





Kyle Brunner
-
Posts
21 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Kyle Brunner
-
-
Try this..
-
 1
1
-
 1
1
-
-
On HH controls, the feed rate is defined at a factor of 10, so a true feed of 25 IPM on the HH control would be stated as F250. Also, to know if you are in inch or metric, just look at top of program on the name line, that is what defines the units.
-
it would probably be keep relay setting if it had the ability. Some builders let you set large tools so it uses a fixed pot for a large diameter tool to allow clearance of adjacent tools in the magazine and that is usually done in the tool table that tracks tool # & pot # where you could set them all to fixed pot however you do realize the machine will need to do 2 tool changes for each tool??
Len Dye
this... just get used to the random magazine.
-
So i could use the codes from the haas and change the g65 to m165?
I'm no Haas guy but, if they use the same structure that renishaw puts on all other machine tools in what they call inspection plus, then yes. pm me and i can send you the renishaw/doosan probing manual for that machine.
-
1
-
-
They use the same structure as the standard Renishaw macros, except for one minor change, instead of G65 P9811, you would use M165 P9811.
-
On the top of the controller is says Doosan Fanuc I Series.
Where would I look for the exact model?
It is a 0i control then..
-
The steel sealed collets are much better than the rubber sealed collets. Also remember if your holders are setup for flange and through spindle, you need to make sure the set screws in the flange are tight or you run a risk of forcing coolant into your spindle.
-
Mastercam X4 lathe has been giving me an error for the past few days that I cannot figure out. It keeps telling me that my tool is colliding with my stock—after the stock has been set up—but there is no clear indication of where the tool collides with the stock. Also, it only happens with one specific tool while doing a specific face. I've tried messing around with Tool Clearance option in Stock Setup as well as DOC, but nothing.
I have attached three pictures that include the tool Mastercam is failing with, the parameters I am using and the error I get on the geometry I am running. There are other tools I can use to program with, but we have alwas used this tool and we're trying to verify all of our parts, except this cannot be done if every time we try to regenerate we get this error.
Thank you for your time.
Based on what the 2nd picture shows, if that is your first cut, it is deeper than the insert can handle and you will be rubbing the holder on the material.
-
1
-
-
eVo is not made in China, the eco's are..
-
What is the machines serial number?
-
Hey if i have more questions or need answers u dont mind if i ask u onewheel15?
nope feel free to pm me
-
Hey thanks guys!
Unless you're conrol supports a G66.1, I think.
.gif)
G66 on most Fanuc, and also...
-
Impressive. Will you be my friend?

Thank you. You should do some searching on here about custom drill cycles. I was able to build my post up just from things I found on this site. If you have questions feel free to ask.
-
So how do you guys utilize that information? I understand using the probe to set the WCS. How do you use it in your operations?
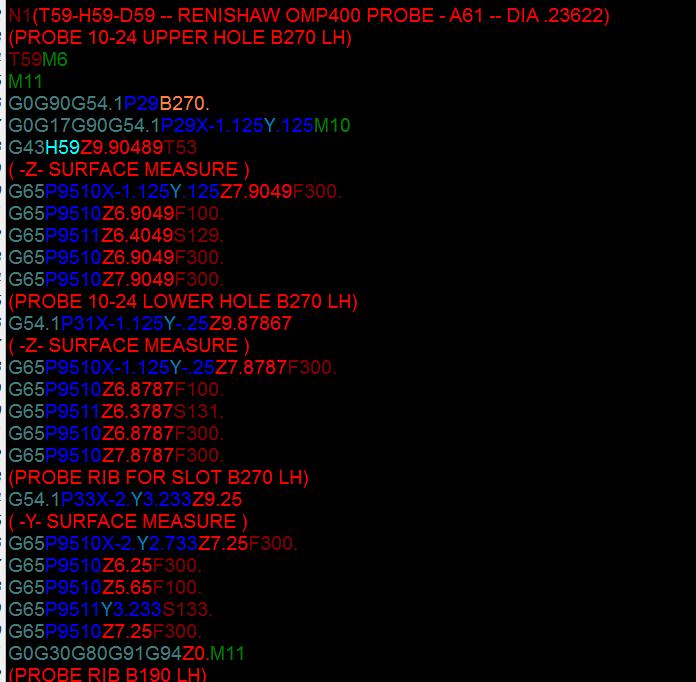
Lot's of different ways. In the screen shot of the probe I probe each tapped hole location on the casting for setting a new Z-plane so that my chamfers are always the same size as the casting can be in different positions from earlier operations. I also probe ribs to center my drilled/tapped holes in the rib for the same reason. I also use the "4th Axis X Measure" cycle and can have an operator throw up a part and let the probe set the rotation for the B instead of the operator spending time indicating it in. Also on jobs that require minimum cleanup on a face I probe the face in multiple locations setting different offsets, then I have a custom macro i wrote that will find the "lowest" point of the Z work offsets and then set my offset to that value. Then I mill at -.005. And boom, guaranteed clean-up. I also use the probe to measure machined features and check tapers that would be difficult for an operator to check without pulling the part and going to the CMM.
-
No idea what you are showing me there. Where is that toolpath and how does that tie into a probe routine?
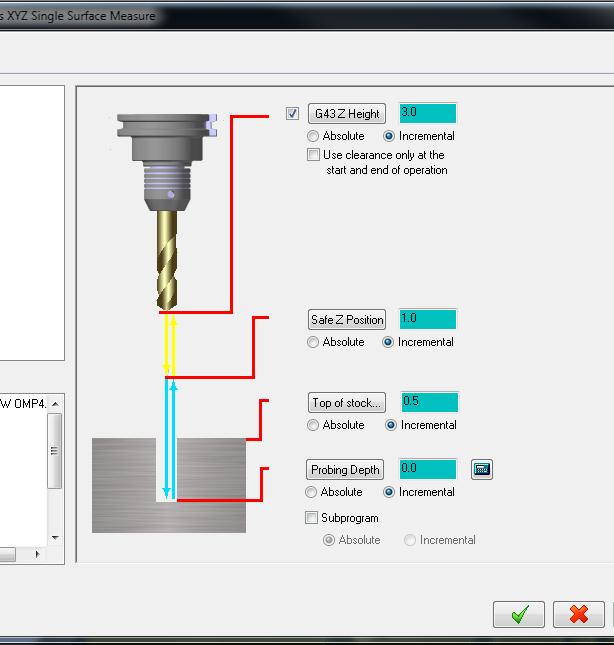
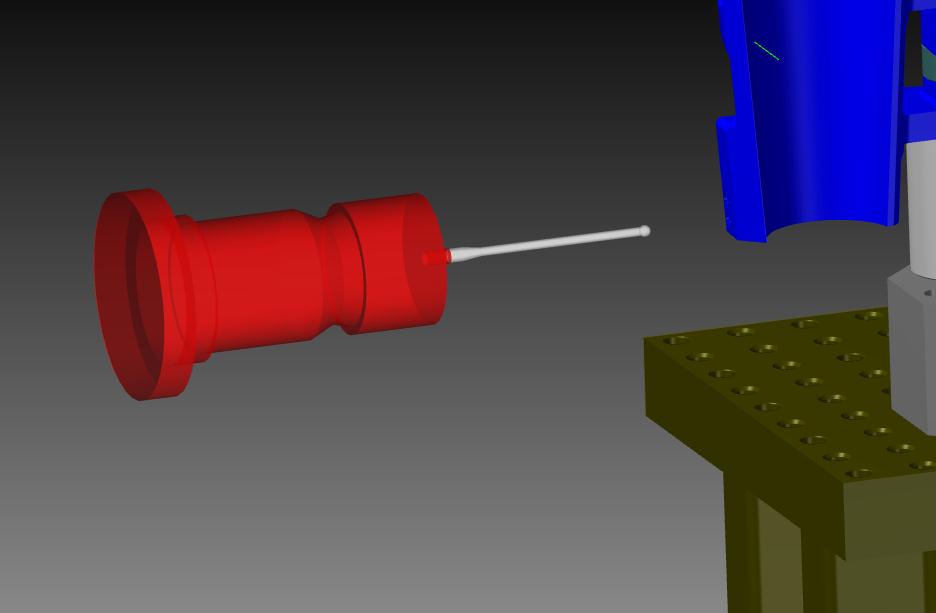
It's a custom drill cycle. You can change all the text to read whatever you like. I have my post set up to output probing cycles and have my stylus/probe body/holder drawn up so i can backplot my toolpath and know i won't crash the probe on the operator. you can also change the text on the linking parameters page...


-
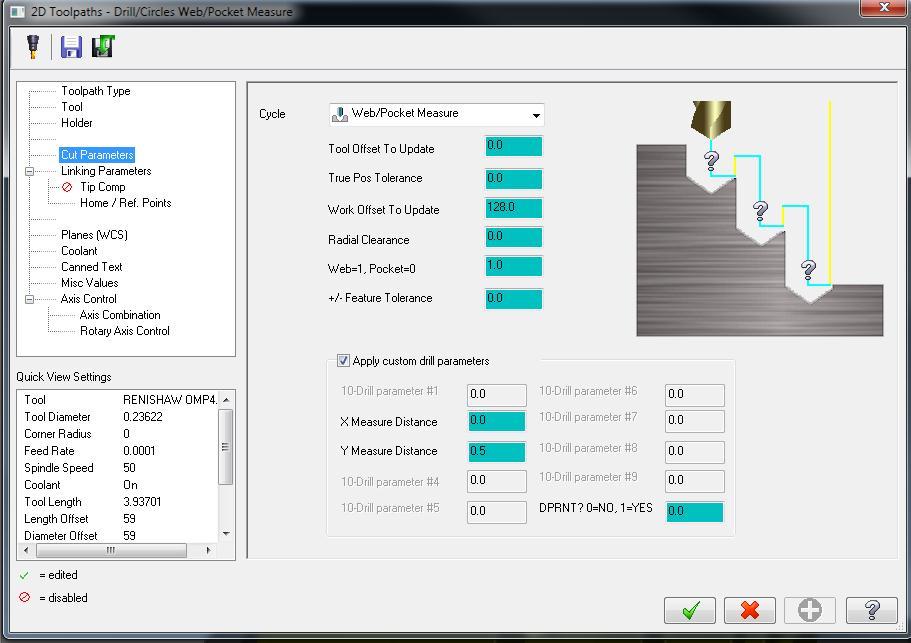
+1 to custom drill cycles. For example when I do a web measure, all i have to do is right click in the box and select length of entity and away i go. no hand editing of probe cycles
.gif)

-
-
You could also use FIX vs FUP
IF[FIX[#100]NEFUP[#100]]GOTO99
N99#3000=1(#100 NOT AN INTEGER)
-
should be : ) and,
 should be B )
should be B )
-
Renishaw productivity plus problem
in Machining, Tools, Cutting & Probing
Posted
It is correct. And they will tell you all the extra lines are needed for Pro+ to do what it needs to do in regards to logic and re-machining. I've recently switched to the Cimco probing add-in and it was much better.