





awjareme
-
Posts
14 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by awjareme
-
-
I have to make about a hundred extremely simple parts and do not have a bar puller in a simple 2 axis lathe that we have (8 position turret). I would like my program to start by picking a tool in the turret (my stop block) and send it to my zero without any spindle rpm then stop. I would then open the doors, open the chuck, pull my stock up to the stopper, close the chuck, then run the program. Is there a way to do this in Mastercam without manually editing posted code after? I'm using Mastercam 2019
-
Ok, after a re-boot this a.m. and creating new geometry, I tried the route of using the "center on point" option and bingo. I don't know what I was doing wrong yesterday but I would get errors constantly. Also looks like there is several ways to accomplish plunging at a specific point. Thanks guys this little thing will save me some time
-
 1
1
-
-
Ok, the air region suggestion works, although a little off center there was still plenty of room around the end mill. Thanks
under plunging and helical entry there is a "center on point" option that is available. I tried this and nothing. Any idea what this is for?
Also I tried the start hole program, never seen that before until now and that worked as well, thank you. Although sometimes if im using hss drills, a center drill first is nice, but I guess I can just copy the operation before and add a center drill
-
I have some non-center cutting end mills that I would like to pocket with. The pockets are completely through the material. I would like to drill a hole at a point (bigger than the endmill) then plunge at this point and begin the pocket. I always use the dynamic mill option. I can only find a spot for entry chain which has me select a chain to start at, if I pick a point I get an error. I have resorted to making a really small chain inside my drilled hole and let the end mill helically plunge in this area. The other option is to make the pocket first, use the plunge option under entry and back plot to see where mastercam plans on plunging, then make a toolpath in front of this operation and place my hole there. Is there a better way to do this?
-
did you try searching "setting multiple work offsets"
Yes, can't find it. Originally I was on yahoo mobile site. I tried the phone again and no luck, I should have wrote it down
I am not sure but if you describe your question or what you are looking to accomplish to the best of your ability I am sure someone can assist. If you are looking to do the same part in multiple vices, that is easiest with a transform toolpath, if you are looking to cut different parts using different offsets then it will be handled through planes.
I was just looking at different ways of doing things and it seemed like it would be informative as it showed a few different ways to accomplish the same thing. I am just trying to gain a better understanding of what is going on. I don't use it all that often, but I occasionally do with a 4th axis set-up or multiple vices. I want to be able to show a couple other guys here how to use it properly and be certain I have a good explanation. I just ordered a mastercam indexing tutorial book, which I hope covers all this. It seems to be a tougher area to grasp in mastercam
-
Im looking for an old thread I found and now lost. It had 3 attachments that showed different ways for setting multiple work offsets. I had it on my phone but couldn't access the attachments, and now that I am at my desktop I cant locate it again. I'm not sure who wrote it, but I imagine it was one of the regulars and was hoping someone might remember. I think it was as far back as X6.
-
1
-
-
your a F'in idiot?
-
I started with one simple question and it turned into something else. Im glad you feel special behind your keyboard, and you LOVE me, you are the best, guitar. Are you looking for responses that agree with you so you feel better about yourself the rest of the day, and smarter? Looks like you already got one too. Everyones gotta start somewhere just like im sure you did.
-
1
-
-
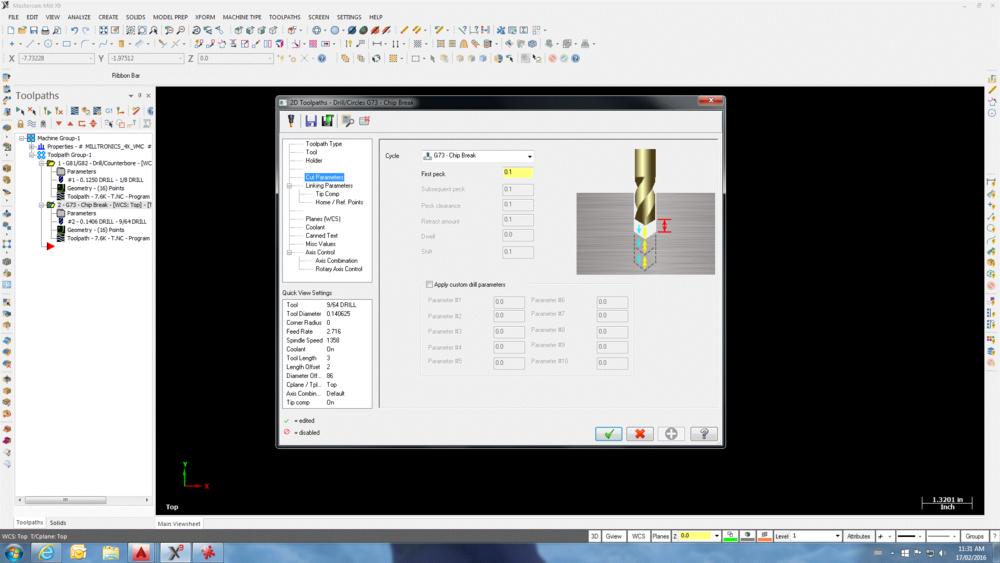
No Milltronics. Control requires a V,Q,U, and D variable for peck. V is initial peck, Q is subsequent peck, U is rapid up increment, and D is rapid down increment. All options were open in X8 but not X9, using the same post? I imagine shift should have always been greyed out and putting in a value probably never did anything, I was just curious what it was for. Im hoping I can get the "retract amount" be my U value and use peck clearance for D? Maybe shift would be better for this as the D value is the rapid down amount not the "peck clearance" before drilling? or maybe not as it might confuse things if I ever use a shift for boring? Are activating these variables and what they put out something I can do? or does it require post edits?
-
maybe its there just for some boring options and should be greyed out, but wasn't before in x8, and any value wouldn't effect a g73 or g83?
-
It s greyed on your pic so you can t really put in a value in textbox.
All these textbox's labels may be customised and activated/deactivated in control definition to be used in pp as you need
Ya, I know this happened when I went to x9, x8 had all options open. I was going to contact mastercam to see how to open the options back up, and also get my post modified so that the proper variables inputted come out correctly in my code which they don't, but I've been simply modifying them before sending to our mill. I was just curious as to what shift was and if I need that option open or not. It does come up in drilling parameters so I assumed its there for a reason.
-
 no g73 drilling. when picking the drilling parameters there is a box to put a value in for shift? I don't know if this screen shot is clear but you can see it here. Default value is .1
no g73 drilling. when picking the drilling parameters there is a box to put a value in for shift? I don't know if this screen shot is clear but you can see it here. Default value is .1 -
what exactly is the shift variable in this operation or any other for that matter?
-
2
-
how can i use turret for stock advance stopper
in Industrial Forum
Posted
Well that worked like a charm. Graphically it looks a bit weird, as it shows the tool grabbing the stock and pulling It out, but the code outputted exactly what I needed. Thanks a lot!