 E.001 if that makes any difference at all


-
I was wondering if there was a way to take a program and globally reverse chains and move the tool start points 1 segment before a line.
I mirrored a part and I have mirrored parts several ways with the Transform but, I actually find it easier to just mirror my geometry and then reverse all my paths and start points. The problem is when I have a lot of these then I have to go back through each and every one of them.
Any tips would be appreciated if there is a way to automatically group and change all at once.
-
Okay, I turned off the depth of cuts and it looks normal again. Can somebody try multiple circle mill paths and turn on the depth of cuts to see if it does the same thing?
Thanks
-
I am getting these weird rapid moves, does anyone know if it could be a glitch. I programmed using circle mill and grabbed my hole points at my geometry. I didn't do anything differently or anything out of the ordinary from what I usually do to program.
Mastercam 2017
Thanks

-
Jay,
I did something similar last night but, haven't run it yet. I used the HS Hybrid path and put in an offset a couple thou less before it completely rolled off the edge of the part. I will give your method a try if this does not work out.
-
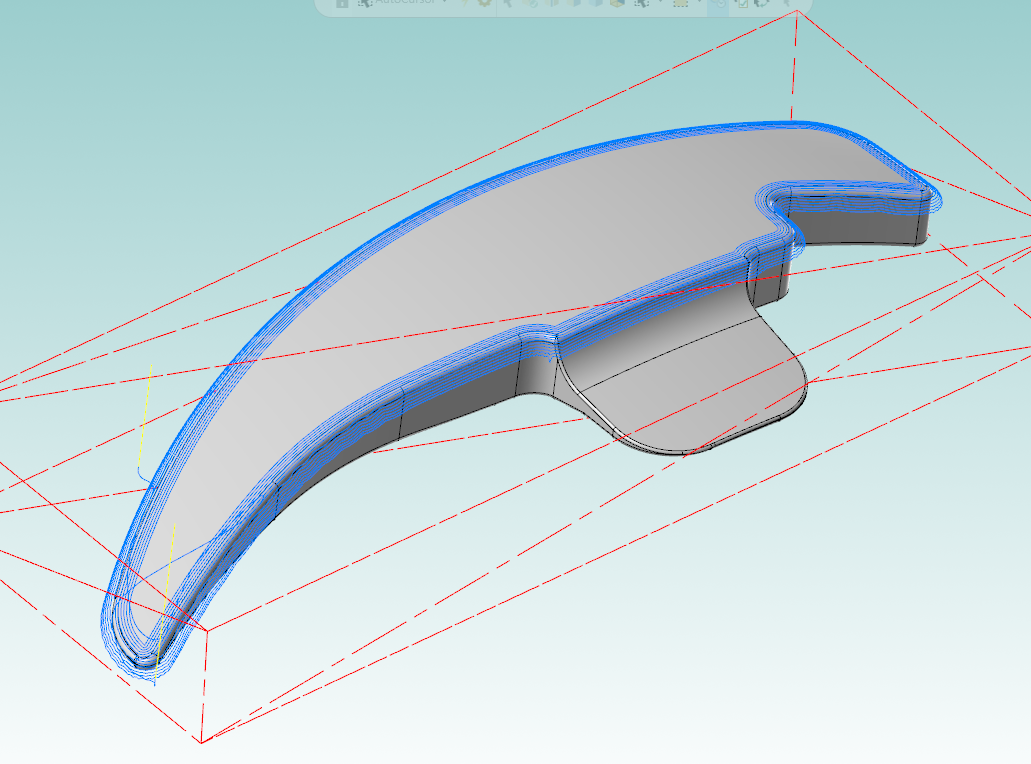
Is there a way to keep the toolpath from jumping around?
This is the Flowline toolpath
-
The G8P1 still runs the same speed.
I have the filter filtered as much as possible already and it still runs slow.
I do have a DNC since there is no PCI slot.
I will see how far I can push the filtering
-
I have a Hardinge VMC 600 II w/ a Fanuc oi-mb. I wish that I had some type of look ahead or HS machining option.
-
What toolpath would you recommend for cutting these outer radius shown. I have tried Scallop but, it takes way too long. I have a feedrate of 60 IPM but, my machine only goes 25 IPM and varies the speed up and down.
Thanks

-
Okay, the spacebar worked. Thanks
-
Hi,
I have noticed that the X and Y coordinate box is missing from the Wireframe - Rectangle feature. I am so used to creating rectangles and entering an anchor point at X0 and Y0. This feature is missing on 2017.
Question - Is there an option to turn this feature back on?
Thanks
-
lol!! I was in that screen earlier and I don't know why I overlooked it. Thanks for the help
-
I am using Mastercam 2017
I remember that there was an option to be able to turn off the active level? Is that still available?
Thanks
-
 1
1
-
-
WOW!!! all these years of programming and I made the simplest mistake every!!
Thanks for catching that for me...
I didn't look and typed in 90 thinking degrees for my lead in and lead out
-
I installed X9
Opened a repeat job that was in X7.
I made a couple changes to add a slot
I posted and everything looks good except for the machine over traveled in Z
I looked at the post and it show Z89.99 inches above the part
I have tried several posts and they all post the same
I checked my program and it looks fine at 2" above part
My WCS is set correctly
Is anyone else having this sort of problem?
Thanks

-
I changed my min arc length to .005. It seemed to solve that problem
Can anyone explain the difference between the "min arc length" and "min arc radius"
Do both apply to the same radius?
{kind=link}
{kind=link}
Add rotary to existing machine in simulation MC2023
in Industrial Forum
Posted
I would like to remove the Mastercam generic 5 axis rotary and replace it out with my manufacture supplied model for a 5 axis rotary but, keep the generic milling machine since it has been established in the machine simulation.
Has anyone ever done this and any tips would be appreciated
I have attached an image of the generic rotary in machine simulation