





SpecialtyTool
-
Posts
132 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by SpecialtyTool
-
-
So now when I close mastercam, it shuts off all of my toolbars. Where's the setting to change this?
Thanks
Bump. Anyone?
Thanks
-
So now when I close mastercam, it shuts off all of my toolbars. Where's the setting to change this?
Thanks
-
Deleting the Config files fixed it.
Thanks a lot to everyone.
-
 1
1
-
-
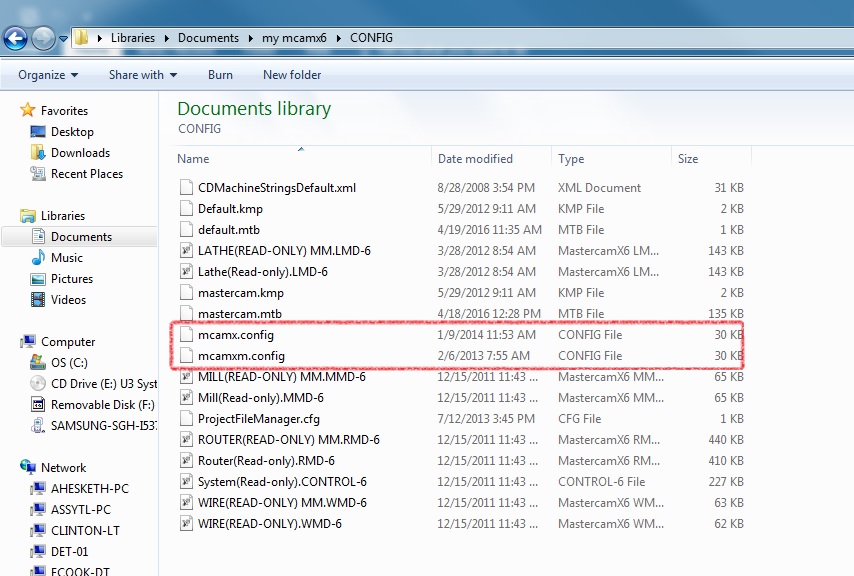
dump your config file and let MCAM rebuild it on startup.
It looks like there are (2) of them in this folder. Should there be 2? Should I remove both?
Thanks

-
Try clicking on settings, toolbar states, RESET.
Nope. Didn't do anything.
Thanks
-
Are your system files loaded in the documents location of your computer?
Yes. They are in "My Documents".
And I had a typo, I meant to say it DIDN'T seem work.
Thanks everyone for trying to help
-
If you're running McamX6 there's no such file as workspace. Your mtb file got jacked.
Here is my mtb file, there has been a bit of customization but if you replace the mastercam.mtb file in your "mymcamx6" config folder with this one you should get yer icons back.
That didn't seem to work. I restarted my computer but there's still no toolbars to be found.
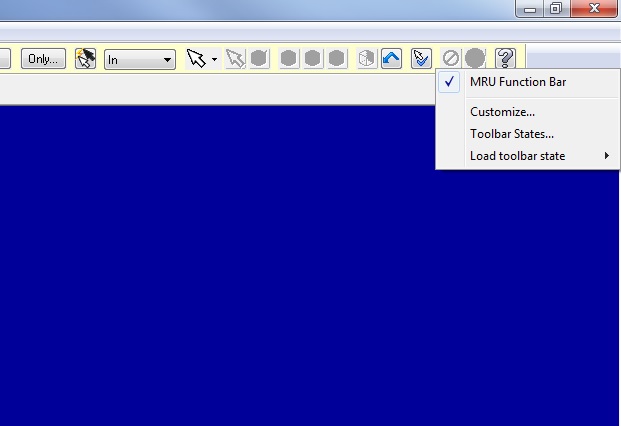
Select "Load toolbar state."
It won't actually let me click on it. All of the others shown are valid options, but not that one.
-
Try right-clicking in the toolbar area and see if you have the "load workspace" option
When I right click these are the only options I'm given.

-
You don't see this?
No. I'm sorry. I should have mentioned I'm using X6
-
Do you have what looks like a crapton of chevrons going across the screen?
If you open the "customize" utility from the 'settings" drop down, you may be able to get it to reset by selecting that function in the upper right of the customize menu.
I've been all through the customize window from the settings drop down. I don't see any default toolbars to choose from and it won't let me create any.
-
Settings>Load workspace (X9).
I don't see "Load Workspace" under the settings drop down.
Thanks
-
Your workspace file appears to be nuked..-
Can you elaborate on what you mean by that? I'm not a computer guy at all. Will that make sense to my IT department, who knows nothing about MasterCam specifically?
thanks
-
I recently had computer crash and had to reload MasterCam. All of my toolbars are missing. I'm not just talking about custom toolbars, but even the default ones. Is it a loading issue or just a setting I'm overlooking?
Thanks
-
Does anyone know if Mazak makes a indexer to be added to a mill? I can't find one on their website.
Thanks
-
+1 koma
Sounds like you're already hanging out the door. I've made pins to fit snugly in some holes and then indicate those to pick back up on the part.
Just curious, the parts are so big you gotta use a lift and exceed Y travel but you want to run them on an 8in rotary table? If you're part hangs off the rotary very far you may want to consider putting supports under it.
I don't know how many you have but I can't imagine a second setup costing more than an NC rotary table. You could probably pick up a decent manual one at a cost that won't kill your profit.
Thanks. The parts are only 50lbs. We use the lift just because of the ergonomics of the part and where its positioned. The one I posted the link to was just an example of what I was looking for. We run a few hundred a month right now with expectations of growing quite a bit as soon as we can handle the load. This is a product line that won't be going away as long as we can perform.
-
Does anyone know of a motorized rotary table or super spacer that can be retrofitted to a Mazak? I was wanting something like the link below but they can't guarantee that theirs will match up to our machine. We basically have some big disks that get a hole pattern drilled and tapped in the face and we don't have enough "Y" travel to get to the last hole. A manual one would still probably be faster than picking the part up with a lift and refixturing it.
http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=multicat_8_Inch_Super_Spacers
Thanks
-
1
-
-
Where is a good source for some good quality, balanced CAT-40 ER11 and ER16 collet holders?
Thanks
-
We do most of our programming at the machine using Mazatrol conversational. However, we sometimes include EIA programs as sub routines. I can't remember how to make the sub EIA program return to the Mazatrol program. I'm wanting to say there is an M code at the end to return to the main program. Any help is appreciated.
Thanks
-
I have a job that requires around 240,000 holes in aluminum. The hole will be .125" diameter and 1/4" deep. A stub drill that doesn't require a center drill is a must. Any recommendations are appreciated.
Thanks
-
I am using control comp. I've got my feeds down pretty low. Ramping in at 2 IPM then cutting at 3 IPM. I think the program should work. We did a test in aluminum that worked fairly well and left a proper thread but steel is totally different. I think a better tool holder would really help especially considering the spindle its in has seen its better days. I haven't had a chance to check the runout yet. Thanks for all the help.
-
I'm still having a lot of issues with this threadmilling. They just keep snapping. I think the program looks good. We've increased it to 4 passes now. Taking about .011 per side on the first pass then .006 for 2 and a finish of .002. But we're not really getting through a hole. One broke today on the first pass. All I can think is the tool holder. Its a collet holder held in a cat40 tool holder secured with a set screw...extended about 4". At almost 7000 rpms it can't be too stable. Would a tool holder have that much affect? I've got one on order but it didn't show up today.
Thanks
-
I guess i should have just said that the setting was wrong, not specifically to large, to large and it won't do an arc, 0 will also not do an arc.
play with the numbers to get a lead in.
Thanks. I think I got it worked out. Do I need to drop the RPMs when I drop the feed down to 1/4 of the calculated?
Thanks
-
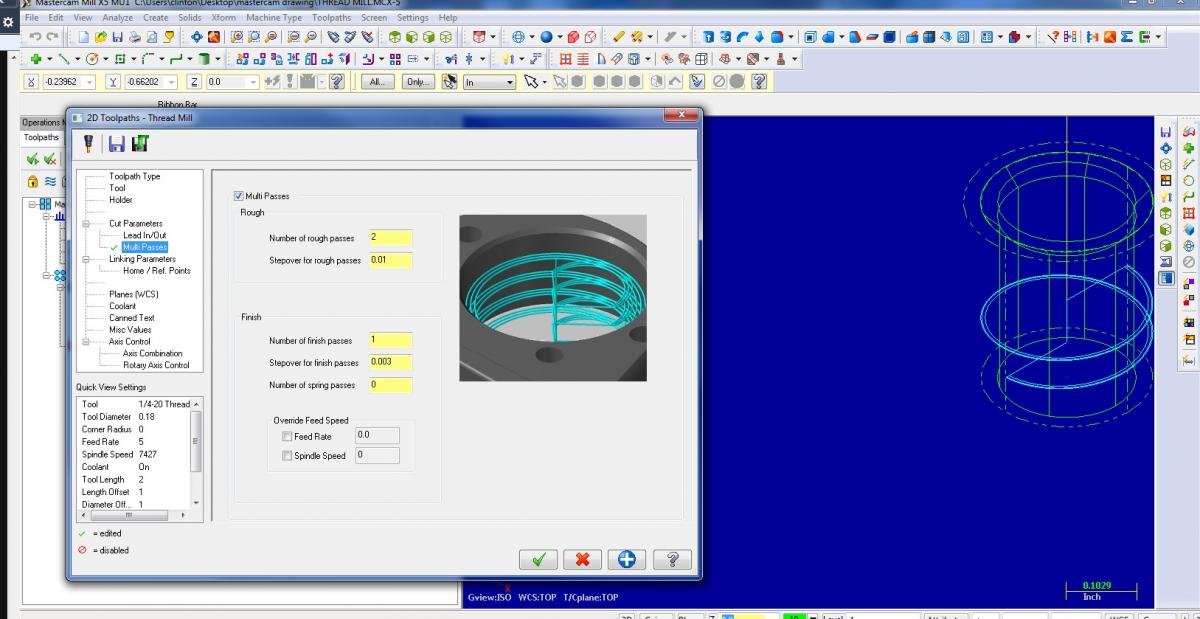
Here is a screen shot of my multi pass parameters.
Thanks

-
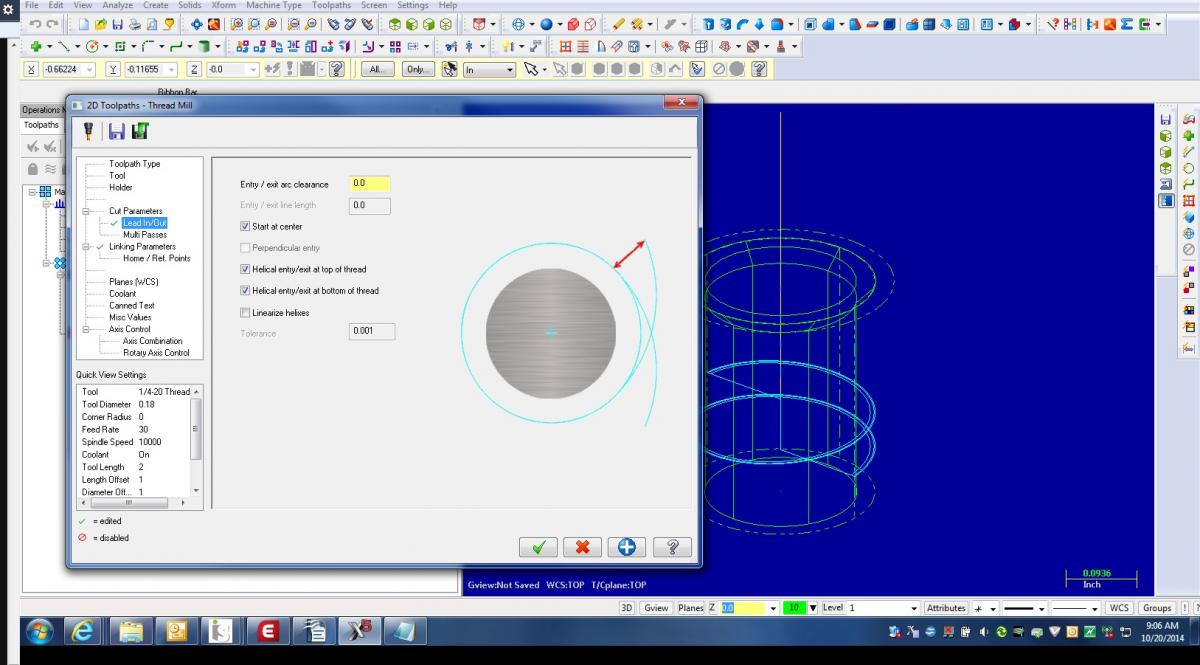
First of all, your Entry/exit arc clearance is set to large, that is why you are not getting a roll-in arc.
Second, Your feed is a little extreme, calculate the actual feedrate at the edge of the cutter and your centerline feedrate should be about roughly 1/4 of what you have. But i don't know the diameter of your cutter so i can't calculate that for you.
Thanks. My entry/exit arc clearance is set at 0.0. I have attach a screen shot of my lead in/out parameters. Its a .180" cutting diameter tool. I realized the feed was way too high. I think I should be running around 7427 rpm and about 5 ipm.

Toolbars Missing
in Industrial Forum
Posted
I don't have any actual files that I know of. I was given a link in an email, and our IT department took it from there. We haven't installed any new versions because the company I work for doesn't want to pay the maintenance updates. That's why I have to come here for even the most simple things. We don't use mastercam a lot and they cut corners anywhere they can.