





brian ripley
-
Posts
13 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by brian ripley
-
-
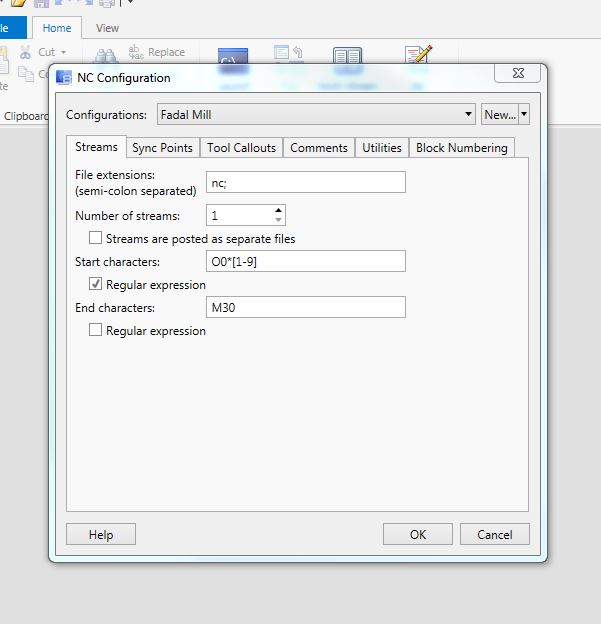
I have done that, But when I check in the tool bar it still has Fanuc machine listed in the box. It seems that If I don't change it there the transfer will error out.
Brian
-
Hello,
How do I change the default machine to Fadal mill? I was able to get everything else right but this keeps changing to Fanuc mill.
Thank you
Brian

-
Does any one have a material library for things like ultem abco nylon 66 and various different plastics or phenolics?
Thank you
-
Hello, We made the upgrade to MX7 but for some reason on two computers the post is now locked
27 Sep 2013 01:41:09 PM - <0> - Report created.
27 Sep 2013 01:41:09 PM - <2> - Initialize posting log file
27 Sep 2013 01:41:09 PM - <2> - Using MP run version 16.00 and post components version 16.00
27 Sep 2013 01:41:09 PM - <2> - Initiate opening the post processor file(s).
27 Sep 2013 01:41:09 PM - <2> - C:\USERS\PUBLIC\DOCUMENTS\SHARED MCAMX7\MILL\POSTS\MMxxxxOR1.PST
27 Sep 2013 01:41:09 PM - <2> - An encrypted post file is associated with the post file.
27 Sep 2013 01:41:09 PM - <2> - Post processor file name: C:\USERS\PUBLIC\DOCUMENTS\SHARED MCAMX7\MILL\POSTS\MMxxxxOR1.PSB
27 Sep 2013 01:41:09 PM - <2> - The encrypted post processor is not configured to run on this software lock (SIM).
27 Sep 2013 01:41:09 PM - <2> - The application has been aborted!
This is the same post that has been used since V9
How do I fix?
Thank you
-
Colin,
I did this and it cuts the extra characters off instead of wrapping them around. I can live with this. But is this why I started to get a comment truncated error when I post? The post completes
successfully but asked to display errors.
-
Thank you for your reply, I have already blocked the tool comment and program name from the post. The problem is our file names are quite long so I would like to see about a pre defined length.
-
Hello,
Does any body have this problem and know how to fix it. When we load our programs into the control we get a missing " ) " error because the comment is to long and the control moves what is remaining to a new line leaving the starting line with out an " ) " at the end of the line causing the error. Is there a way to limit the number of characters per line in the post?
-
If you look further on the 2linc site the have a spring loaded countersink for cnc machines. We are using 2 of these and they work good. If you are doing plastic you will have to go to the hardware store and buy a softer spring and we also made a wider pad for the contact surface. These will hurt your pocket a little but they work well. The base is 1 3/4 in dia. I wish they had a smaller version.
-
I don't know what the difference is. We have a 2008 VF6 that I use to run in a different part of the plant and had know problems. But this is a 2007 VFE with pallet changer. When the prestage tool is called out on the G43 line I get a "TT or unknown axis error". We run this with the H and T in agreement so I don't know if that has anything to do with it.
-
Thank you for all the help. Sorry it took a while to respond. You pointed me in the right direction and here is what I ended up with. I added the n$ and the e$ so I could get the line numbers to show up. Once again thank you
Brian Ripley
pstop
# Stop routine
pretract
pcom_moveb
if
mi10$=one, n$, *sm00, e$
sav_absinc
= absinc$
if wcstype
> one, absinc$ = zero
if lock_codes
= 1 & not(index) & rot_on_x, pbld, n$, *sunlock, "(UNLOCK)", e$
pcan1, pbld,
n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,
pfcout,
*speed, *spindle, pgear, strcantext, e$
if lock_codes
= 1 & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, "(LOCK)", e$
pbld,
n$, "G43", *tlngno$, pfzout, scoolant, e$
n$, next_tool$, e$ #(change here move from line above)
sav_coolant
= coolant$
if
coolant$ = 1, sm09 = sm09_0
if
coolant$ = 2, sm09 = sm09_1
if
coolant$ = 3, sm09 = sm09_2
absinc$ = sav_absinc
And I change it here also
ptlchg_com
#Tool change common blocks
pcom_moveb
c_mmlt$ #Multiple tool subprogram call
#ptoolcomment
comment$
pcan
if
plane$ < 0, plane$ = 0
if stagetool
>= zero, pbld, n$, *t$, "M06", ptoolcomm, e$
spaces$=0
if output_z
= yes$,
[
preadbuf5
if (
opcode$ > 0 & opcode$ < 16) | opcode$ = 19,
[
n$, pspc, "(", "MAX - ", *max_depth, ")", e$
n$, pspc, "(", "MIN - ", *min_depth, ")", e$
]
]
spaces$=sav_spc
pstock
pindex
sav_absinc
= absinc$
if wcstype
> one, absinc$ = zero
if lock_codes
= 1 & not(index) & rot_on_x, pbld, n$, *sunlock, "(UNLOCK)", e$
pcan1, pbld,
n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,
pfcout,
*speed, *spindle, pgear, strcantext, e$
if lock_codes
= 1 & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, "(LOCK)", e$
pbld,
n$, "G43", *tlngno$, pfzout, scoolant, e$
n$, next_tool$, e$ #(change here move from line above)
sav_coolant
= coolant$
if
coolant$ = 1, sm09 = sm09_0
if
coolant$ = 2, sm09 = sm09_1
if
coolant$ = 3, sm09 = sm09_2
absinc$ = sav_absinc
pcom_movea
toolchng
= zero
c_msng$ #Single tool subprogram call
last_op_id
= op_id$
last_cuttype
= cuttype
-
 1
1
-
-
I am using MPMASTER post V15.00. I understand about enabling staging in control and post. This is what gets posted
N60
G00 G90 G54 X4.125 Y.125 S10000 M03
N70
G43 H40 Z1.125 M08 T39
N80
Z1.1
but the machine needs
N60
G00 G90 G54 X4.125 Y.125 S10000 M03
N70
G43 H40 Z1.125 M08
T39 This is on it's own line
N80
Z1.1
When I move the tool down one line machine runs fine
Thank you
-
Hello,
Our Haas vf3 requires the pre stage tool to be on it's own like. How do I get it there?
Thanks
POSTING ON DEMAND
in Industrial Forum
Posted
Hello,
I would like for our operators to be able to post as the job comes to their machine. Is there some software that can do that other than have a seat of Mastercam? I don't want them to be able to change geometry or tool paths just post the mcx-9 file.
Thank you