




Master Mason
-
Posts
23 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Master Mason
-
-
In a pinch I just use a standard chop saw, it takes a while but it gets the job done, with no real expense, except taking about a 1/4 inch off the diameter of the wheel and my time.
-
Sounds like your file association needs to be set for .pst extension, the easiest way to open that file would be to open you editor first, then drag and drop file to the editor.
-
I have cut some cooling grooves and changed the shape once it has been formed in our lining material, but we have pretty much have our own recipe.
It really does not machine too bad other than when the tool get dull the material breaks off on the edges. Most of what I have cut is for prototypes, no real big production run.
-
 1
1
-
-
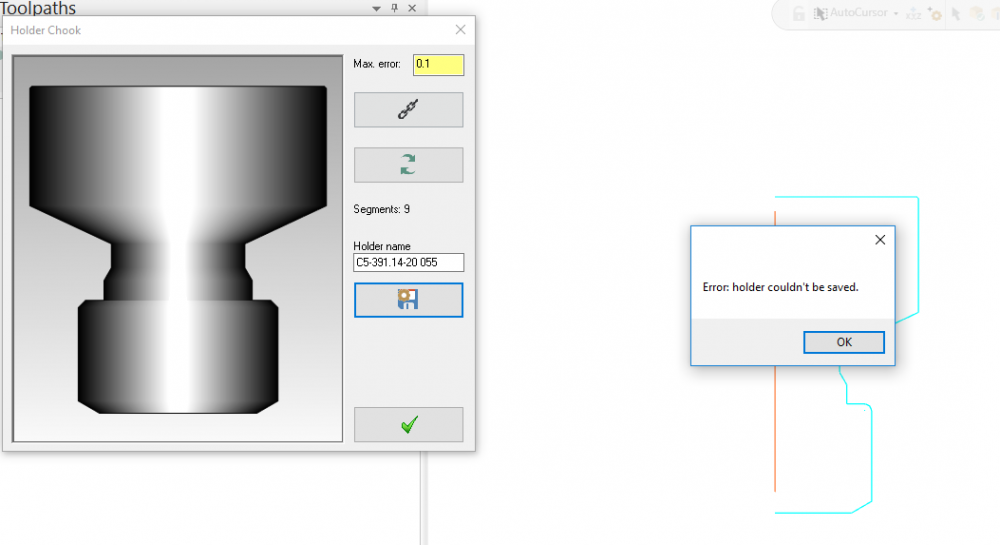
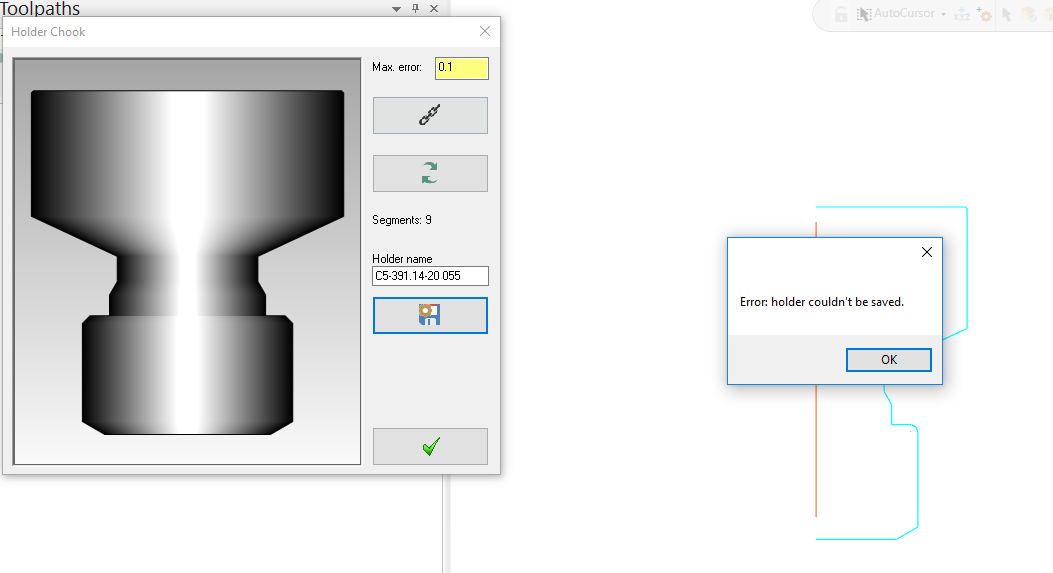
Answer: Must have a machine definition loaded, in order to save holders.
-
Is there something I am missing? I have been able to save up to the point I have upgraded my PC. I am running MC 2018 and X+ 2018.
I did try to reinstall x+ 2018, still same.
-
Can any one get to the videos on eapprentice website, I'm seeing none!

-
Are there office hours tonight?
-
15 minutes ago, C^Millman said:
You said you are using mi8$ to turn this on. Are you saving the mi8$ using sav_mi8$ and then using that back to the last section of the post? With Mastercam once a mi variable is used the value is discarded. By using the sav_ and last_ come into play in the MPMaster post. Depending on how you are doing what you are doing you will need to use the sav_ of a mi or you may even need to make logic to call the last_ .
The latest MPMASTER has mi9$ in it. Follow that logic and you will see if doesn't go to the end, but the mr1$ and mr2$ logic do use last_ logic that allows their values to be used over and over again the way till the end of the post code to turn off the highspeed codes with phsm_off. It relates to the mr1_flg and how they use it's logic to help keep track of what is on or off which is important for something like you are doing.
For me MP Logic is hard to wrap your brain around sometimes. You really need to think about the process and then break down the steps and it is best to use a proven process to work out a new process.
Yes I am using mi8$ and no I am not saving...thanks for pointing me it the right direction.
-
13 hours ago, huskermcdoogle said:
Look in end of file post block. You will have the end of file retract and so on so forth. You will have to add it there as well.
I added it there but still the same, no cancel at the end of that tool (N56), and besides the tool with no cancel is not the end of the file
-
I am trying to add some custom program rotation to my post, my problem is on the last tool with rotation, I can't get the G69 to post
I am using Misc Values (mi8) to toggle on/off (mpmaster post)
Thanks, Ed
N40 M06 T40 (--SPOT DRILL, D0.625 - 5/8, HSS) -----------second to last tool with rotation
(= ADD NOTES)
G00 G17 G90 G54 B0. X0 Y0 S427 M03
G68 X0 Y0 R#110 ---------------Rotation post good
X-1.2132 Y3.0303
G43 H100 Z1. M08 T56
G94
G98 G81 Z-1.9645 R-1.648 F1.06
X2.0726 Y2.5456
X3.1149 Y-.7399
X.2366 Y-3.218
X-1.5912 Y-2.8715
X-3.2543 Y.8904
G80
X-2.3969 Y1.0941
G98 G81 Z-.133 R.1 F6.83
X-1.7809 Y-1.9417
X1.4149 Y-2.223
G80
X2.1791 Y-2.131
G98 G81 Z-.1875 R.1 F6.83
G80
X2.5517 Y.6585
G98 G81 Z-.132 R.1 F6.83
X.1625 Y2.6301
G80 M09
G69 ---------------------cancel is good
M05
G91 G30 X0. Y0. Z0.
M01N56 M06 T56 (--1.0 FLAT ENDMILL) ---------------last tool with rotation
(*MILL RELIEF, SECTION F-F - 1 PLC)
(COMPENSATION TYPE - COMPUTER)
(= ADD NOTES)
G00 G17 G90 G54 B0. X0 Y0 S1000 M03
G68 X0 Y0 R#110 ---------------Rotation post good
X-3.7737 Y2.9752
G43 H56 Z2. M08 T24
Z-2.397
G94 G01 X-3.7327 Y2.7286 F5.
G03 X-3.4452 Y2.5228 I.2466 J.0409
G01 X-3.1887 Y2.5654
G03 X-2.1337 Y3.4197 I-.225 J1.3565
G01 X-2.0424 Y3.6524
G03 X-2.1838 Y3.9765 I-.2327 J.0913
G01 X-2.4165 Y4.0678
G00 Z2. M09
M05 ---------no cancel
G91 G30 X0. Y0. Z0.
M01N24 M06 T24 (--DRILL, INSERT, 1-1/6 CENTRE-DEX) -------------no rotation from here to end
(= ADD NOTES)
G00 G17 G90 G55 B90. X0. Y0. S721 M03
G43 H24 Z2. M08 T40
G94
G98 G81 Z0. R.45 F3.61
G80 M09
M05
G91 G30 X0. Y0. Z0.
M01pretract #End of tool path, toolchange
phsm_off
sav_absinc = absinc$
absinc$ = one
sav_coolant = coolant$
coolant$ = zero
# if nextop$ = 1003, #Uncomment this line to leave coolant on until eof unless
# [ # explicitely turned off through a canned text edit
if all_cool_off,
[
#all coolant off with a single off code here
if coolant_on, pbld, n$, *sall_cool_off, e$
coolant_on = zero
]
else,
[
local_int = zero
coolantx = zero
while local_int < 20,
[
coolantx = and(2^local_int, coolant_on)
local_int = local_int + one
if coolantx > zero,
[
coolantx = local_int
pbld, n$, scoolantx, e$
]
coolantx = zero
]
coolant_on = zero
]
# ]
#cc_pos is reset in the toolchange here
cc_pos$ = zero
if prog_rot = one, pbld, n$, "G69", e$ #Added Program Rotation Cancel
if convert_rpd$ = one,
[
gcode$ = one
feed = maxfeedpm
ipr_type = zero
]
else, gcode$ = zero
pbld, n$, sccomp, *sm05, psub_end_mny, e$
pbld, n$, sgabsinc, sgcode, [if gcode$ = 1, sgfeed], *sg28, "X0.", "Y0.", "Z0.", [if gcode$ = 1, feed], scoolant, e$
# if lock_codes = one & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$
# pbld, n$, *sg28, "X0.", "Y0.", protretinc, e$
# if lock_codes = one & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$
if abs(fmtrnd(cabs)) > 360 & nextop$ <> 1003 & not(index),
[
if lock_codes = one, pbld, n$, *sunlock, sunlockcomm, e$
rotretflg = 1
pbld, n$, `sg28, protretinc, e$
rotretflg = 0
if lock_codes = one & cuttype = 0, pbld, n$, *slock, slockcomm, e$
]
absinc$ = sav_absinc
coolant$ = sav_coolant -
I get this when I try to run MCam 2018. I did try to reinstall, but same problem.
-
Colin,I am interested in taking some post training for MasterCam 2017. I seem you were giving some almost free training, but the days you were offering it I was not available. I thought at one time I found a course you taught, but for the some unknown reason I can find the site. If you could direct me in the right direction I would greatly appreciate it.Thanks, Ed
-
Merge the STL file, then you can Transform it into any position you want.
-
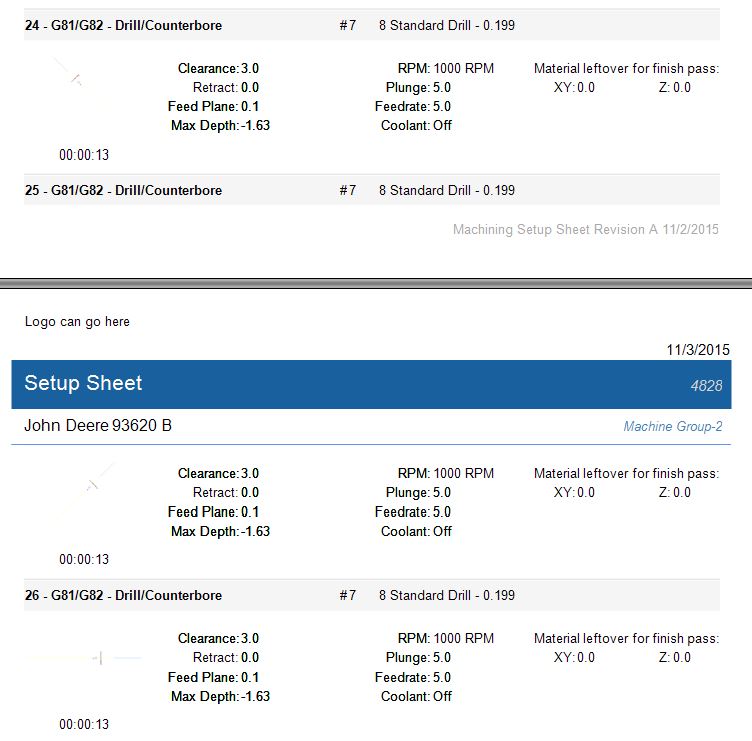
First of all..Thank you for the free setup sheet. I have been trying to figure out on why on jobs that have enough ops that carry over to another page, sometimes it will split the op between two pages.

-
I've been using this setup for about 10 years, works good with hydraulic line.
maybe use a cable wrap,

-
 1
1
-
-
I like to use the center of the table as common, then use a different work offset every time I turn the table. If you lay every thing out properly in MC, you can use the plane origin as your offset, (IE...G54)
-
Found it:
Address string stro
# --------------------------------------------------------------------------
#String and string selector definitions for NC output
# --------------------------------------------------------------------------
#Address string definitions
strm : "M"
strn : "N"
stro : "N"
strp : "P"
srad : "R"
srminus : "R-"
sblank : ""
Thanks for responding Ron.
-
On a Haas, sub programs can be at the bottom of the main program with "N" numbers and called with G97, but my post outputs with "O"
I thought that I could change the sub program numbers from "O" to "N" in this section
of my post by the only place it works is on the line for progno$
#Move comment (pound) to output colon with program numbers
fmt "O" 7 progno$ #Program number
#fmt ":" 7 progno$ #Program number
fmt "O" 7 main_prg_no$ #Program number
#fmt ":" 7 main_prg_no$ #Program number
fmt "N" 7 sub_prg_no$ #Program number
#fmt ":" 7 sub_prg_no$ #Program number
fmt "X" 2 sub_trnsx$ #Rotation point
fmt "Y" 2 sub_trnsy$ #Rotation point
fmt "Z" 2 sub_trnsz$ #Rotation point
Any help would be greatly appreciated!!
Ed
-
Toolpaths > Tool Manager or Lathe Tool Manager
then right click on top or bottom window
Select Import/export tools
then select either Report file...
or Detailed report file...
-
I got it..draw in Metric!!
-
I just use this and the tool is drawn correctly but after I save the holder and use in Mastercam the holder is scaled down, for example one the diameter is only 0.048 when it should 1.22.
Any Ideas?
-
We have 2 of those machines here. I played around for months trying to do the samething, never could get it to work right. InHouse makes a great post for this machine, about $2000 if my memory serves me correctly. Small price for what we have invested.
Good Luck

creo file
in Industrial Forum
Posted
Export as .stp file from Creo, then MasterCam will open it. Been doing for years with no problems.