





littlerob
-
Posts
20 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by littlerob
-
-
Appreciated.
I have tried using "Auto" and "Incremental". I get similar results ..it seems that the only way I can get the finish allowance of .025" consistently, is changing my Rough depth cuts to something close to .025. Fore that is not optimal. I read through your post and the help dialoge, but you didn't say which parameters you use exactly...maybe what you're doing is what I need to do.
-
After sleeping on it, I realized the topic title and content wasn't what I was after.....what I'm really asking IS about the finish allowance. It seems to vary for me, and I don't know why. I'd sure like to enter .025" in that field and it actually be that, every time.
Some pics....
-
Thanks for the reply. I wasn't trying to sound confused, it just happens when I am. Disregarding the semi-finish info in my OP, I think that you probably acheive what I'd like to.
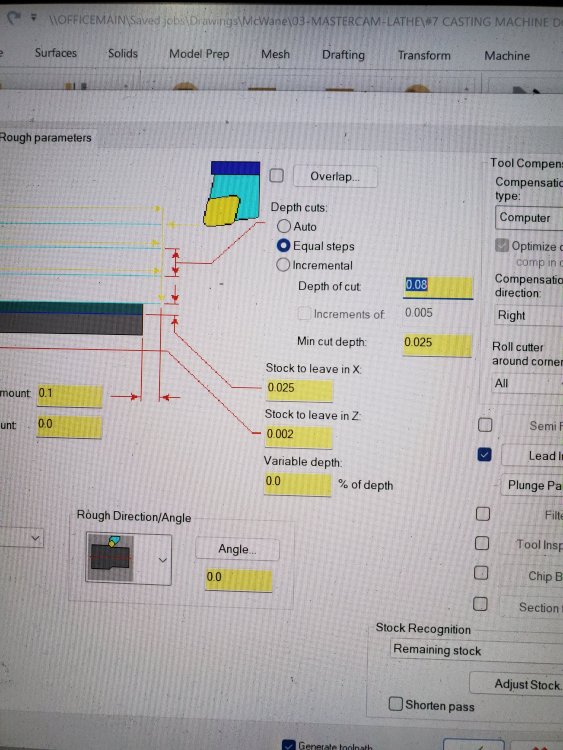
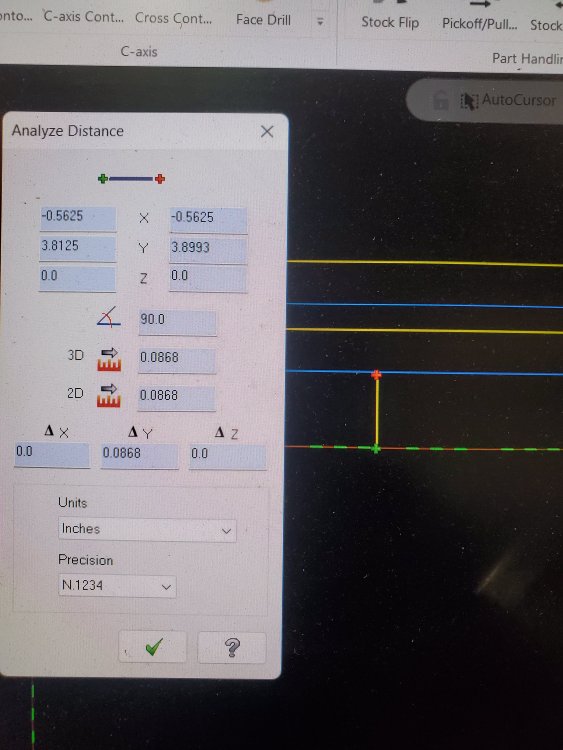
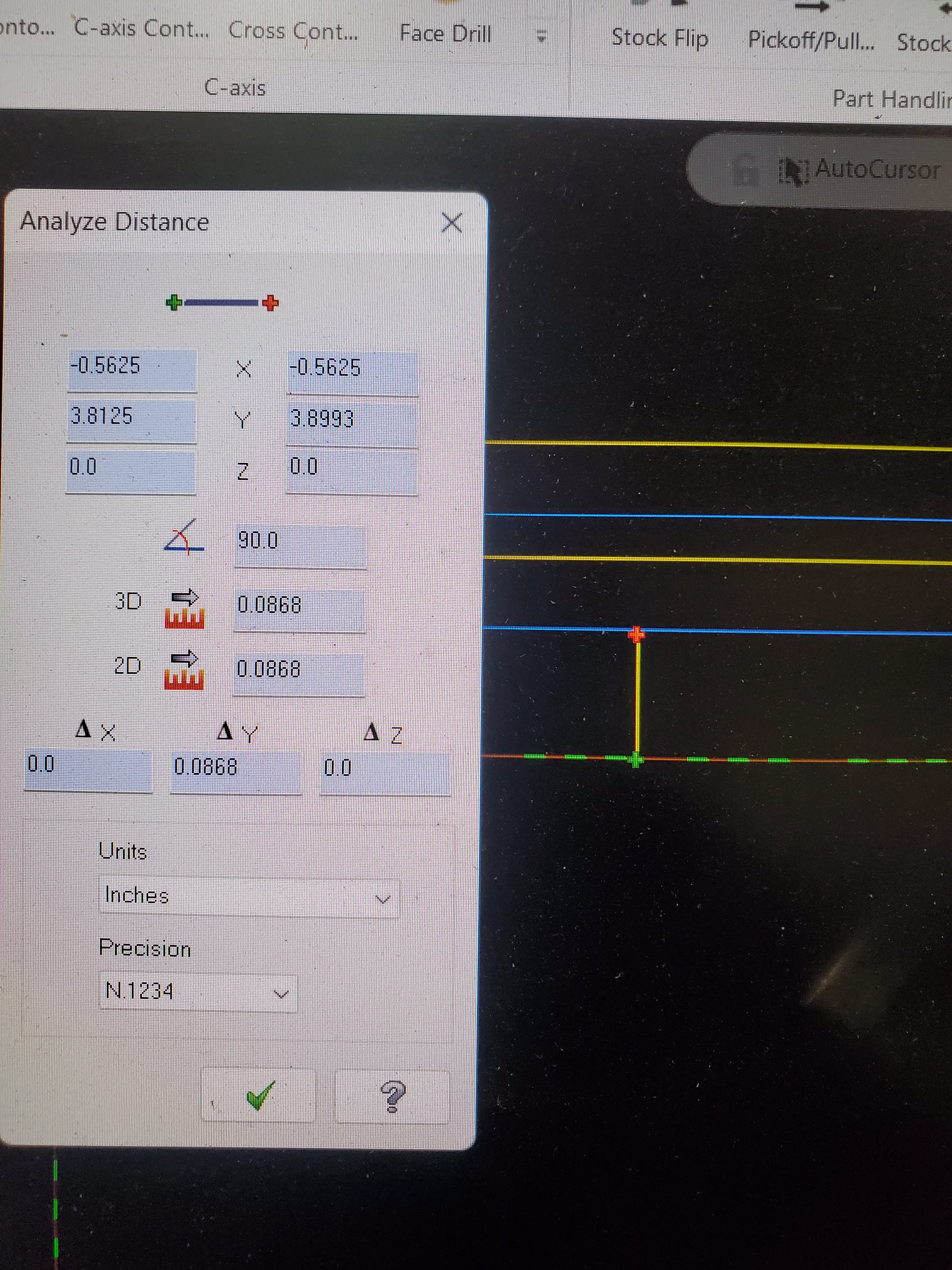
Basically if I tell the software I want to leave .025" for the finish pass, I end up with varying results. For example; today I left .025" for a finish pass, whilst taking .08" roughing passes. (No overlap, equal steps) but the result was much more. Something like .09" for a finish allowance. While I can work around this, it seems to me the stock left for finish shouldn't vary based on whatever variables. I'm quite sure this is oversight on my part, I don't know where. Thanks.
R
-
Do you people ever randomly need to turn on semi-finish because DOC V finish allowance is too much?
Question for the experts is; Is there an easier, more consistent way to control that?
My DOC is determined by Insert size, Horsepower and material. Not MC.
R
-
Okay I figured it out, the control doesn't want to see an X or Y value when using I and J values. So I forced the XY values out of the arc settings in the post and it works fine. Thanks for the help guys, Robert
-
@Tyler yes the machine will do it, I can hand code it fine.
@K2 I access the control def through the machine def, make changes and save, save, save on my way out. I was already suspect that it was being forced out in the post, I just hate spending the time back there, my head starts to hurt looking at all that code, but if I gotta do it I gotta do it. Funny the management doesn't understand though when the machinist is modifying code. Thanks for all the input, Robert
-
Question, I cannot post complete 360° arcs, they are all segmented into 90° quadrants, and it leaves a witness, normally no biggie a little hand work and it is dealt with. But it is really irritating me, I have changed all the arc settings back and forth with different combinations in the control def., IE allow 360°, break arcs @ 180° and whatever else, nothing changes with the code being output. So rather than get behind the processor AGAIN and forcing it in, I thought I would ask you guys/gals if I were just missing something stupid. The control will handle it (Fansuc OI mate) I know because I manually wrote the G-code and it was fine. Thanks, Robert
EDIT version X8 Mill level 3---sorry
-
Edit: Not my video.
I wrote a macro to do this once and posted how somewhere. I'll try and dig it up. Otherwise, you can use a 5axis path and lock it to fourth. However, depending on your machine processing speed, all the code may slow down you effective SFM.
Mike
That is exactly what I need to do just without the Y moves, if you can get me the info on the Macro that would be great, the control is a newish (2006) Mazak Nexus so memory isn't an issue, if we gotta go slow, so be it. I just need to know if X2 will give me the code, have lathe level 1 with Mill level 1. I don't see anything 5 axis just C.
Thanks again, Robert
-
Need some help guys, I am quoting a job that requires eccentric turning on both ends, I have the machine capacity, (X, Y, Z, C, W,
 . But I cannot figure out the right toolpath or chaining method to do this. I am using X2 and this job may be the right push for the owner to buy maintenence (hopefully). But can the toolpath be found in X2?, and if not can it be found in X6 or 7?
. But I cannot figure out the right toolpath or chaining method to do this. I am using X2 and this job may be the right push for the owner to buy maintenence (hopefully). But can the toolpath be found in X2?, and if not can it be found in X6 or 7? Thanks, Robert
-
just use mazatrol at the control then.
I can't believe you just posted that on a Mastercam forum
 .
. So to update I spent the day not making parts and messing with my defs. (made my boss really happy, as I am not a programmer, I am a machinist). The problem was 2 things; my axis combos weren't synched with the post output, I fixed that and the second problem was my own lack of experience, but I am posting to all Axes now.
Thank you guys for your help I'll be back--again, Robert
-
I also live in Portland OR, I have worked with Mcamnw and the guy who does the post is awesome! I have always got great service. But I agree with the above gotta get the real post at minimum. The cost esspecially for a new customer is really not that much.
I don't need a post, we are not a new customer we have X3. I need to know why the Generic 4 axis lathe post won't post the correct code. Is it the axis combos, in the control def. file?
The guy who ran the machine before me, used Mazatrol. So it's a Mazak which would make the EIA code identical to Fanuc G-code.
The owner is not going budge right now on buying maintenance. When the original X3 seat was purchased there were 25 machines on 2 shifts, now there are 16 machines on 1 shift. The reason the other guy is gone, is because he had a 15k crash. Money is an issue at the moment.
Robert
-
Rob,
Who is your reseller? I see you're listed in Portland, is it Maine or Oregon?
If it's Services 4 Automation/Cimquest, give us a call in the morning.
Lathe 1 should have all the c axis paths
A better description of your problems can help narrow down your actual problem.
I am in Oregon, so it would be Mcam Northwest I believe, thanks for the reply. I am using X3 since the owner doesn't want to pay for maintenance.
It seems I am having trouble posting out face contour toolpaths, I get the toolpath but it is from the wrong axis (X). We want to be using full 4 axis capability, but it seems my experience is limited. So all the toolpaths listed in the drop down are available in level 1?
Thanks, Robert
-
Just wondering what C-axis toolpaths are excluded (or included) with Lathe-level 1? I have the burden of getting one 4 axis lathe C-X-Z-Y with a sub spindle, talking to Mastercam but can't seem to get some toolpaths to work. Is it an "axis combo" that I have missed or is level-1 limited?
Thanks guys/gals, Robert
-
Problem solved, thanks for your attention.
The operation I was doing this for was a roughing operation only, so I never used a "canned finish" tool path. I just ramdomly tried it to see and viola it all worked. I still would like to know why Mastercam needs me to use a finish tool path to use that canned cycle, seems silly to me.
Regards, and thanks again, Robert-(maybe more noob than I think)
-
are the tool paths that you have in your mc file the regular roughing or the canned roughing.
if its the regular one the post will not convert it no matter how the switches are, you need to use the canned paths.
just a thought.
HTH, Ken
Yes I am using the canned specific toolpath, thanks.
Robert
-
Look in the control def and make sure "sub-programs" are enabled
HTH
Tried that, to no avail.
Robert
-
Hi, I am not completely new to P.P. editing, but I cannot find the canned cycle "on" switch in the post, I need to run canned cycles on an old Mori lathe, because there isn't enough memory in the control. Canned cycles are enabled in the Control Def. the post supports canned cycles, and all the switches that I see are active, but when I post out, no canned cycles just long hand. It is MPLFAN.pst Thanks in advance.
Robert
-
(TOOL - 9 OFFSET - 9)
(OD THREAD RIGHT INSERT - NONE)
G28U0.W0.
G0T0900
G0T0909
/M8
G97S500M03
G0X-1.2Z.2178
G76P010029Q0R0
G76X-.924Z-.5725P380Q73R0.F.0625
M9
T0900---------I want this line to be after the G28 U0 W0
G28U0.W0.M05
The control is Fanuc T3 on a Mori Seiki.
Robert
-
Hi guys, I am having a problem figuring out how to change my post. The machine needs to have the tool offset cancelled before the next tool call out, or the offsets will "stack up". The post does this for me, but I would like it to do it after it gets to a safe position, not right next to the chuck
 . I know how to edit the post, I just don't know what to change. I know where the command for home position is just not where the "tool offset cancel" is. Any help is appreciated. Oh X2 and it's an old Mori.
. I know how to edit the post, I just don't know what to change. I know where the command for home position is just not where the "tool offset cancel" is. Any help is appreciated. Oh X2 and it's an old Mori.Robert

tool offset null
in Mastercam C-Hook, NET-Hook and VBScript Development
Posted
Haas Lathe.
I'm relatively new to this, but my post is just about exactly what I want. With one exception. I do NOT want to tool to nullify itself after a toolpath is finished. Does anyone know where this is in the post processor? The original file is the MPLFAN post.....