





Paul_RagotCADCAM
-
Posts
35 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Paul_RagotCADCAM
-
-
Hello Bill,
I have a customer with the same machine as you (HiTrol 840C). We can send NC files to the controller, they are stored in the 'buffer' area.
Cannot store anywhere else.
How do you get them from the 'buffer' area (I think this buffer is a catch-all) to make them executable?
We're sending 'MPF' files- using a post that worked for the previous owner of the machine.
We only have a problem with how to use the machine.
Thanks.
Paul
-
Ron,
Thanks for the answer. I thought about that but that would be an awful lot of slices to pocket. And with 3D printers, there must not be an overlap otherwise there is twice the material in that spot and that makes a bubble.
I found www.camufacturing.com and they have a 3D printer add-on for MC that seems to do what I need.
-
Hello,
1- Is there a C-hook/Net-hook that works with 3D printers like this:
slices a solid model
puts a 2D pocket toolpath on each slice, starting with the bottom slice (printers go from bottom to top)
If nothing already exists, I guess I'll have to write it.
2- Would Visual Studio Express free be able to do that?
3- Would it be preferable to write a special toolpath that does that, like a suface-finish contour that is reversed (upwards) and pockets instead of contouring?
The printer in question is a 5 axis (table/table) and is 'home-made', and accepts mpfan code using 2D pocket. So there is a lot of existing foundation in MC to do this.
Thanks,
Paul
-
YoDoug,
Thanks for the feedback, do you have an example of such a tool? Mfr/ #?
Like Sandvik high feed CoroMill 210? (It's not ctre cutting)
I also think the lead/lag would be beneficial too. Although it takes a bit more software (for the customer) since it is no longer axis sub but either rolldie or curve5X.
Paul
-
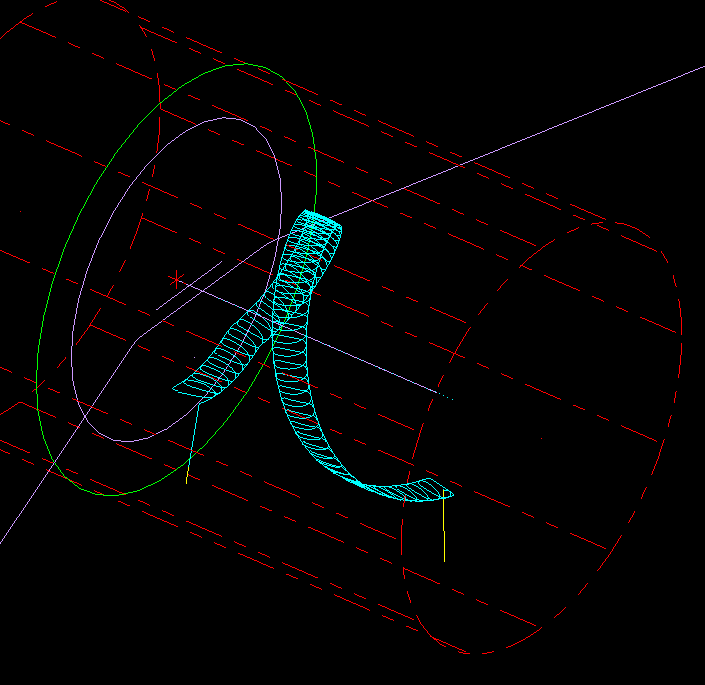
1 of my customers machines level winding screws for winches (a.k.a. diamond screws).
It is a helical groove, 1/2" wide, on a 3" shaft, about 0.4" deep.
He does 4 passes, 0.11" deep each, and uses axis substitution to make the helix. Works OK, but pretty hard on the tool (3 flute).
Has anybody tried peel mill + axis sub?
Peel does wonders on grooves so would using a 3/16" EM to rough out the groove, on the rotary axis be faster/better?
I'm not sure if the rotary axis (on a Haas TM3) would agree.
File would be long but 'tape mode' solves that.
-
I buy laptops from www.mtechlaptops.com
Their hardware quality is really good. My M-Tech model D9 is 6 yrs old, I just changed the hard drive (only after 6 yrs, not bad). I am very happy with it.
Their laptops are more like portable desktops than true laptops in the sense of lightweight and long battery life.
You can get the high end I7 CPUs, the Nvidia Quadro cards, on the D9 models.
I use mine for MC, Verisurf (with laser scanner) and even though it is a 3.6 Ghz single core, it still has decent power.
I'm looking to replace it very soon, and I'm getting another D9 from them.
Hope this helps.
-
Hi,
I could be writing a post for a Flow waterjet that uses ORD language.
Any idea of where I could find explanations on how ORD works? Reference manual?
Thanks,
Paul
-
Ron,
I got the answer, using G68 origin shift.
D offset variables are #61000
Thanks
Paul
-
Ron,
The reason for the extra work is that there is only 1 right angle head and about 4 tools that need to go on it.
So the operator will have to measure the 1st tool (drill), use it, remove the tool, put in the 2nd tool, measure it and so on ad nauseam. I know, more than 1 right angle head would be neat and doing it your way would be neat too but unfortunately there is only 1 right angle head.
I will pass along the info about the online help.
Thanks,
Paul
-
Hi
What are the variables that hold the tool diameter (or radius) offset on a Variaxis Matrix control?
This is to use a right angle head:
we would like to use the laser to measure the 'radius' of the tool (the horizontal distance from tooltip to spindle axis), 1st challenge,
then in order to drill holes with that right angle head, we need to know that distance.
Is this a possible scenario:
- the built-in tool measuring device finds the 'radius'
- this radius is stored in D5 for example
- to drill, G01 X + [D5] (very simplified)
[D5] would be something like #1005 if #1000 is the tool radius.
Not much help in the manuals, no manual found for macros. Having one would be great to figure out these variables.
Paul
-
It is for a Fusion 640M on a Nexus H510C vmc
Paul
-
Does anybody have alist of what parameters are used in a G83 peck drill cycle on a Fusion control?
So far, i know that the cycle accepts:
Q depth of peck
D distance above last peck to start feed
P # of revolutions for dwell
K incremental what?
I incremental what?
J feed change?
Paul
-
Thank you John.
I will look further into that C-hook.
Paul
-
hello,
Is there a C-hook or VB that generates involute and staight sided splines?
Tried gear.dll but not what is needed.
Paul
-
Anybody uses a Flow waterjet with MC?
I am writing a post and need to figure out the language. Here is a sample:
VER 6.00
12.0389, 13.8251, 0.0000, 0, 80, 1,-1
12.0389, 13.3251, 0.0000, 1, 80, 1,-2, 12.0389, 14.0041, 0.0000
11.3599, 14.0041, 0.0000, 1, 80, 1,-2, 12.0389, 14.0041, 0.0000
Cols 1,2&3 are XYZ
col 4 (0 or1) may be jet on/off
col 5: 80 is cut quality
col 6: 1 or 0 ? no idea
col 7: -2, -1, 0, 1, 2: no idea
col 8-11 are the XYZ of the next arc ctre
Anybody familiar with this language?
Paul
-
Bob,
We have the same setup, Romer arm + Verisurf.
I have done GM 427 cu.in. intake port before.
Let me know if you are interested.
Paul
-
Brett,
On recent Haas and an Fanuc11M, coolant and spindle are not restarted.
Haas manual says that coolant and spindle are turned off and must be re-instated after.
I would like that function in mpmaster and lathe.
Paul
-
Thanks.
I called up the tech guy at the dealership and he was pretty helpful:
- use the mphurco, works well with HNC (Hurco NC) which is standard and good for 3D work
- ISNC is optional. Allows to run Fanuc and macros.
- drip feed is standard but with 55Mb RAM, not really useful unless you get into really big files
You can always start the program while it is loading via RS-232.
- Ethernet is nice to have but requires FTP software on PC
Paul
-
Hi,
Anybody using MC to program a Hurco Max mill control?
What do you use for post? A g-code like the mphurco on the CD or conversationnal?
What is the best way to program it?
Do you need to buy the ISNC (Industry Standard G code package)?
What is the best way to run long 3D programs on it?
- zap them in via the Ethernet option or drip feed?
Is drip feed standard?
Any options recommended for doing 3D work?
Paul
-
Wildcat99,
This file comes with the V8 CD. It is not on any V9 CD as far as I know. It has not changed since V8.
Paul
Transfer MPF files from 'buffer' area to main program area on HiTrol 840C
in Industrial Forum
Posted
We have an old (18yr?) Hyundai (HiT5S) lathe with a Siemens HiTrol 840C control.
We do not know how to transfer files from the 'buffer' area to the main program area.
We can send/receive files via RS-232. The uploaded files (MPF) are always stored in the buffer area, as it is a catch-all area for any incoming file.
We received an MPF file (main program file) and sent it back as -is. Once in the buffer, how do you move it around?
We read the documentation, but it is a bit dense and hard to understand. so not much luck there. Even the screen shots are not the same as what we have on the screen.
Or maybe there's a way to receive MPF files directly in the proper area?
The previous owner told us he had to do a lot of typing to get the program transferred form 'buffer' to main memory- and does not remember what had to be done. So this means that sending to the buffer is 1 way that works. But seems a pain.
Paul